
一种钢渣空心球的制造方法.pdf

宜欣****外呢


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钢渣空心球的制造方法.pdf
本发明公开了一种钢渣空心球的制造方法:将60~85质量份的钢渣加入到电弧炉中,加热熔融;向钢渣熔体中加入0~20质量份镁质材料,0~20质量份铝质材料,4~8质量份碳质材料;保温精炼10~20分钟后,排放出铁水;倒出钢渣熔体,在电弧炉出口下方,用预热到500℃以上的压缩空气喷吹钢渣熔体,获得钢渣空心球。本发明充分利用了钢渣废料,可以减少土地堆积,对环境很友好,生产出来的钢渣空心球成分可控、成本低廉、密度小、保温效果好,可作为空心球砖和空心球轻质浇注料的原料,生产出的隔热保温耐火材料其最高使用温度能达到13

一种用转炉钢渣的尾砂制造的水泥免烧砖及其制造方法.pdf
本发明涉及一种用转炉钢渣的尾砂制造的水泥免烧砖及其制造方法,主要解决现有技术中用水洗球磨工艺处理转炉钢渣后获得的尾砂回收利用成本高的技术问题。本发明的技术方案为:一种用转炉钢渣的尾砂制造的水泥免烧砖,其原料组分的重量百分比为:石粉65‑70%,尾砂15‑20%,水泥15‑20%,原料组分的重量百分比之和为100%,尾砂为转炉钢渣经水洗球磨工艺处理后获得,尾砂中水的重量百分含量<9%,尾砂粒径为1‑3mm。本发明水泥免烧砖的强度高,制造流程简洁,成本低。

一种矿渣钢渣复合粉双免砖及其制造方法.pdf
本发明属于冶金环保技术领域,具体涉及一种矿渣钢渣复合粉双免砖。一种矿渣钢渣复合粉双免砖,其特征在于,按重量百分比其组成为:钢渣70~80%,高炉矿渣微粉18~25%,瓜米石0~10%。其制造方法为;将原料钢渣、高炉矿渣微粉和瓜米石按配比称取,加入水,其中水灰比为0.22~0.29,于搅拌机中搅拌均匀,然后振压成型,成型后砖垛,养护7~28天即得。该矿渣钢渣复合粉双免砖的制备工艺简单,成本低,得到的双免砖强度高,产品质量好,各项技术指标均可达到国家建筑用砖标准。
一种金属陶瓷复合钢渣磨辊及制造方法.pdf
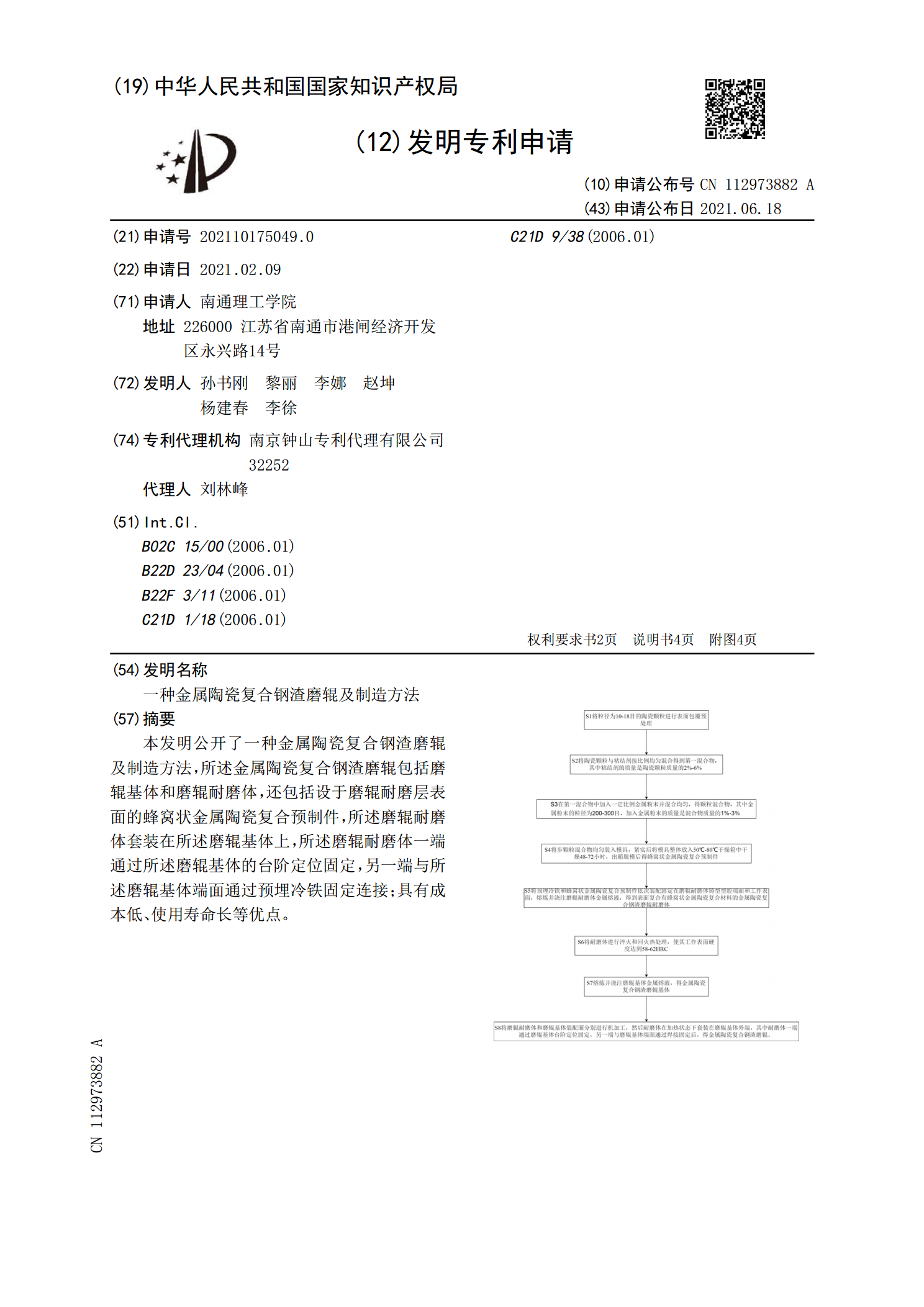
本发明公开了一种金属陶瓷复合钢渣磨辊及制造方法,所述金属陶瓷复合钢渣磨辊包括磨辊基体和磨辊耐磨体,还包括设于磨辊耐磨层表面的蜂窝状金属陶瓷复合预制件,所述磨辊耐磨体套装在所述磨辊基体上,所述磨辊耐磨体一端通过所述磨辊基体的台阶定位固定,另一端与所述磨辊基体端面通过预埋冷铁固定连接;具有成本低、使用寿命长等优点。
一种转炉钢渣改质剂及其制造和使用方法.pdf
本发明提供了一种以低铁废弃物为原料的转炉钢渣改质剂及其制造方法和使用方法,改质剂是冶金废水处理后压滤泥饼、排水沟淤泥、瓦斯泥、瓦斯灰中的一种或几种组成的混合物,主要化学成分按重量百分比同时满足以下条件:SiO2?27%-99.9%、CaO?0.01%-25%、TFe?0.01%-50%;碳过剩系数Kc?1-8。转炉钢渣改质剂的制造方法包括烘干、配料、混合、筛分,即为成品。转炉钢渣改质剂的使用方法,包括加料、出渣、钢渣粒化等,使其f-CaO≤1.5%,实现转炉渣的稳定化处理。