
一种铁路车轮的热处理冷却工艺.pdf

努力****采萍


1/10
2/10

3/10
4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铁路车轮的热处理冷却工艺.pdf
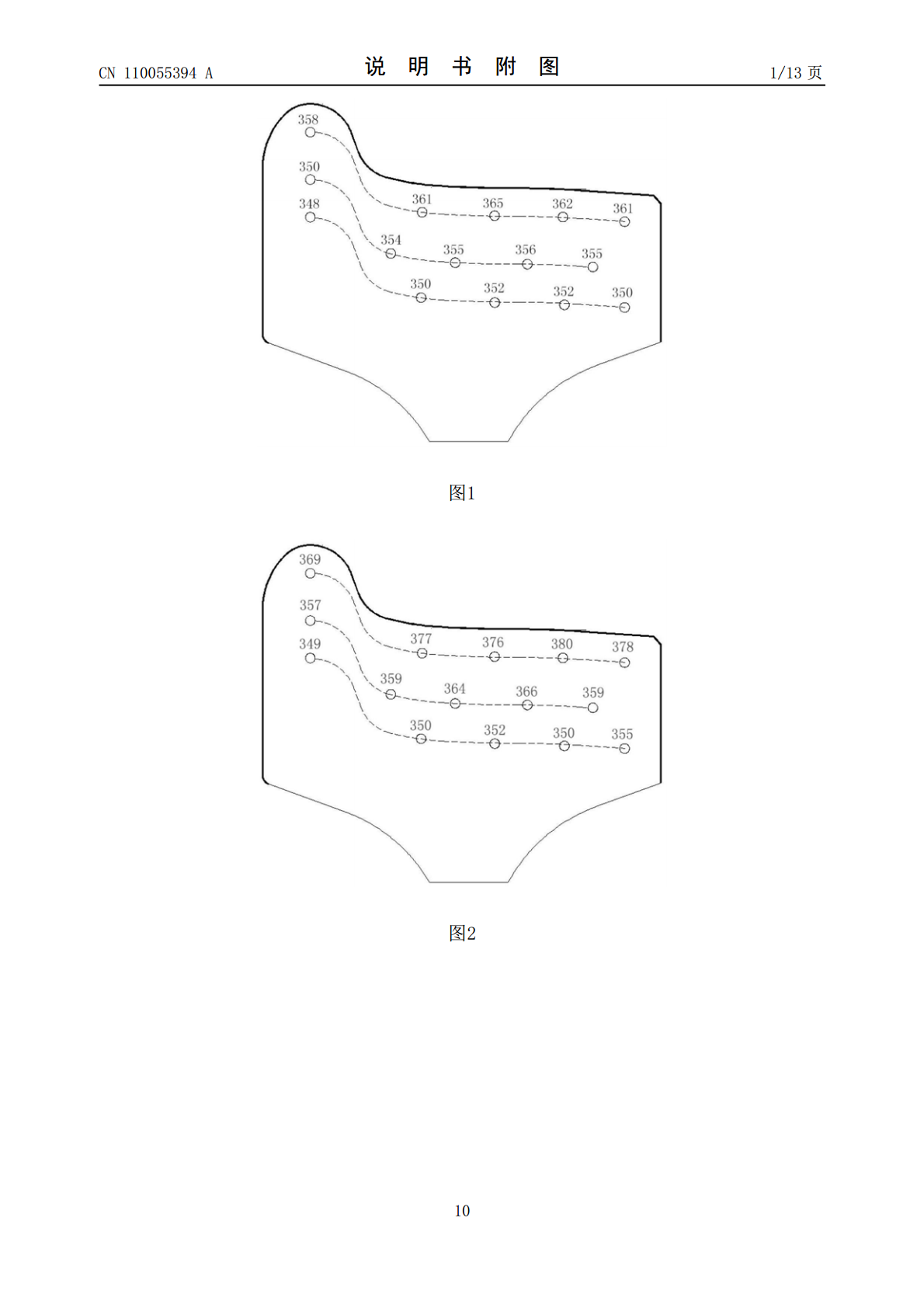
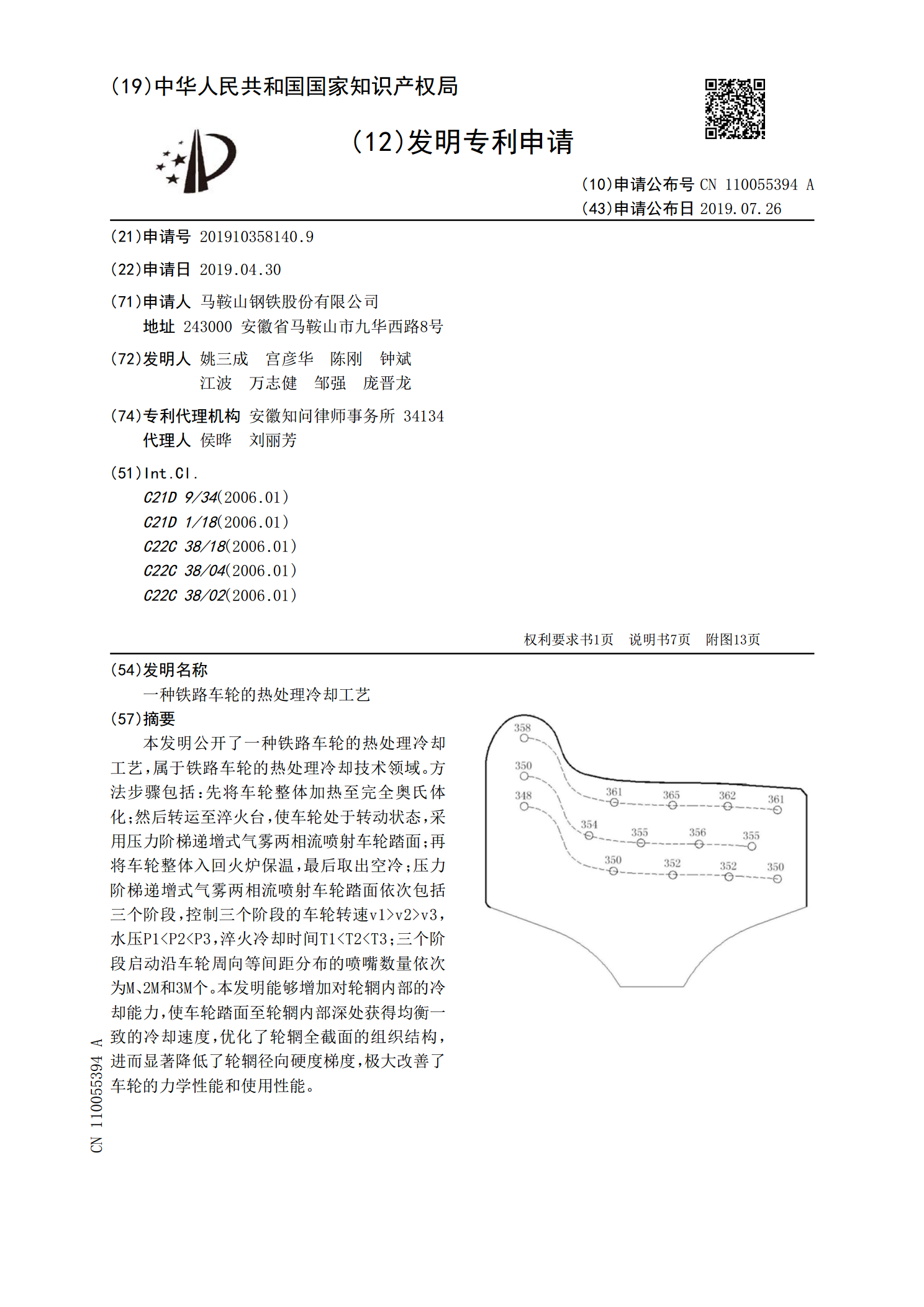
本发明公开了一种铁路车轮的热处理冷却工艺,属于铁路车轮的热处理冷却技术领域。方法步骤包括:先将车轮整体加热至完全奥氏体化;然后转运至淬火台,使车轮处于转动状态,采用压力阶梯递增式气雾两相流喷射车轮踏面;再将车轮整体入回火炉保温,最后取出空冷;压力阶梯递增式气雾两相流喷射车轮踏面依次包括三个阶段,控制三个阶段的车轮转速v1>v2>v3,水压P1
铁路车轮热处理加热炉及其热处理工艺方法.pdf
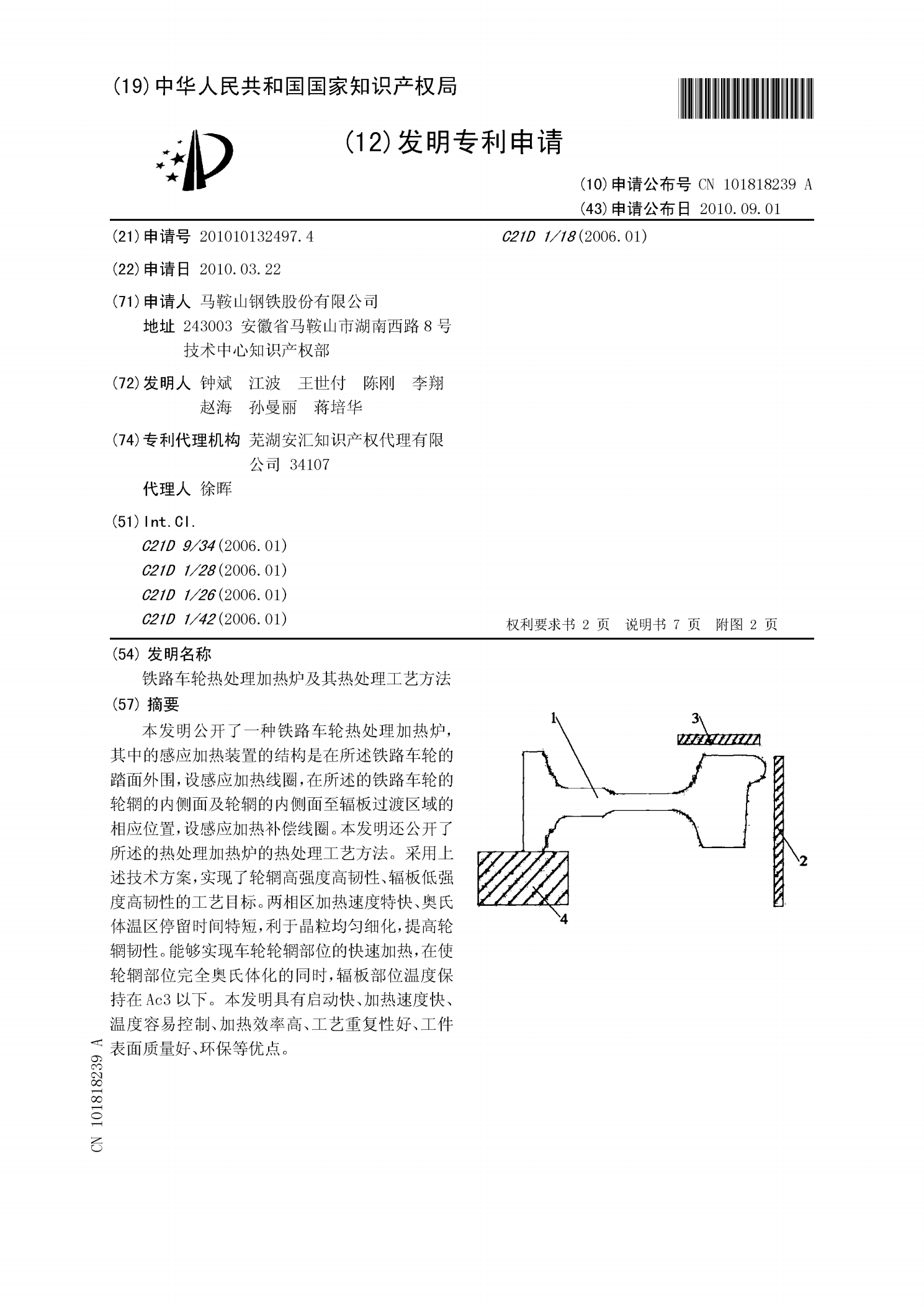
本发明公开了一种铁路车轮热处理加热炉,其中的感应加热装置的结构是在所述铁路车轮的踏面外围,设感应加热线圈,在所述的铁路车轮的轮辋的内侧面及轮辋的内侧面至辐板过渡区域的相应位置,设感应加热补偿线圈。本发明还公开了所述的热处理加热炉的热处理工艺方法。采用上述技术方案,实现了轮辋高强度高韧性、辐板低强度高韧性的工艺目标。两相区加热速度特快、奥氏体温区停留时间特短,利于晶粒均匀细化,提高轮辋韧性。能够实现车轮轮辋部位的快速加热,在使轮辋部位完全奥氏体化的同时,辐板部位温度保持在Ac3以下。本发明具有启动快、加热速

一种高速铁路列车用车轮钢及其热处理工艺.pdf
一种用于高速铁路列车的车轮钢及其制备方法,属于金属材料领域。钢的成分为:C0.40-0.50%,Cr0.2-0.35%,Mn0.7-0.90%,Si0.35-0.45,P&lt0.02,S&lt0.02,其余为Fe。制备方法采用真空感应熔炼,熔炼温度在铁熔点以上100-200℃;在熔炼过程中通过脱氧元素Al的烧损来控制脱氧深度,当氧浓度[O]&lt10-5时加入合金元素进行合金化;经对&136&189进行热&203、热轧后对热加工后的车轮钢进行热处理,通过分
一种铁路车轮冷却装置、冷却方法和制备方法.pdf
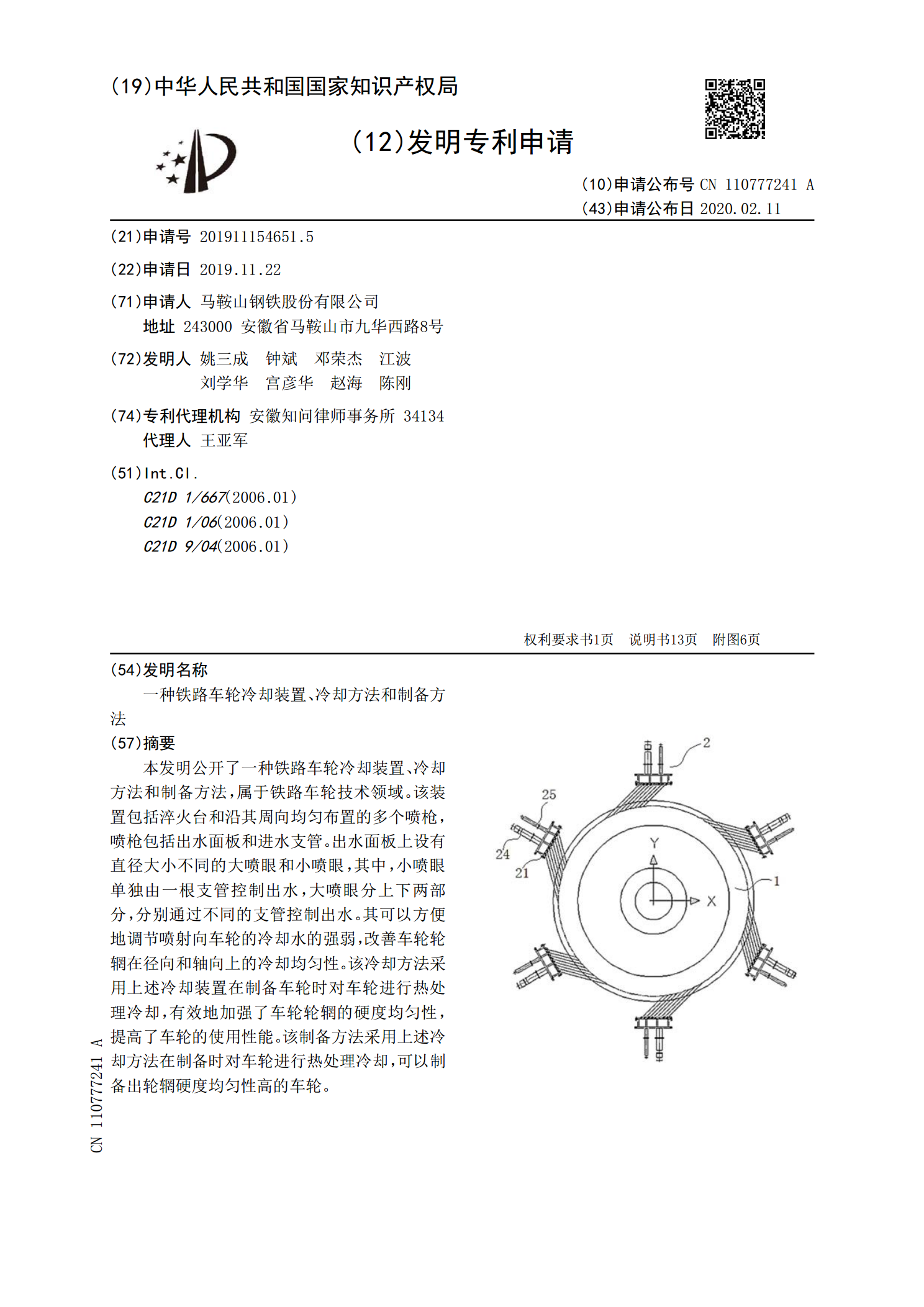
本发明公开了一种铁路车轮冷却装置、冷却方法和制备方法,属于铁路车轮技术领域。该装置包括淬火台和沿其周向均匀布置的多个喷枪,喷枪包括出水面板和进水支管。出水面板上设有直径大小不同的大喷眼和小喷眼,其中,小喷眼单独由一根支管控制出水,大喷眼分上下两部分,分别通过不同的支管控制出水。其可以方便地调节喷射向车轮的冷却水的强弱,改善车轮轮辋在径向和轴向上的冷却均匀性。该冷却方法采用上述冷却装置在制备车轮时对车轮进行热处理冷却,有效地加强了车轮轮辋的硬度均匀性,提高了车轮的使用性能。该制备方法采用上述冷却方法在制备时

一种车轮的热处理工艺.pdf
本发明提供的车轮的热处理工艺,涉及冶金工业生产技术领域,通过将现有的车轮粗坯制作工艺由铸造更改为锻造,大大提高车轮产品的耐磨性;并调整锻造车轮粗坯的热处理工艺,包括在升温至840℃下恒温加热4h至完全奥氏体化后水冷的淬火过程和在恒温480℃下加热6h的回火过程,淬回火过程显著提高锻造车轮粗坯的硬度,减少车轮热处理过程导致的裂纹,避免车轮在使用时发生崩轮的危险,减少安全隐患,显著提高车轮使用的安全性。