
一种用于电子级玻璃纤维布的开纤方法及使用该方法开纤获得的电子级玻璃纤维布.pdf

文宣****66


1/7

2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于电子级玻璃纤维布的开纤方法及使用该方法开纤获得的电子级玻璃纤维布.pdf
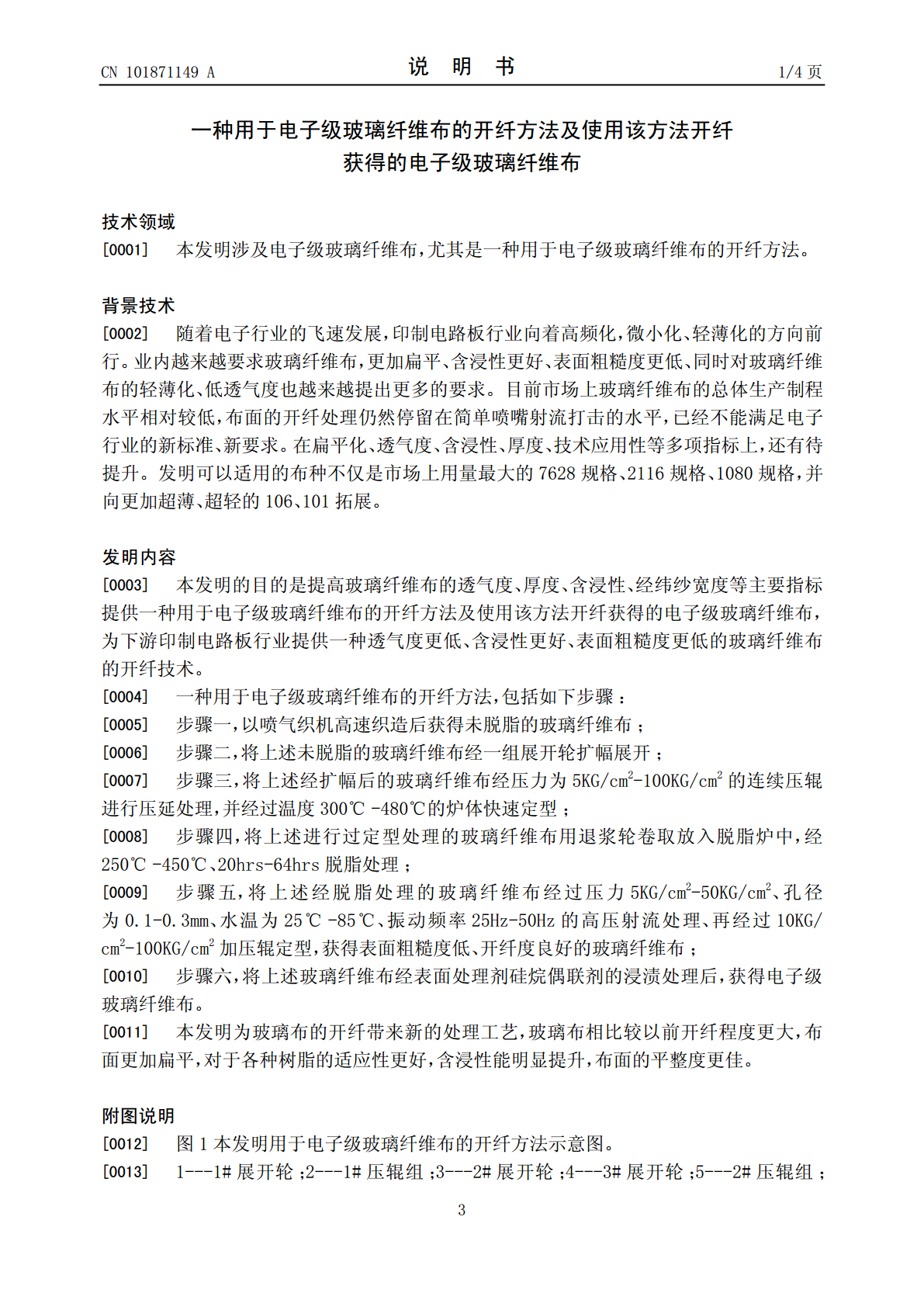
本发明涉及一种应用于电子级玻璃纤维布技术领域的开纤方法及使用该方法生产的电子级玻璃纤维开纤布。包括如下步骤:以喷气织机高速织造后获得未脱脂的玻璃纤维布;将上述未脱脂的玻璃纤维布经一组展开轮扩幅展开;将上述经扩幅后的玻璃纤维布经压力为5-100KG的连续压辊进行压延处理,并经过温度300℃-480℃的炉体快速定型;将上述进行过定型处理的玻璃纤维布用退浆轮卷取放入脱脂炉中,经250℃-450℃、20hrs-64hrs脱脂处理;将上述经脱脂处理的玻璃纤维布经过压力5KG/cm2-50KG/cm2、孔径为0.1-

电子级玻璃纤维布开纤方法的研究.docx
电子级玻璃纤维布开纤方法的研究电子级玻璃纤维布作为一种重要的工业材料,在电子、航空、航天等领域广泛应用。对于电子级玻璃纤维布的开纤方法,一直是制作过程中的关键问题。本文对电子级玻璃纤维布的开纤方法进行了研究,以期提高材料的质量和生产效率,同时为相关领域的发展提供帮助。一、电子级玻璃纤维布的概述电子级玻璃纤维布是一种由玻璃纤维织成的无机材料,其具有优异的耐高温、耐腐蚀、绝缘性能等优点。因此,电子级玻璃纤维布广泛应用于电子、航空、航天、汽车等领域,尤其是在高温和复杂环境下具有很高的应用价值。二、电子级玻璃纤维

振动水刺开纤方法及使用该方法获得的电子级玻璃纤维布.pdf
本发明提供了一种振动水刺开纤方法及使用该方法获得的电子级玻璃纤维布,涉及玻璃纤维布开纤技术领域。本发明提供的振动水刺开纤方法是通过偏心轮带动水射流装置形成一组左右晃动的水射流,打击在玻璃纤维布捆表面对其进行开纤处理的过程。本发明提供的方案,有益效果在于:振动水刺开纤处理方法适用于要求高精度、高均匀、高性能印制电路板的电子级玻璃纤维布的开纤,且所得的电子级玻璃纤维布,不但具有更佳的均匀化、轻薄化,而且还具有更快的树脂浸润性和更佳的树脂匹配性。

一种超薄电子级玻璃纤维布开纤方法.pdf
本发明公开了一种超薄电子级玻璃纤维布开纤方法,采用两次水平针刺法进行高压开纤,并采用压轮密合度调节装置调节橡胶压辊之间的密合度,使超薄玻璃纤维布得到很好的开纤效果,同时结合超薄玻璃纤维布的扩幅及定型处理,再浸渍超薄玻璃纤维布特殊硅烷配方,不仅得到高性能超薄玻璃纤维布,提升了超薄玻璃纤维布的经纬纱宽度、避免纬纱扭曲、减少含浸时间和透气度等物性指标,而且也可以满足高端覆铜板客户如HDI制程、IC封装基板制程、环保无卤制程的工艺要求。

一种电子级玻璃纤维布开纤装置及纯水回收系统.pdf
本发明公开了一种电子级玻璃纤维布开纤装置及纯水回收系统,包括开纤装置和纯水回收系统,所述开纤装置包括导布轮和安装在导轨下端的三个导轮,且三个导轮分别标记为一号导轮、二号导轮和三号导轮,所述远离导轨的一端通过橡胶压轮固定连接有烘干炉,所述橡胶压轮与三号导轮之间安装有张力平衡系统,所述开纤装置的下端设置有水洗槽;所述纯水回收系统包括储水槽、安装在储水槽上端的低压泵和安装在储水槽下端的高压泵,所述储水槽通过供水管路分别连接有水流喷头和圆锥形水针板。本发明设置的张力平衡系统,能够稳定开纤过程玻纤布布面张力,提升开