
薄壁蜂窝结构件加工的非接触辅助支撑装置.pdf

依波****bc


1/10

2/10
3/10

4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
薄壁蜂窝结构件加工的非接触辅助支撑装置.pdf
本发明公开了薄壁蜂窝结构件加工的非接触辅助支撑装置。装置包含机床、桁架、随动运动器、工作台、夹具、工件、主轴、刀具、末端执行器、力传感器、第一气路接头、第二气路接头、气压力传感器。主轴能够驱动刀具对工件进行高速旋转铣削,末端执行器通过恒压气泵对气流输入或输出与工件之间形成增压气路或者负压气流,对工件施加空间矢量力;机床能够驱动工作台相对刀具做进给运动,通过调节末端执行器与工件的相对空间间隙实现调整非接触随动支撑推力或非接触随动支撑拉力的大小,实时维持刀具对工件稳定的高速旋转铣削。本发明的装置能够有效避免高

薄壁件加工的流体随动辅助支撑装置.pdf
本发明提供了一种抑制薄壁件加工变形和切削过程中薄壁振动的薄壁件加工用流体随动辅助支撑装置及其加工方法。针对薄壁件的加工工艺差,切削加工易产生让刀变形,加工过程中易产生薄壁振动等问题,采用流体随动辅助支撑装置形成流体支撑力作用在薄壁件加工面对称侧充当辅助支撑。切削加工时流体通过接头结构形成流体随动支撑,以减小动态切削力对工件变形的影响,同时流体的阻尼作用可抑制切削加工过程中薄壁振动。本发明具有辅助支撑随动方便、结构简单、不与刀具等发生干涉、支撑作用力易控制、具有冷却和阻尼作用等优点。
一种薄壁回转构件加工辅助支撑装置及其使用方法.pdf
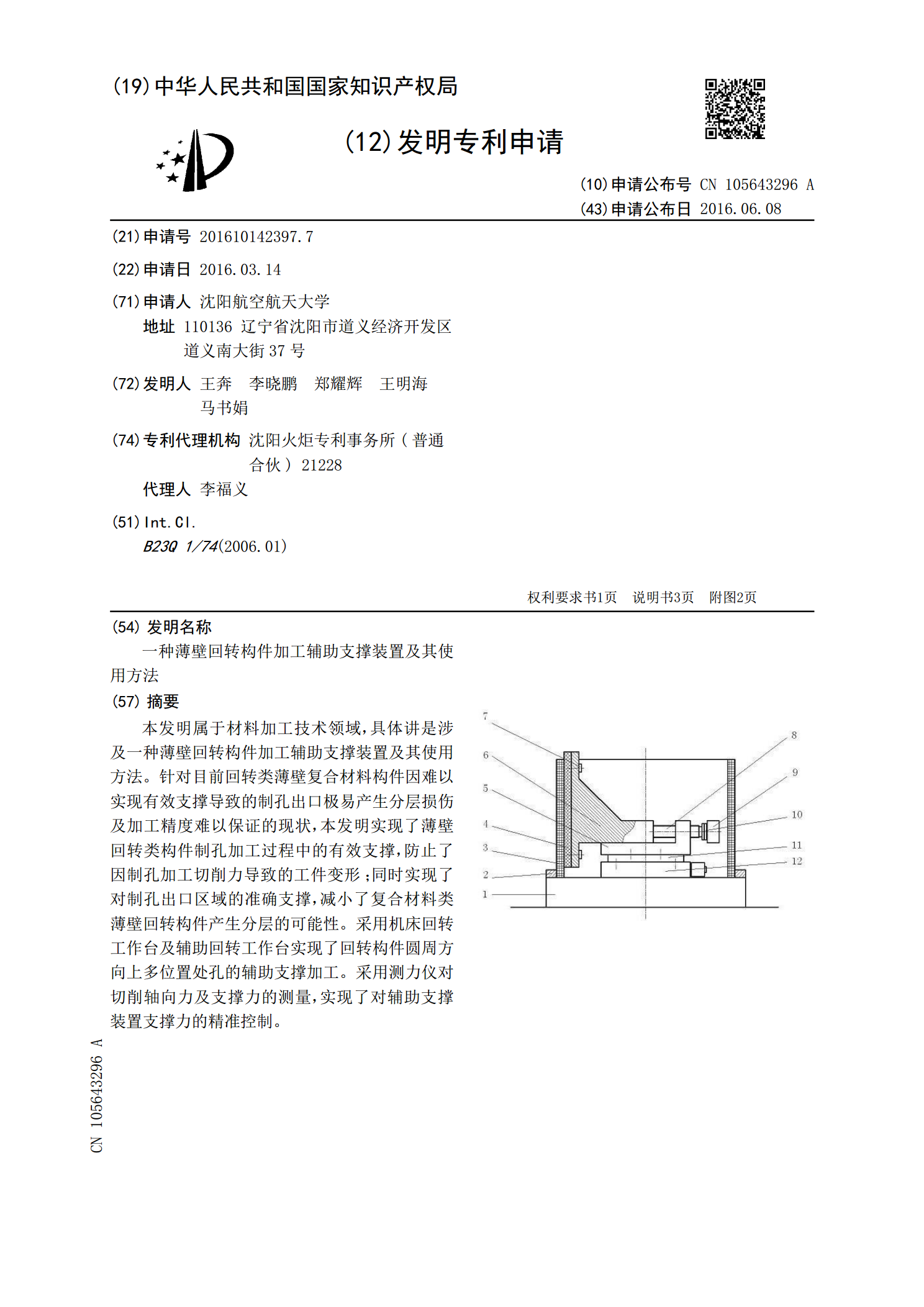
本发明属于材料加工技术领域,具体讲是涉及一种薄壁回转构件加工辅助支撑装置及其使用方法。针对目前回转类薄壁复合材料构件因难以实现有效支撑导致的制孔出口极易产生分层损伤及加工精度难以保证的现状,本发明实现了薄壁回转类构件制孔加工过程中的有效支撑,防止了因制孔加工切削力导致的工件变形;同时实现了对制孔出口区域的准确支撑,减小了复合材料类薄壁回转构件产生分层的可能性。采用机床回转工作台及辅助回转工作台实现了回转构件圆周方向上多位置处孔的辅助支撑加工。采用测力仪对切削轴向力及支撑力的测量,实现了对辅助支撑装置支撑力

一种非接触式晶片支撑装置.pdf
本发明公开了一种非接触式晶片支撑装置,包括第二构件,所述第二构件为中空的圆锥形结构,且所述第二构件的上表面直径大于下表面直径,所述第二构件内容纳有第一构件,所述第一构件为圆锥形结构,且所述第一构件的上表面直径大于下表面直径,所述第一构件的外表面与第二构件的内壁具有间隙,第二构件的内表面与第一构件留以预定间隙容纳,本发明用以不接触晶片的方式支撑的同时使在晶片的表面上形成的压力分布的不均匀最小化,根据本发明的非接触晶片支撑装置控制空气的注入压力和吸入压力,这样,可以在没有直接接触的情况下支撑晶片,并且还可以防

一种用于薄壁曲面零件铣削加工的辅助支撑抑振装置.pdf
本发明涉及一种用于薄壁曲面零件铣削加工的辅助支撑抑振装置,包括底座、底座螺栓、支撑板、调节螺杆、调节块、支撑螺栓、橡胶头。用底座螺栓将底座固定在薄壁曲面零件的两侧,将调节螺杆的底部放置在底座预留的槽中,将调节块穿过支撑板与调节螺杆并通过拧动调节螺杆来控制调节块的上下运动,将支撑螺栓穿入调节块的水平螺纹孔,将橡胶头套在支撑螺栓的头部,通过拧动支撑螺栓调节至顶到薄壁曲面零件的表面并拧紧固定。本装置提升了薄壁曲面的刚度,在铣削中不易变形,从而起到铣削抑振的作用。