
轮辋轮辐总成的铸造方法.pdf

一只****懿呀

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮辋轮辐总成的铸造方法.pdf
本发明公开了这样一种轮辋轮辐总成的铸造方法。先将45号钢投入到感应电炉中熔炼成钢水,然后在出钢水去渣后将下列各组分(重量%)碳0.38~0.50,硅≤0.60,锰0.5~0.90,磷≤0.04,硫≤0.04,加入到钢水中并浇注成轮辋轮辐总成,再将轮辋轮辐总成进行保温处理,然后,由保温温度逐渐冷却到600℃,最终取得轮辋轮辐总成毛坯。从而具有工艺简单、能确保产品尺寸和形位公差要求等优点。

汽车轮辐和轮辋体带轮辐总成的冲压工艺分析和改进.docx
汽车轮辐和轮辋体带轮辐总成的冲压工艺分析和改进汽车轮辐和轮辋体带轮辐总成的冲压工艺分析和改进摘要:随着汽车工业的快速发展,轮辐和轮辋体带轮辐总成的冲压工艺在汽车制造中起着至关重要的作用。本论文主要针对汽车轮辐和轮辋体带轮辐总成的冲压工艺进行了分析和改进。首先,介绍了轮辐和轮辋体带轮辐总成的冲压工艺的基本概念和流程。然后,分析了当前冲压工艺存在的问题,如材料浪费、工艺复杂等。接下来,针对这些问题,提出了一种改进的方法,并详细介绍了其工艺流程和工艺参数的确定。最后,通过对比实验,验证了改进方法的有效性,并展望

用于轮辋的装饰轮辐.pdf
本发明涉及一种用于安装在机动车的车轮轮辋上的装饰轮辐(10、24、28、30、40),其中,在所述车轮轮辋上设置有接纳件(16),在所述接纳件上能紧固所述装饰轮辐(10、24、28、30、40)。本发明提出,所述装饰轮辐构造成至少是两件式的并且具有至少一个支承部件(12、26、34、44)和至少一个装饰部件(10、24、28、30、40),其中,所述支承部件(12、26、34、44)能紧固在所述车轮轮辋的所述接纳件上,而所述装饰部件(10、24、28、30、40)能以可拆松的方式紧固在所述支承部件(12、

铝合金轮辋的铸造方法.pdf
一种铝合金轮辋的铸造方法,采用和制作铝合金轮辋相同的铝锭,先用简易重力浇铸模制作一铝合金环,分别对铝合金环和金属铸造模预热,铝合金环预热后放入低压铸造模底模台阶上,然后合模,将含有合金的铝水压入型腔,铝水和先放入的铝合金环熔融成一体,冷却后脱模成毛坯,经热处理后再将铝合金环和其它毛坯余量车削掉作废料回用,制成铝合金轮辋产品。此法先在低压铸造模原热节处置放铝合金环作为底模的一部分,在铸造过程中它又起到等同模具侧壁作用,最后和产品熔融成整体,机加工将它车削处理掉,从根源上消除铸件因热节存在造成壁厚不均产生的缩
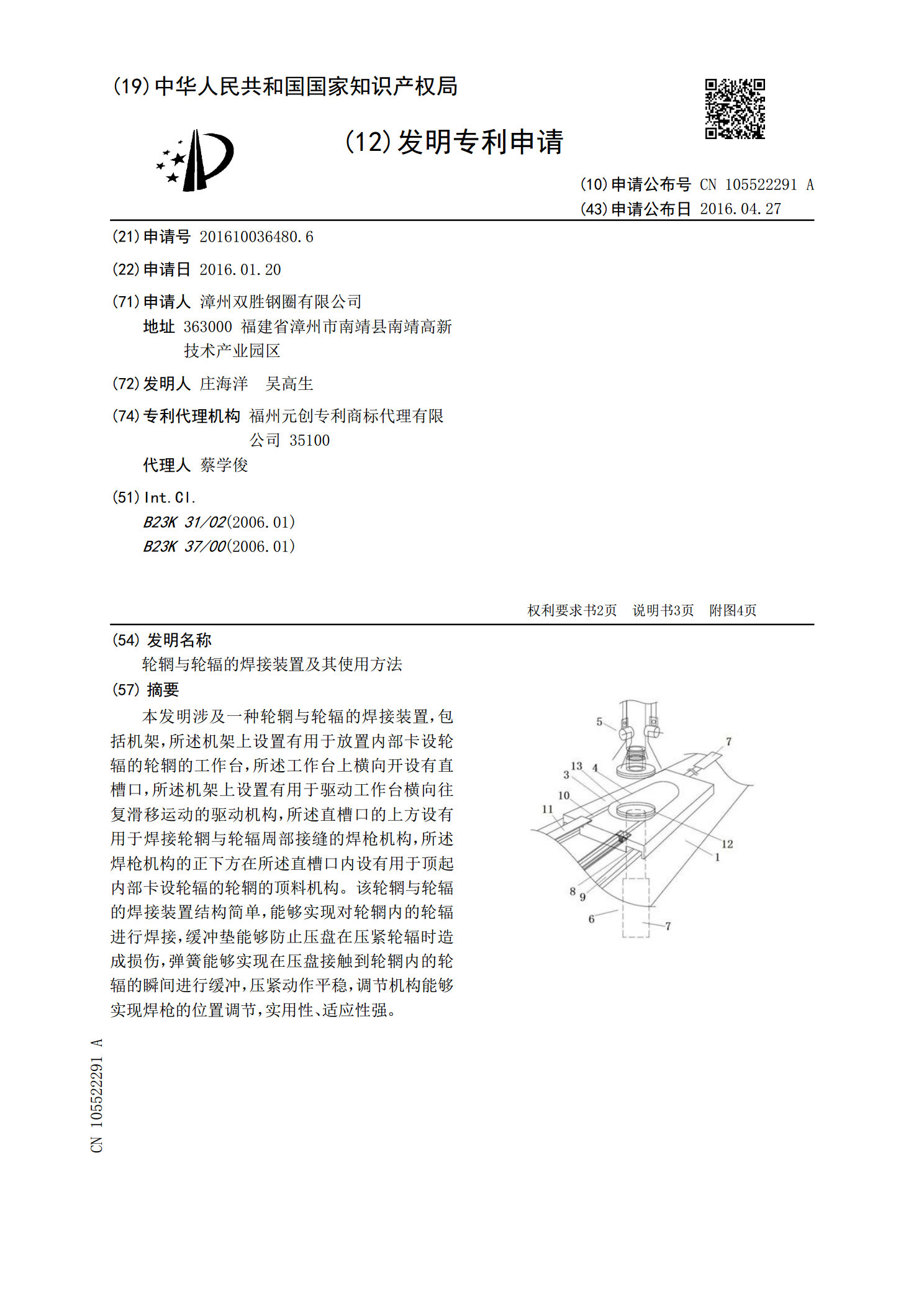
轮辋与轮辐的焊接装置及其使用方法.pdf
本发明涉及一种轮辋与轮辐的焊接装置,包括机架,所述机架上设置有用于放置内部卡设轮辐的轮辋的工作台,所述工作台上横向开设有直槽口,所述机架上设置有用于驱动工作台横向往复滑移运动的驱动机构,所述直槽口的上方设有用于焊接轮辋与轮辐周部接缝的焊枪机构,所述焊枪机构的正下方在所述直槽口内设有用于顶起内部卡设轮辐的轮辋的顶料机构。该轮辋与轮辐的焊接装置结构简单,能够实现对轮辋内的轮辐进行焊接,缓冲垫能够防止压盘在压紧轮辐时造成损伤,弹簧能够实现在压盘接触到轮辋内的轮辐的瞬间进行缓冲,压紧动作平稳,调节机构能够实现焊枪