
铁路车轮热处理加热炉及其热处理工艺方法.pdf

是你****优呀

1/10
2/10

3/10
4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铁路车轮热处理加热炉及其热处理工艺方法.pdf
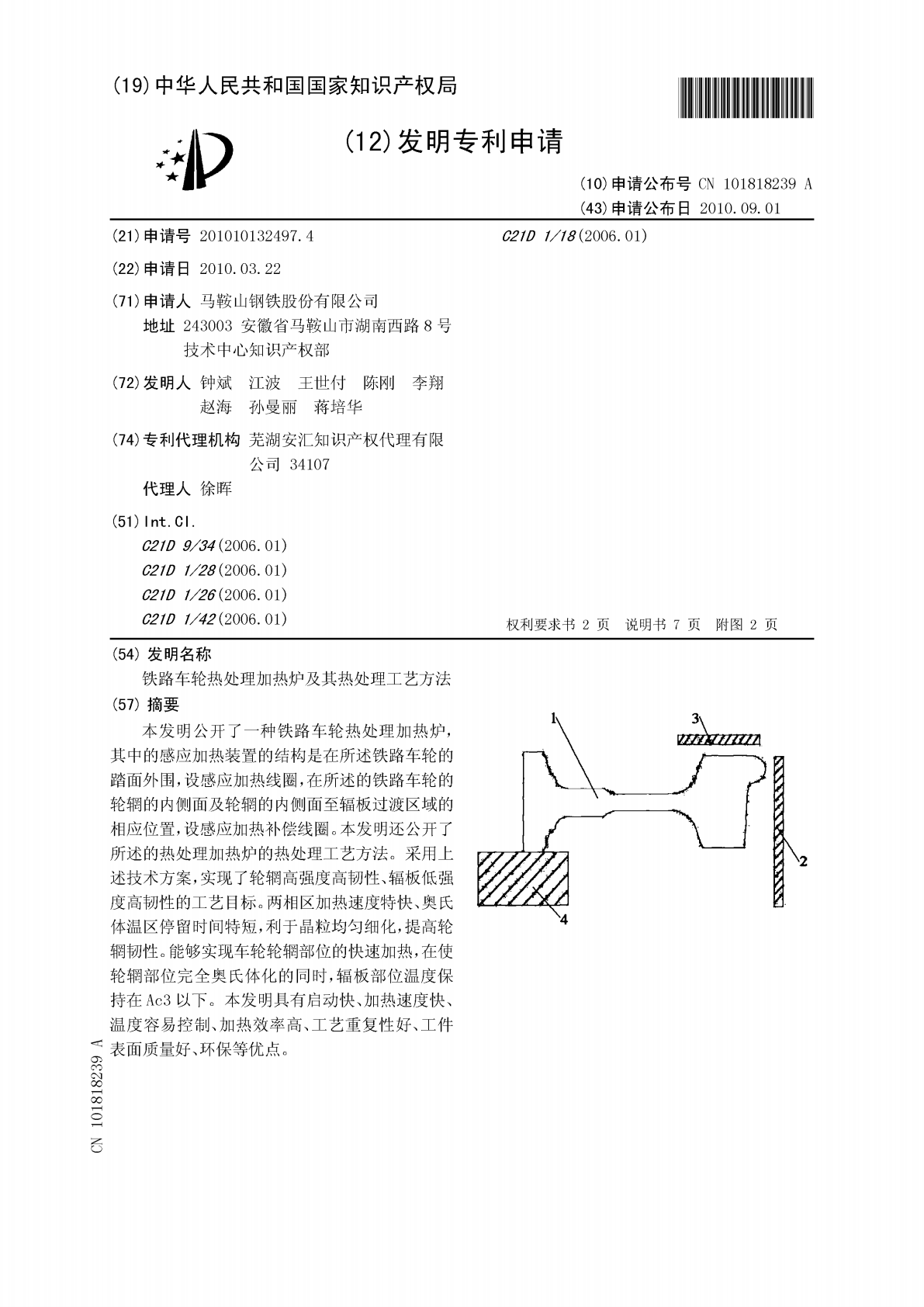
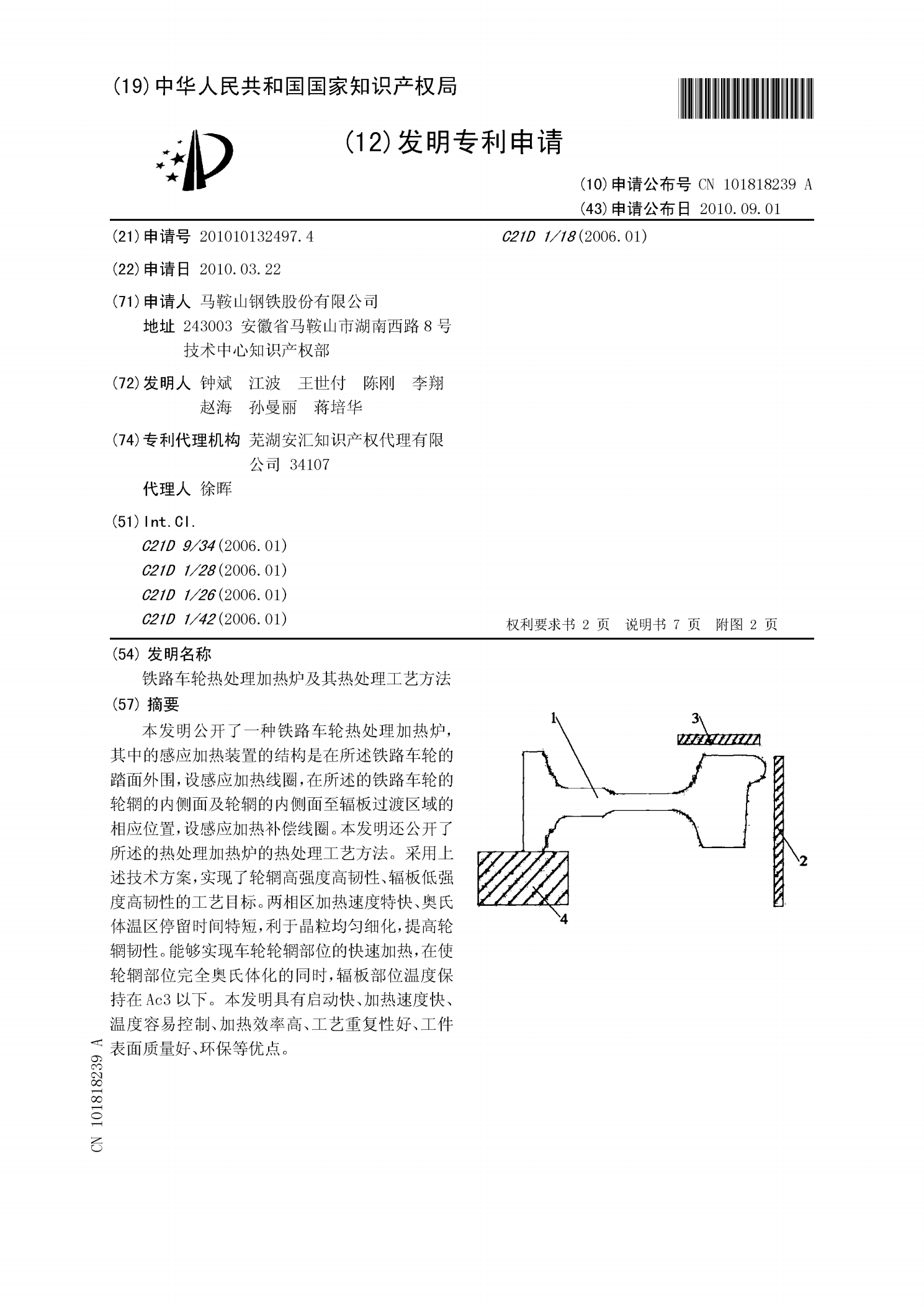
本发明公开了一种铁路车轮热处理加热炉,其中的感应加热装置的结构是在所述铁路车轮的踏面外围,设感应加热线圈,在所述的铁路车轮的轮辋的内侧面及轮辋的内侧面至辐板过渡区域的相应位置,设感应加热补偿线圈。本发明还公开了所述的热处理加热炉的热处理工艺方法。采用上述技术方案,实现了轮辋高强度高韧性、辐板低强度高韧性的工艺目标。两相区加热速度特快、奥氏体温区停留时间特短,利于晶粒均匀细化,提高轮辋韧性。能够实现车轮轮辋部位的快速加热,在使轮辋部位完全奥氏体化的同时,辐板部位温度保持在Ac3以下。本发明具有启动快、加热速
铁路车辆车轮及其热处理方法.pdf
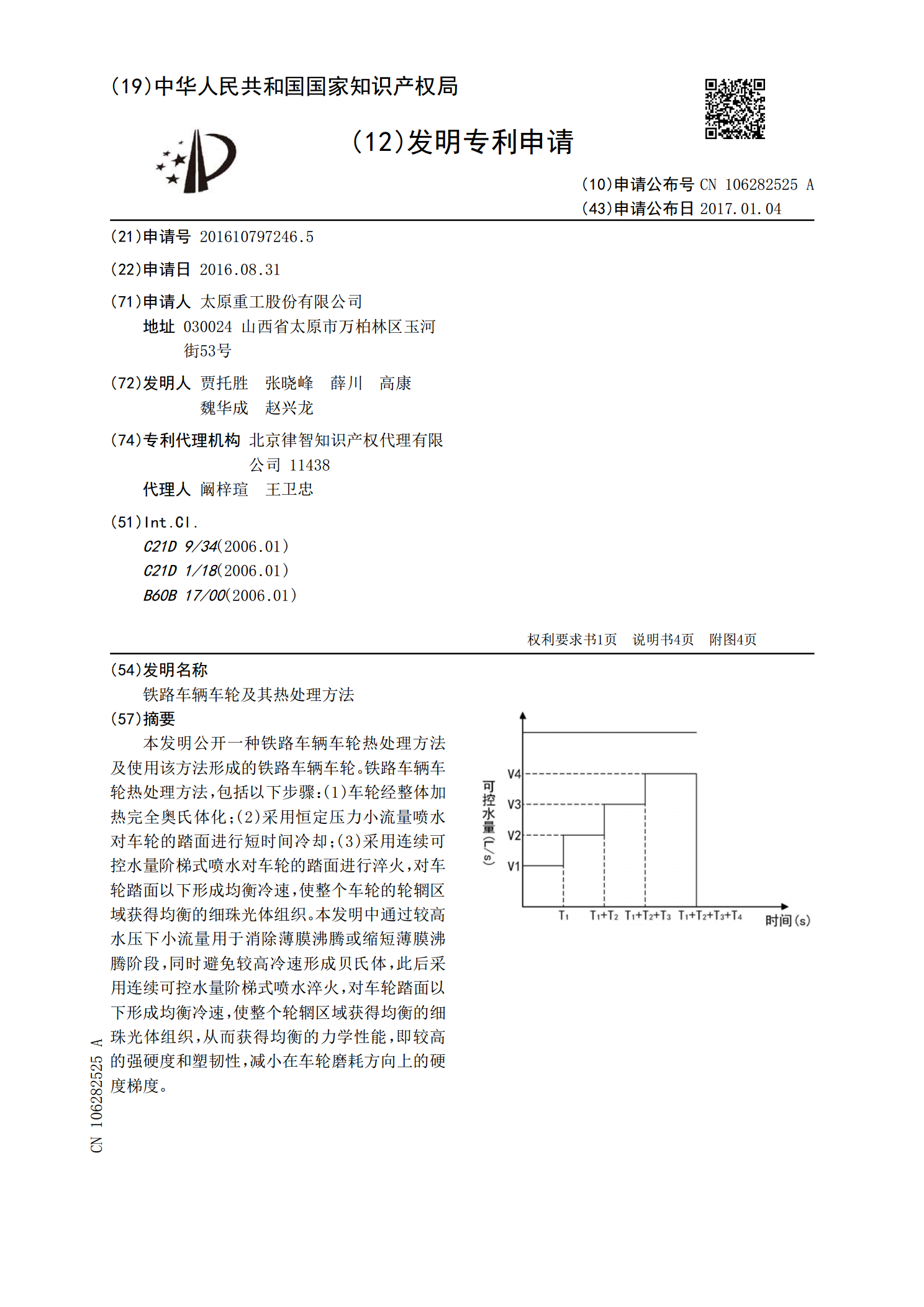
本发明公开一种铁路车辆车轮热处理方法及使用该方法形成的铁路车辆车轮。铁路车辆车轮热处理方法,包括以下步骤:(1)车轮经整体加热完全奥氏体化;(2)采用恒定压力小流量喷水对车轮的踏面进行短时间冷却;(3)采用连续可控水量阶梯式喷水对车轮的踏面进行淬火,对车轮踏面以下形成均衡冷速,使整个车轮的轮辋区域获得均衡的细珠光体组织。本发明中通过较高水压下小流量用于消除薄膜沸腾或缩短薄膜沸腾阶段,同时避免较高冷速形成贝氏体,此后采用连续可控水量阶梯式喷水淬火,对车轮踏面以下形成均衡冷速,使整个轮辋区域获得均衡的细珠光体
一种铁路车轮的热处理冷却工艺.pdf
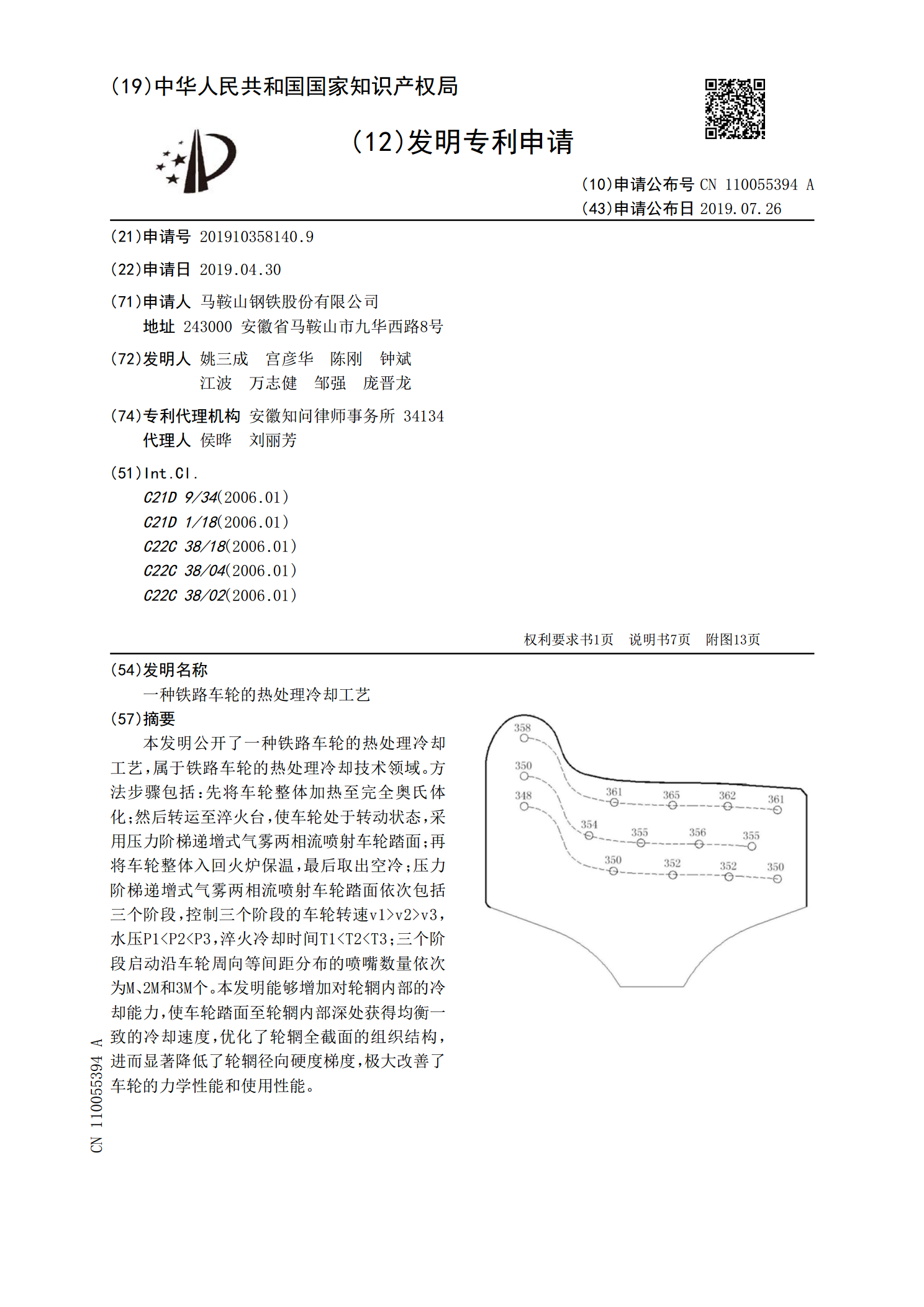
本发明公开了一种铁路车轮的热处理冷却工艺,属于铁路车轮的热处理冷却技术领域。方法步骤包括:先将车轮整体加热至完全奥氏体化;然后转运至淬火台,使车轮处于转动状态,采用压力阶梯递增式气雾两相流喷射车轮踏面;再将车轮整体入回火炉保温,最后取出空冷;压力阶梯递增式气雾两相流喷射车轮踏面依次包括三个阶段,控制三个阶段的车轮转速v1>v2>v3,水压P1

一种高速铁路列车用车轮钢及其热处理工艺.pdf
一种用于高速铁路列车的车轮钢及其制备方法,属于金属材料领域。钢的成分为:C0.40-0.50%,Cr0.2-0.35%,Mn0.7-0.90%,Si0.35-0.45,P&lt0.02,S&lt0.02,其余为Fe。制备方法采用真空感应熔炼,熔炼温度在铁熔点以上100-200℃;在熔炼过程中通过脱氧元素Al的烧损来控制脱氧深度,当氧浓度[O]&lt10-5时加入合金元素进行合金化;经对&136&189进行热&203、热轧后对热加工后的车轮钢进行热处理,通过分
铝车轮热处理工艺.pdf
本发明公开了一种铝车轮热处理工艺,其包括如下步骤:铸态毛坯入固溶处理炉升温、固溶温度下固溶处理、出固溶处理炉高温盐浴淬火处理、出盐浴炉后空气介质中冷却,去除盐膜。固溶处理温度为530‑550℃,固溶处理保温时间为240‑300分钟;采用硝盐盐浴,盐浴处理温度为150‑170℃,时效处理保温时间为150‑200分钟;本发明将T6热处理工艺和盐浴淬火工艺二者有机组合,达到低变形、高性能值的目的,同标准T6热处理工艺比较,本发明在获得较高强度的同时,还可获得较高的延伸率和较小的变形度,也确保了其中的合金微观组织