
一种物流周转箱基板的制造方法.pdf

代瑶****zy


1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种物流周转箱基板的制造方法.pdf
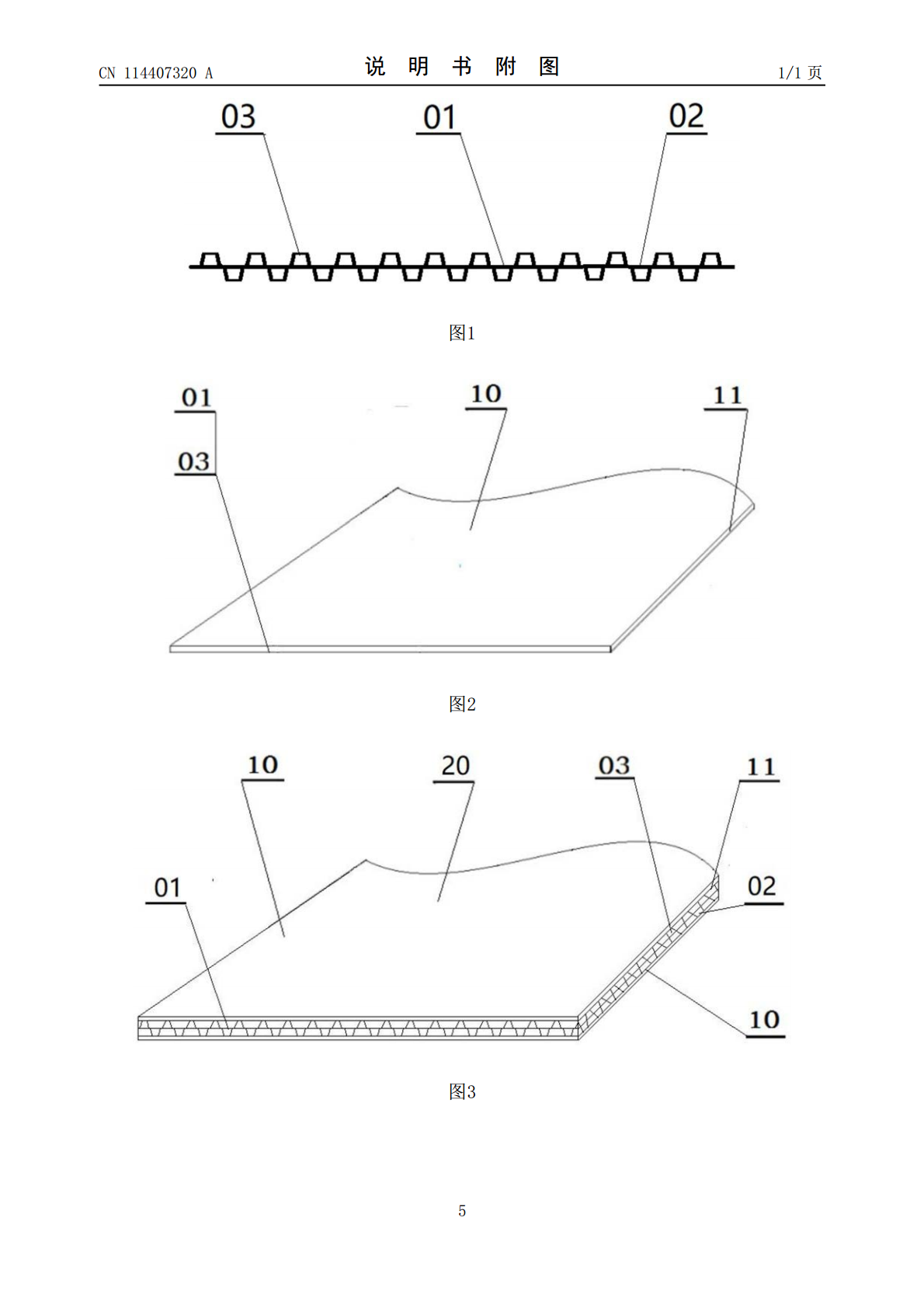
一种物流周转箱基板的制造方法包括以下步骤:采用塑料造粒法制备出含有5%‑20%有机纤维的塑料混合颗粒;采用热挤出法将含有机纤维的塑料混合颗粒制成厚度为0.5‑5mm的平板状面板;采用热挤出法将PP塑料混合颗粒制成厚度为3‑12mm的平板形蜂窝状芯板;在两层面板之间夹持复合有至少一层芯板制成物流周转箱基板;对物流周转箱基板在50℃‑120℃条件下实施8‑12小时的回火处理。在面板材料中添加有一定比例的有机纤维,既提高了箱面板的抗磨耐水洗能力,又提高了箱体的抗撞击能力和箱折痕处的抗弯折柔韧性,从而大幅度地延长
一种物流共享周转箱及其制造方法.pdf
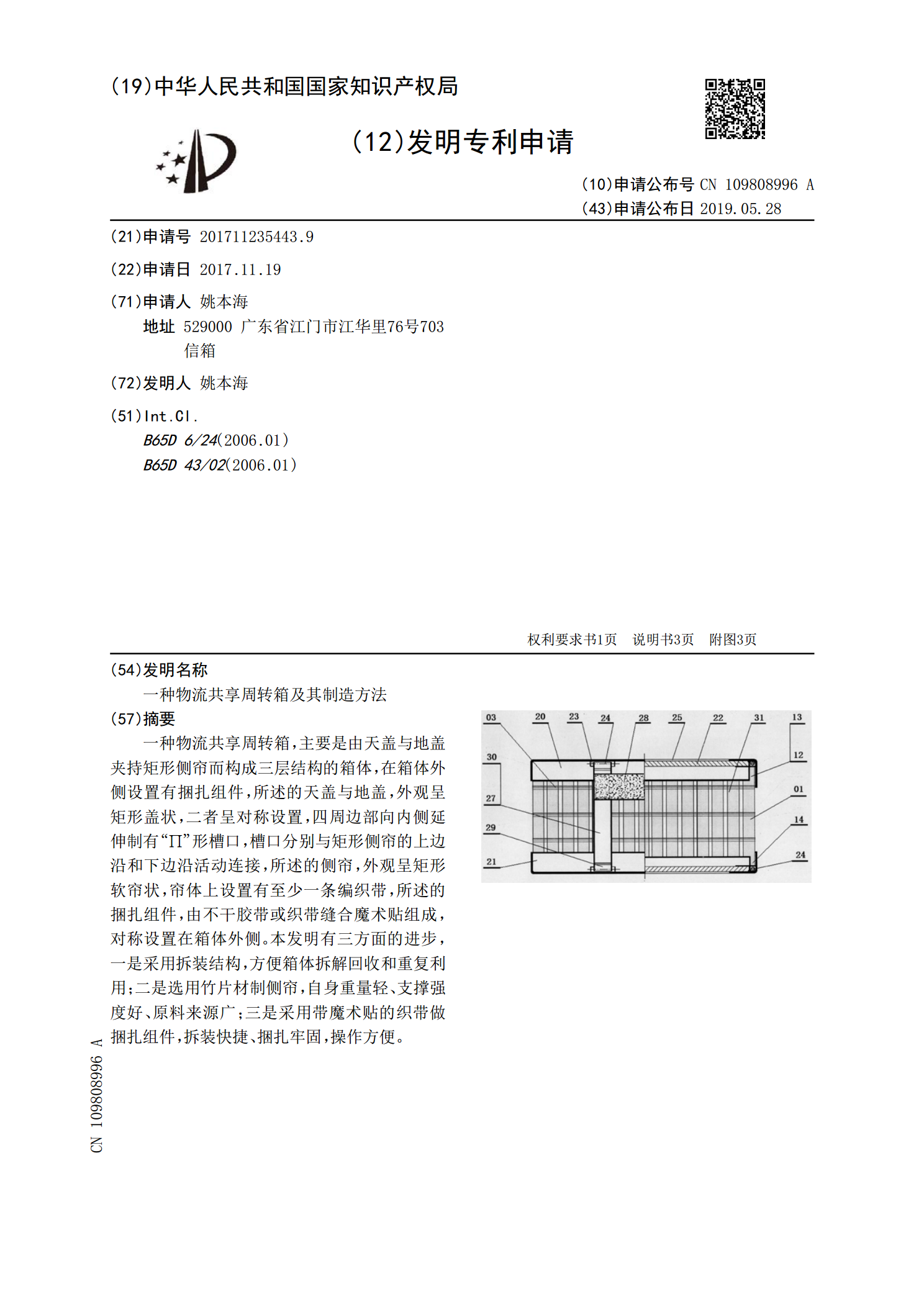
一种物流共享周转箱,主要是由天盖与地盖夹持矩形侧帘而构成三层结构的箱体,在箱体外侧设置有捆扎组件,所述的天盖与地盖,外观呈矩形盖状,二者呈对称设置,四周边部向内侧延伸制有“∏”形槽口,槽口分别与矩形侧帘的上边沿和下边沿活动连接,所述的侧帘,外观呈矩形软帘状,帘体上设置有至少一条编织带,所述的捆扎组件,由不干胶带或织带缝合魔术贴组成,对称设置在箱体外侧。本发明有三方面的进步,一是采用拆装结构,方便箱体拆解回收和重复利用;二是选用竹片材制侧帘,自身重量轻、支撑强度好、原料来源广;三是采用带魔术贴的织带做捆扎组

基板的制造方法及基板的制造装置.pdf
提供可靠性高、生产性优异的基板的制造方法和基板的制造装置。基板的制造装置具有:用于将基板材料定位叠层的台(6);设置在台上的加压用孔(24),设置在加压用孔位置的上方及下方的可上下移动的加热加压装置(4a、4b);和上下可动的脱模片的供给导出装置,其包括在台的一端用于供给脱模片的供给卷轴(22)、设置在台的另一端的用于卷取所述脱模片的卷取卷轴(23)、和多个用于导引所述脱模片的导引滚轮(25a、25b);所述脱模片的供给卷轴和卷取卷轴具有调整张力的功能,上述调整张力的功能,包括在上述加热加压装置和上述脱模
陶瓷基板、复合基板及电路基板以及陶瓷基板的制造方法、复合基板的制造方法、电路基板的制造方法及多个电路基板的制造方法.pdf
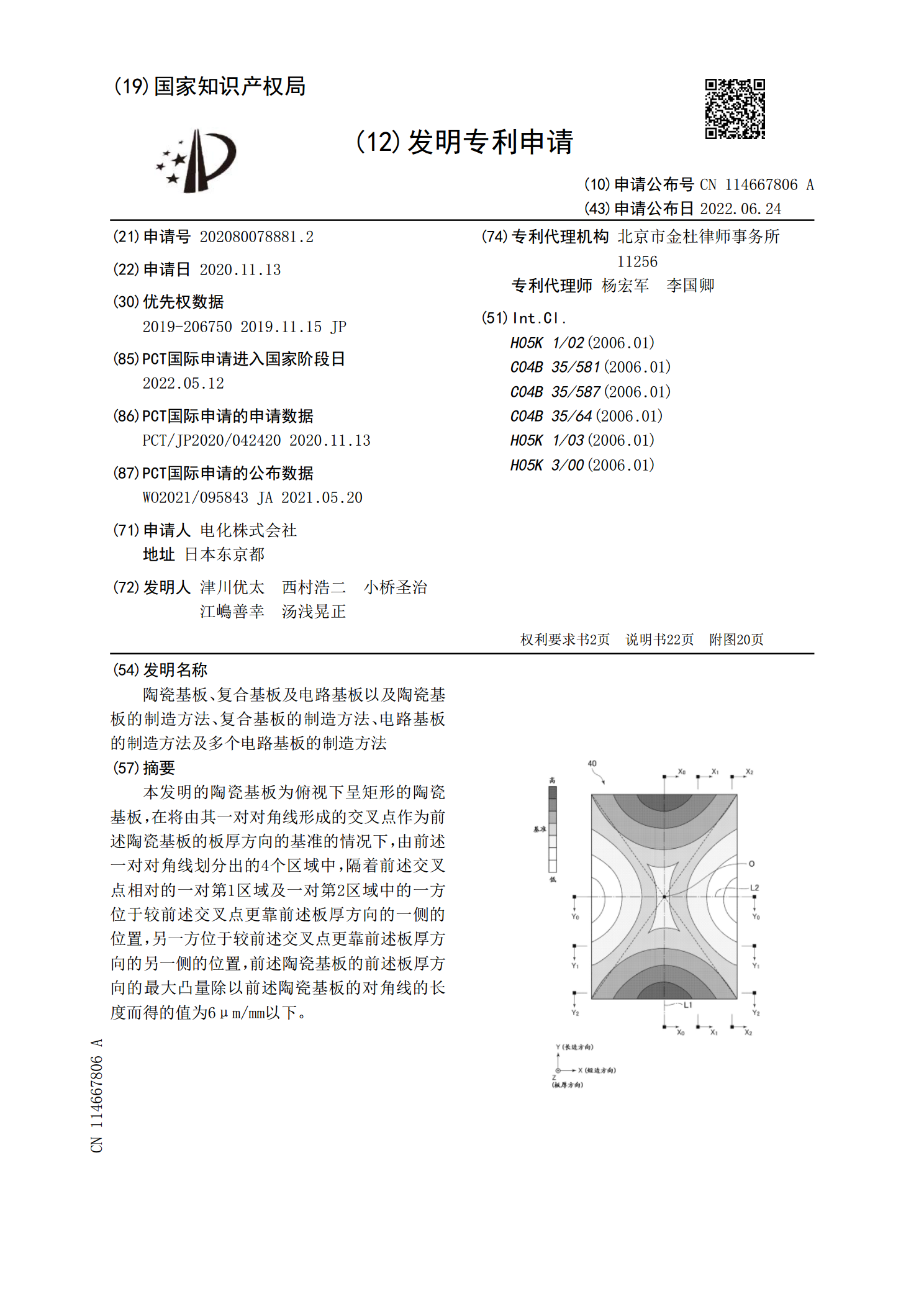
本发明的陶瓷基板为俯视下呈矩形的陶瓷基板,在将由其一对对角线形成的交叉点作为前述陶瓷基板的板厚方向的基准的情况下,由前述一对对角线划分出的4个区域中,隔着前述交叉点相对的一对第1区域及一对第2区域中的一方位于较前述交叉点更靠前述板厚方向的一侧的位置,另一方位于较前述交叉点更靠前述板厚方向的另一侧的位置,前述陶瓷基板的前述板厚方向的最大凸量除以前述陶瓷基板的对角线的长度而得的值为6μm/mm以下。

一种基板及其制造方法.pdf
本发明公开了一种基板及其制造方法,其使用一种基板加工装置,所述基板加工装置包括箱体,刀片进行切割时,第一转动杆通过传动带动第一切割杆转动,第二转动杆通过传动带动第二切割杆转动,使得偏心轮转动推动刀架向下移动,刀片对铜箔和玻璃布进行切割,并且保证切割数量的正确性,切割完成后,自动叠放在一起,避免了玻璃布和铜箔数量不正确的情况发生,降低了基板生产的报废率。