
长寿命高炉风口耐磨陶瓷衬套生产方法.pdf

沛芹****ng


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
长寿命高炉风口耐磨陶瓷衬套生产方法.pdf
本发明涉及一种耐磨陶瓷衬套的生产方法,解决了现有高炉风口衬套寿命短、耐高温、耐腐蚀、磨损、烧损性能差的问题。技术方案为将重量份数为碳化硅50~70,单质硅为20~30,碳黑为10~20,蒸馏水22~35,pH值在6.5~7.3之间的聚乙烯醇3~5,羊毛脂0.2~0.5的原料经配料、制浆、制模、成型、干燥、修坯、烧结、精整制成。本发明原料可全部国产化,降低了采购成本,生产陶瓷衬套能够在温度高达1300℃的工况中正常工作,具有优异的耐腐蚀、烧损和磨损的性能,使用寿命可达100天以上。

高炉风口碳化硼陶瓷衬套及其制备方法.pdf
本发明涉及高炉风口碳化硼陶瓷衬套及其制备方法。高炉风口碳化硼陶瓷衬套,其特征在于:它由按重量百分数计为碳化硼70~89.8%、活性炭5~20%、氧化铝5~20%、金属铝0.1~0.2%、酚醛树脂或葡萄糖0.1~0.5%的原料经配料、制浆、成型、干燥、烧结、精整而制得。该高炉风口碳化硼陶瓷衬套致密度高,耐磨性能好,韧性好,抗氧化性、抗侵蚀性好,使用寿命≥6个月,从而无需频繁更换衬套,降低生产成本,而且选用的原料普遍易得,加工制造方便。

一种用风口衬套控制高炉冶炼强度的方法.pdf
一种用风口衬套控制高炉冶炼强度的方法,属于高炉炼铁技术领域。工艺步骤为:计算所需风口衬套的数量、确定风口衬套安装位置、风口衬套安装与拆卸、风口衬套安装与拆卸。优点在于,通过在一个或几个风口同时增加风口小套,利用风口小套来调整高炉风口面积,以实现高炉产量调整的目的,起到了缩小风口面积控制冶炼强度的作用。该方法实用、制作工艺简单、可灵活调剂风口面积大小,寿命长。
高炉炼铁用风口陶瓷套.pdf
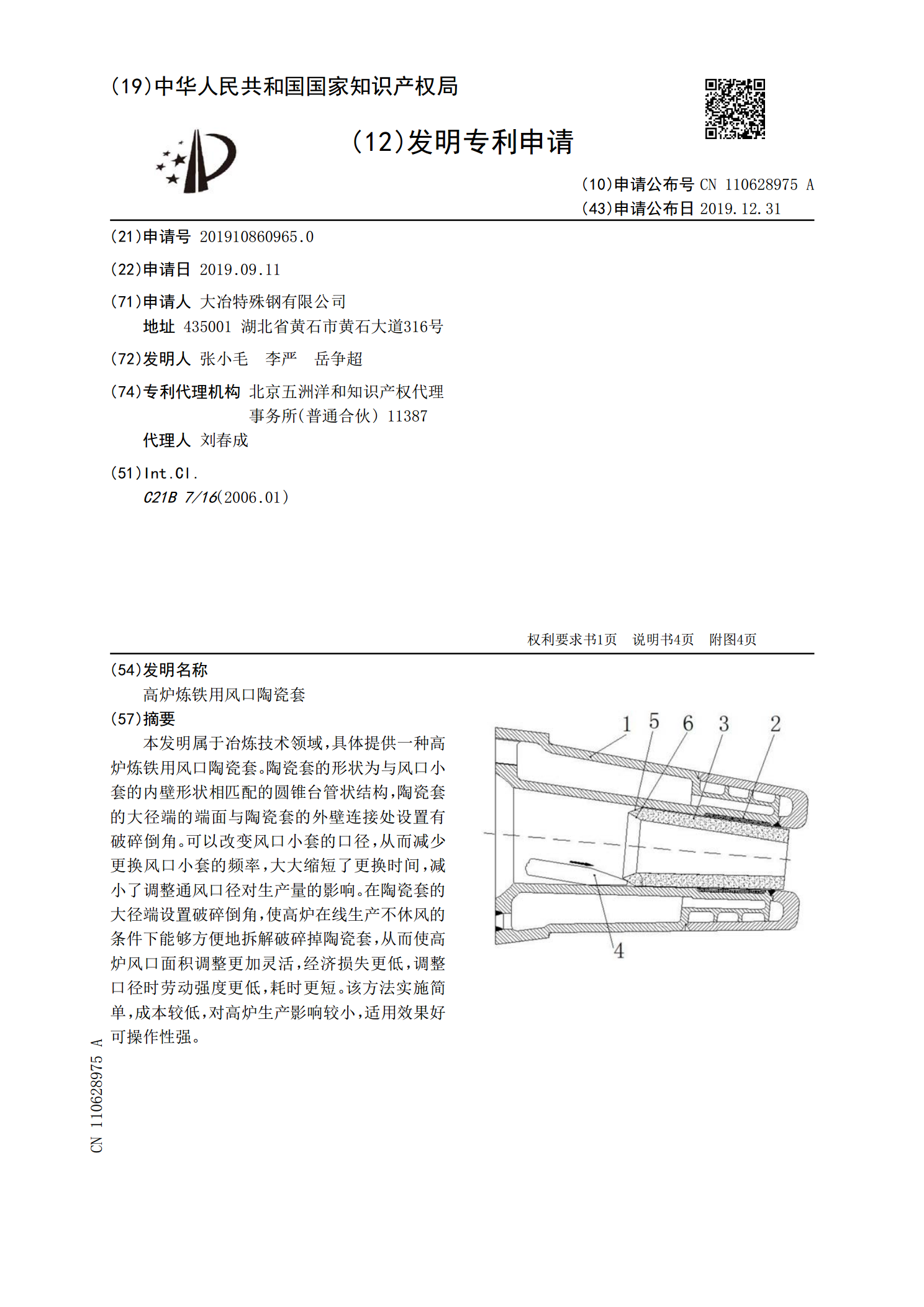
本发明属于冶炼技术领域,具体提供一种高炉炼铁用风口陶瓷套。陶瓷套的形状为与风口小套的内壁形状相匹配的圆锥台管状结构,陶瓷套的大径端的端面与陶瓷套的外壁连接处设置有破碎倒角。可以改变风口小套的口径,从而减少更换风口小套的频率,大大缩短了更换时间,减小了调整通风口径对生产量的影响。在陶瓷套的大径端设置破碎倒角,使高炉在线生产不休风的条件下能够方便地拆解破碎掉陶瓷套,从而使高炉风口面积调整更加灵活,经济损失更低,调整口径时劳动强度更低,耗时更短。该方法实施简单,成本较低,对高炉生产影响较小,适用效果好可操作性强
高炉绿色陶瓷风口小套.pdf
一种不会被高温液态渣铁熔损或高速煤粉颗粒磨损,不会因为局部热应力增大而龟裂;可以不使用铜材料;若采用冷却水作为介质,冷却水量只有现役风口小套若干分之一的高性能陶瓷风口小套。风口小套骨架用来与风口中套和直吹管密封并支撑风口小套筒体,风口小套骨架内通少量介质冷却。骨架上装有锚固桩,攀附钢丝形成锚固网。骨架外包覆高性能的陶瓷材料,形成陶瓷筒体。该陶瓷材料具有良好的高温力学性能、满足使用条件下的荷重软化温度以及抗高温液态渣铁熔损性能。在陶瓷筒体的外部镶嵌或粘结既有高强度又有冲击韧性的风口小套外套,保护风口小套在安