
一种真空绝热板及其制备方法.pdf

岚风****55


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种真空绝热板及其制备方法.pdf
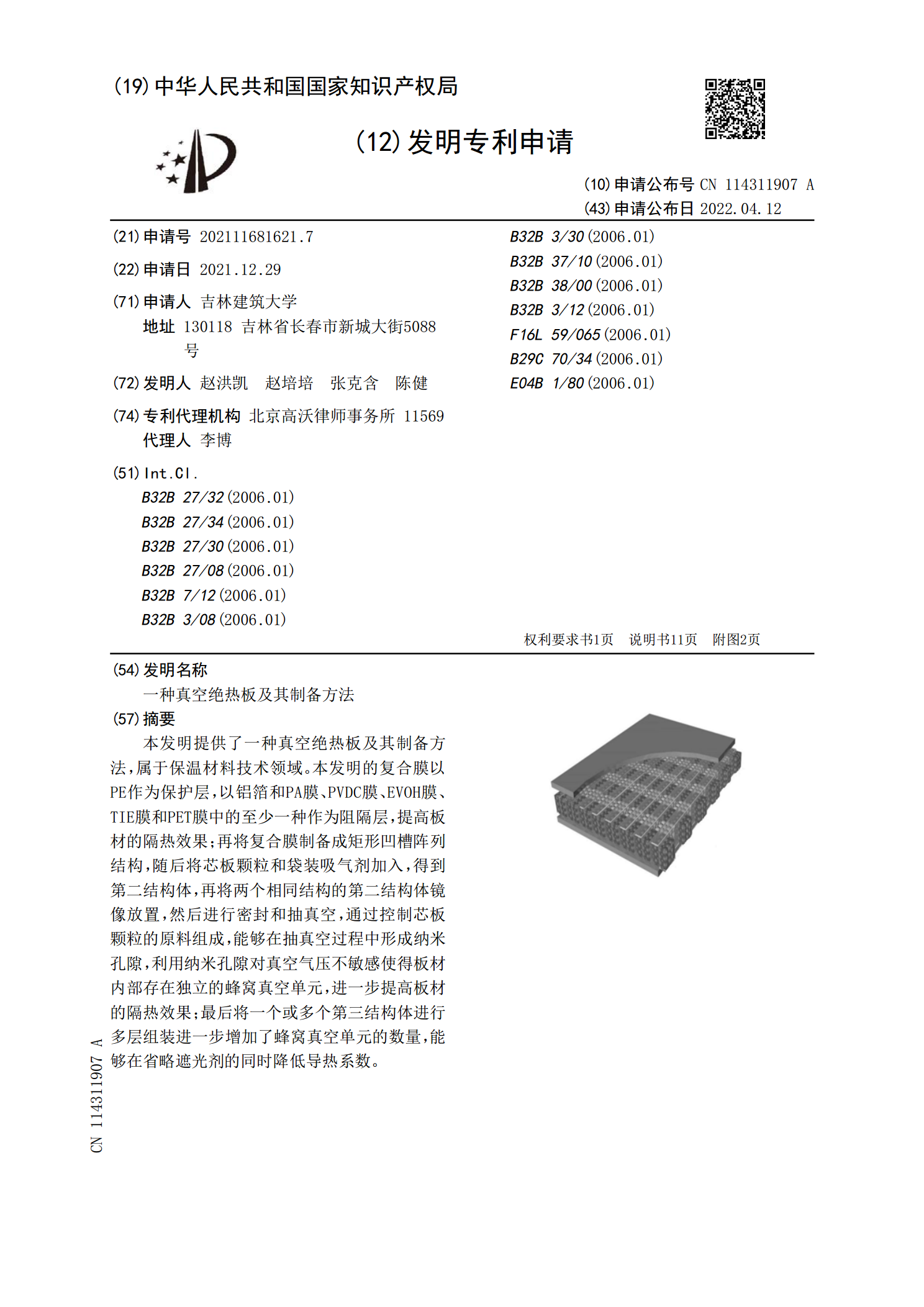
本发明提供了一种真空绝热板及其制备方法,属于保温材料技术领域。本发明的复合膜以PE作为保护层,以铝箔和PA膜、PVDC膜、EVOH膜、TIE膜和PET膜中的至少一种作为阻隔层,提高板材的隔热效果;再将复合膜制备成矩形凹槽阵列结构,随后将芯板颗粒和袋装吸气剂加入,得到第二结构体,再将两个相同结构的第二结构体镜像放置,然后进行密封和抽真空,通过控制芯板颗粒的原料组成,能够在抽真空过程中形成纳米孔隙,利用纳米孔隙对真空气压不敏感使得板材内部存在独立的蜂窝真空单元,进一步提高板材的隔热效果;最后将一个或多个第三结
一种真空绝热板及其制备方法.pdf
本发明涉及一种真空绝热板及其制备方法,属于玻璃纤维材料技术领域,该真空绝热板按质量百分比计,由如下组分组成:超细玻璃纤维棉99‑99.8%,吸气剂0.2‑1.0%。用于制备该真空绝热板的超细玻璃纤维棉未经过湿法打浆和热态加压,其纤维的性能未受到破坏,可有效提高纤维的力学性能,降低导热系数,并且能够有效降低生产成本,大大降低了天然气和电能的消耗。该真空绝热板表面平整、强度高,且导热系数低,非常适用于冰箱、冰柜、冷藏箱、冷库、建筑墙体保温、舰艇、船舶、汽车、电热水器等领域。
真空绝热板用膜材、真空绝热板及其制备方法.pdf
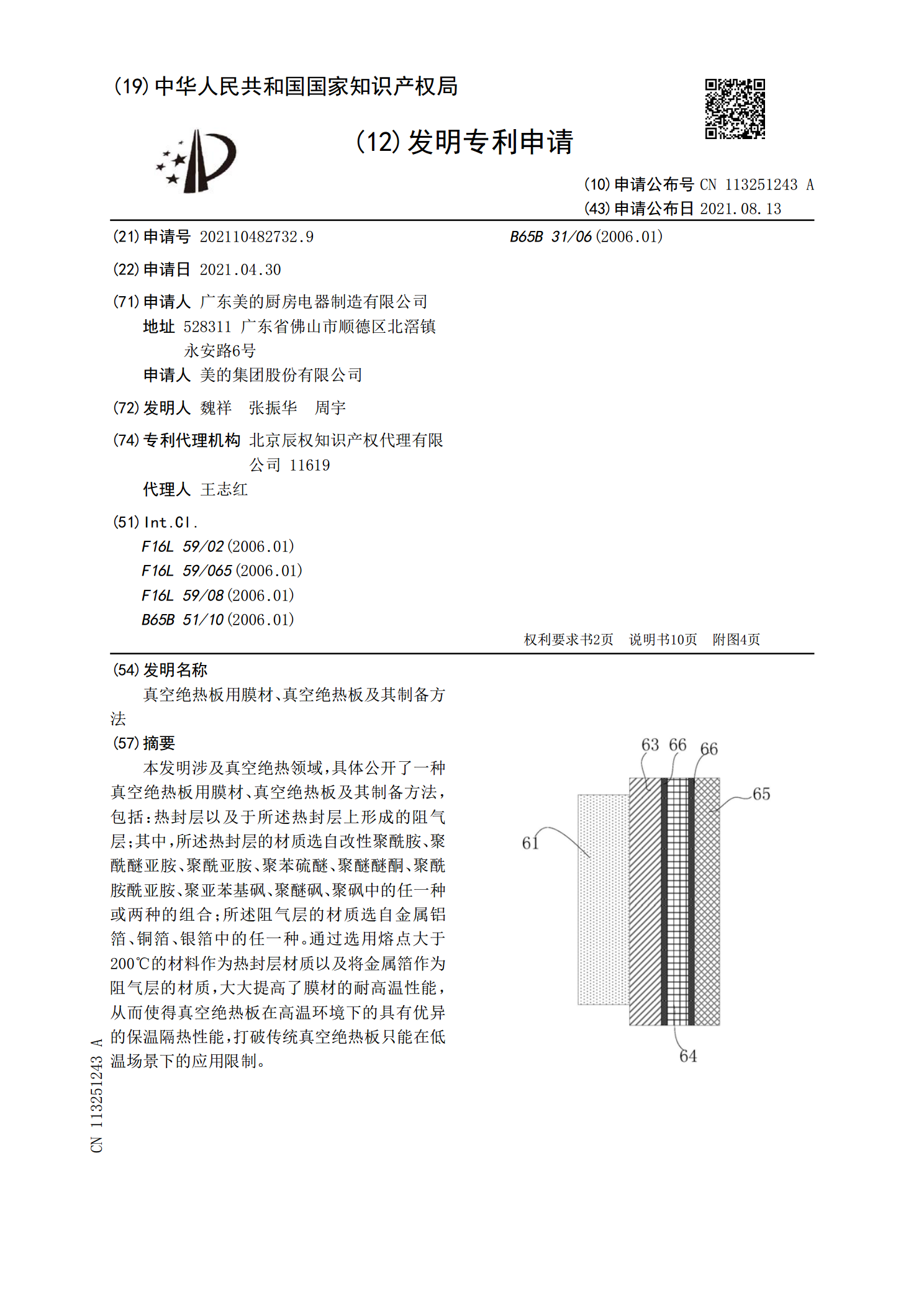
本发明涉及真空绝热领域,具体公开了一种真空绝热板用膜材、真空绝热板及其制备方法,包括:热封层以及于所述热封层上形成的阻气层;其中,所述热封层的材质选自改性聚酰胺、聚酰醚亚胺、聚酰亚胺、聚苯硫醚、聚醚醚酮、聚酰胺酰亚胺、聚亚苯基砜、聚醚砜、聚砜中的任一种或两种的组合;所述阻气层的材质选自金属铝箔、铜箔、银箔中的任一种。通过选用熔点大于200℃的材料作为热封层材质以及将金属箔作为阻气层的材质,大大提高了膜材的耐高温性能,从而使得真空绝热板在高温环境下的具有优异的保温隔热性能,打破传统真空绝热板只能在低温场景下
干法真空绝热板芯材及真空绝热板的制备方法及其产品.pdf
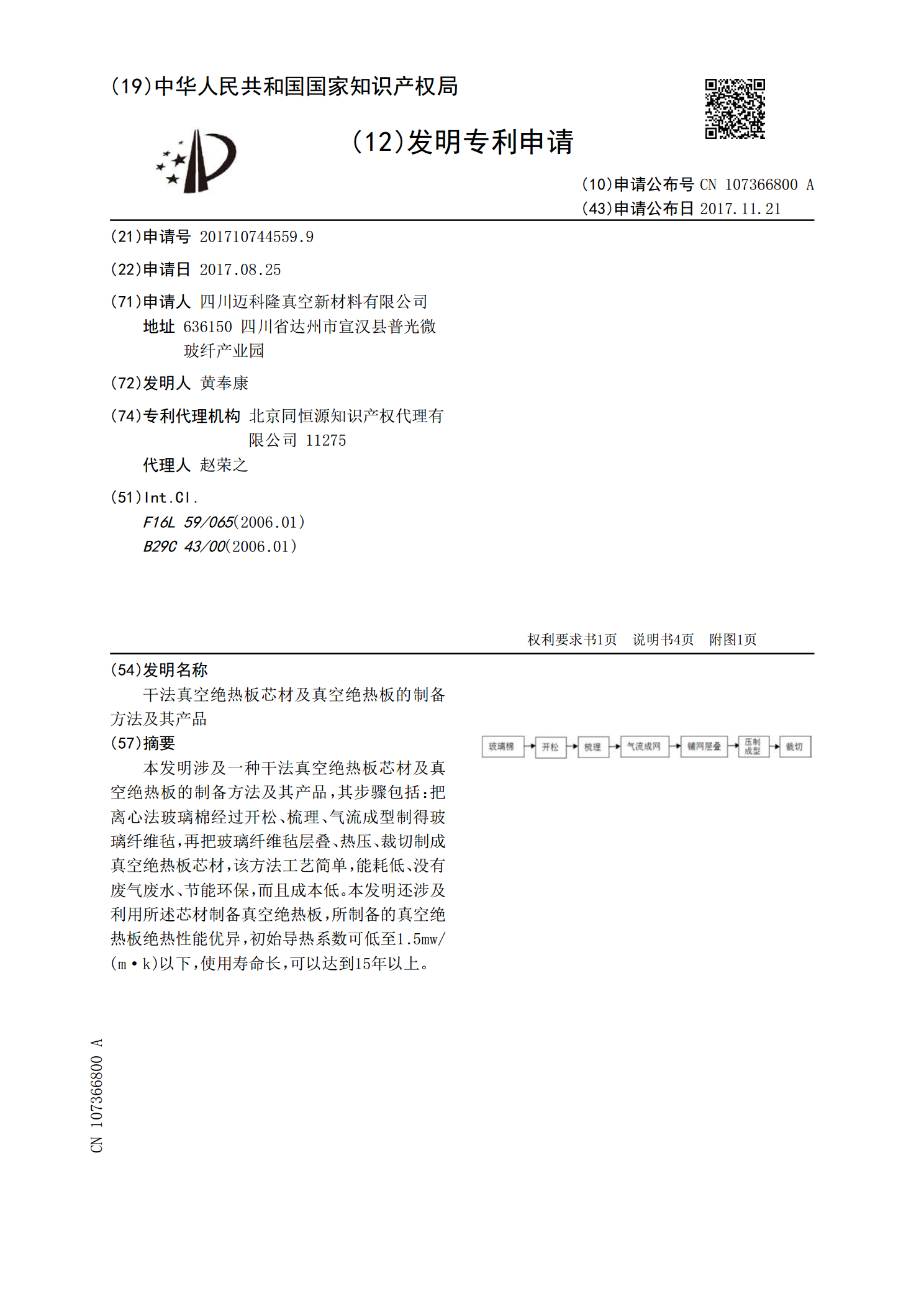
本发明涉及一种干法真空绝热板芯材及真空绝热板的制备方法及其产品,其步骤包括:把离心法玻璃棉经过开松、梳理、气流成型制得玻璃纤维毡,再把玻璃纤维毡层叠、热压、裁切制成真空绝热板芯材,该方法工艺简单,能耗低、没有废气废水、节能环保,而且成本低。本发明还涉及利用所述芯材制备真空绝热板,所制备的真空绝热板绝热性能优异,初始导热系数可低至1.5mw/(m·k)以下,使用寿命长,可以达到15年以上。
复合真空隔热板及其制备方法.pdf
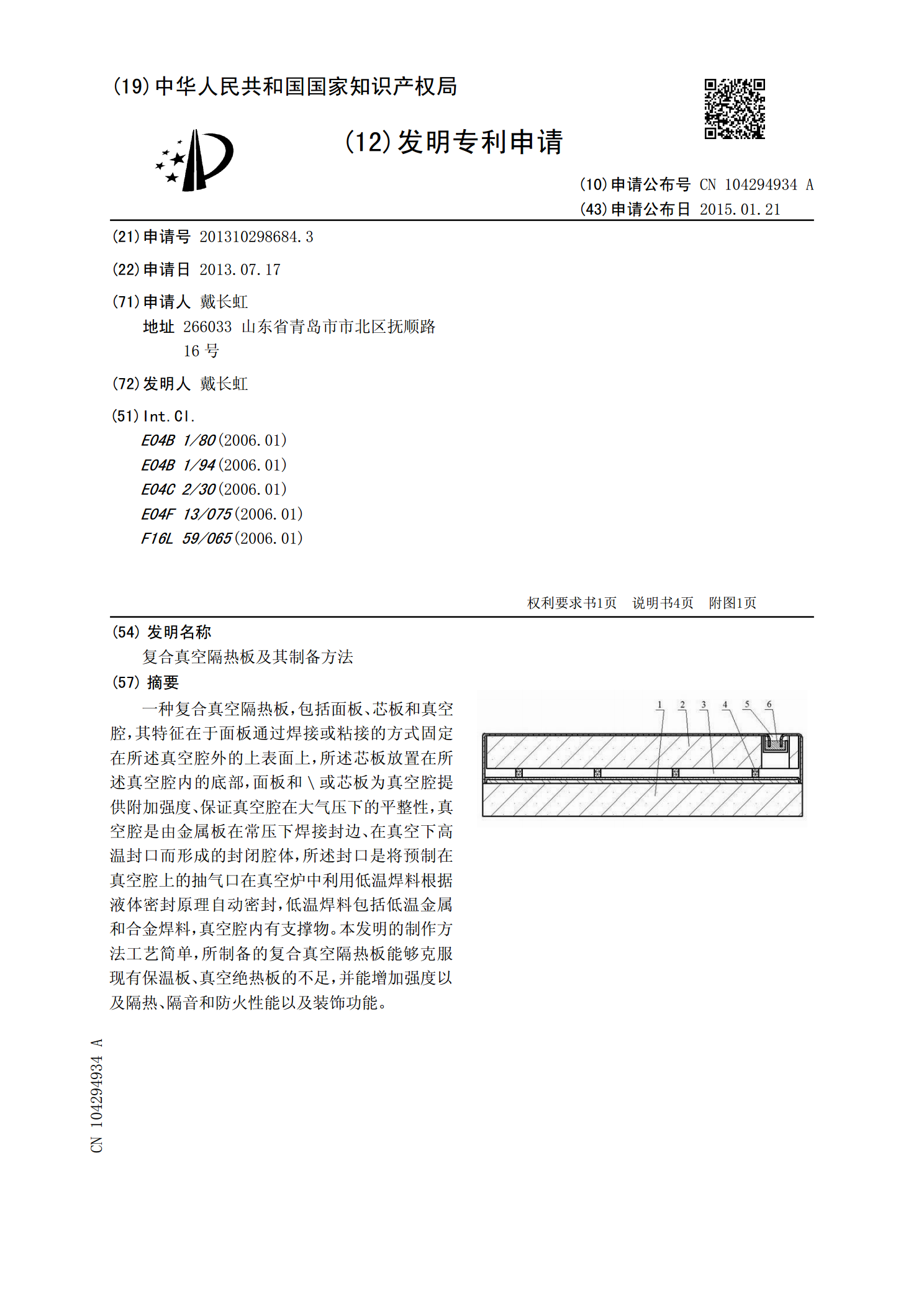
一种复合真空隔热板,包括面板、芯板和真空腔,其特征在于面板通过焊接或粘接的方式固定在所述真空腔外的上表面上,所述芯板放置在所述真空腔内的底部,面板和\或芯板为真空腔提供附加强度、保证真空腔在大气压下的平整性,真空腔是由金属板在常压下焊接封边、在真空下高温封口而形成的封闭腔体,所述封口是将预制在真空腔上的抽气口在真空炉中利用低温焊料根据液体密封原理自动密封,低温焊料包括低温金属和合金焊料,真空腔内有支撑物。本发明的制作方法工艺简单,所制备的复合真空隔热板能够克服现有保温板、真空绝热板的不足,并能增加强度以及