
一种消除热连轧过程中IF钢边部翘皮的方法.pdf

灵波****ng


1/6

2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除热连轧过程中IF钢边部翘皮的方法.pdf
一种消除热连轧过程中IF钢边部翘皮的方法,属于轧钢技术领域。工艺流程包括采用物理模拟方法测定IF钢在热轧过程中的相变温度;加热炉采用微正压控制,适当提高钢出炉侧的温度,确保板坯横向温差控制在在不超过20℃;调整轧制及除鳞时序避免带钢边部温度落入双相区;粗轧及精轧除鳞水的清扫利用逆喷代替侧喷,避免带钢边部受到水的冲刷;将精轧入口温度做为一个控制目标,控制其在1030~1060℃。优点在于:方法简单,经济高效,利用本发明可以在不影响生产情况及IF钢性能的条件下较容易的解决IF钢的边部翘皮缺陷。
一种消除热轧工具钢边部翘皮的方法.pdf
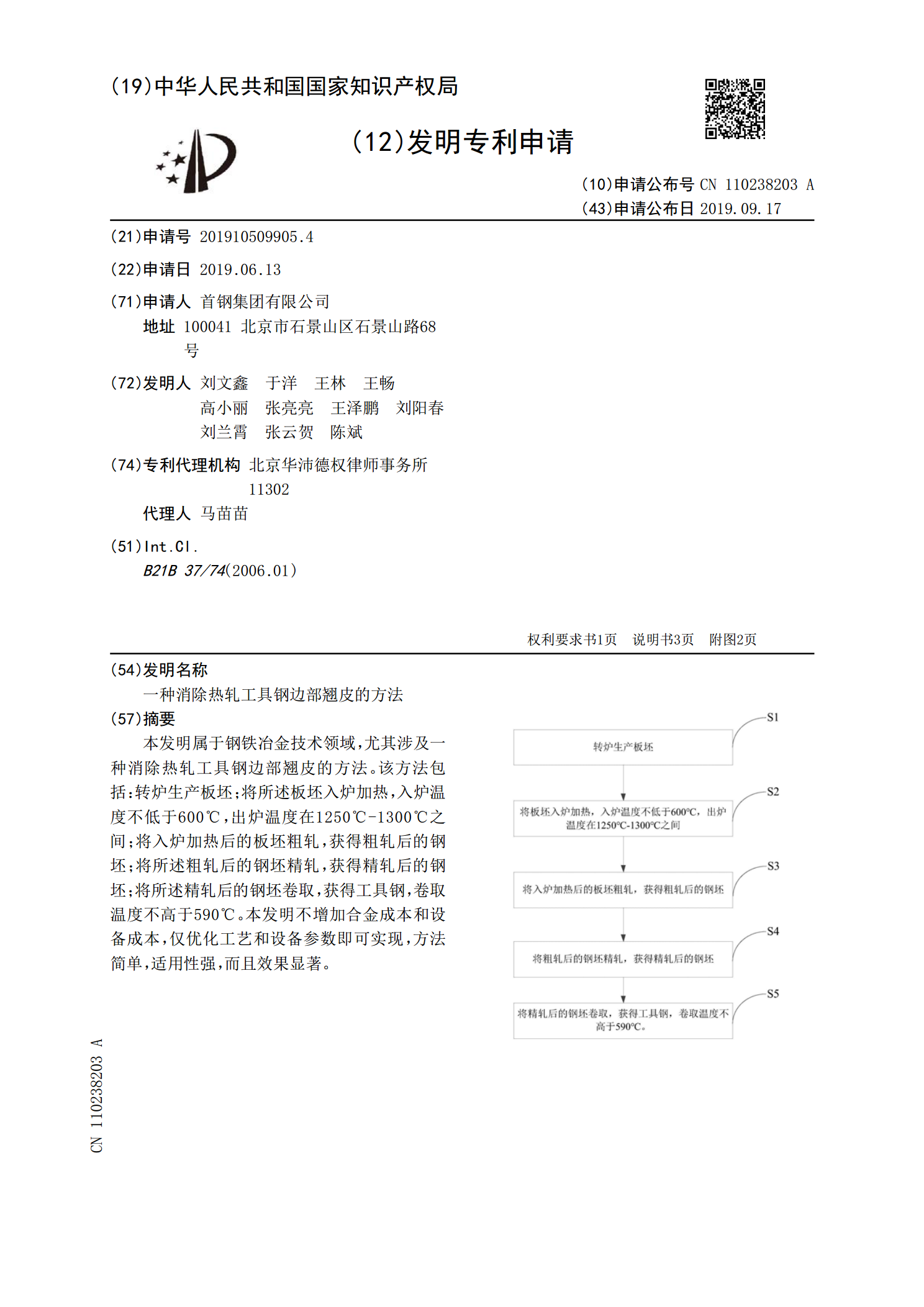
本发明属于钢铁冶金技术领域,尤其涉及一种消除热轧工具钢边部翘皮的方法。该方法包括:转炉生产板坯;将所述板坯入炉加热,入炉温度不低于600℃,出炉温度在1250℃‑1300℃之间;将入炉加热后的板坯粗轧,获得粗轧后的钢坯;将所述粗轧后的钢坯精轧,获得精轧后的钢坯;将所述精轧后的钢坯卷取,获得工具钢,卷取温度不高于590℃。本发明不增加合金成本和设备成本,仅优化工艺和设备参数即可实现,方法简单,适用性强,而且效果显著。
消除热连轧带钢边部翘皮缺陷的方法及该方法生产的带钢.pdf
本发明属于炼钢技术领域,具体涉及一种消除热连轧带钢边部翘皮缺陷的方法及该方法生产的带钢。将连铸坯置于步进式加热炉中加热,在1220‑1270℃保温50‑80min;铸坯出炉后采用除鳞箱除鳞,进入粗轧机轧制,开轧温度1100℃‑1150℃,粗轧轧制5~7道次,其中前2个道次不投入粗轧除鳞水,以获得较高的中间坯温度,使整个粗轧阶段中间坯温度均处于塑性区,粗轧第2道次之后粗轧除鳞水全部投入,消除中间坯表面氧化铁皮;随后进入精轧机组轧制,终轧温度850℃‑930℃;层流冷却后卷取,卷取温度500℃‑750℃,最终
消除硅钢边部翘皮的方法及硅钢.pdf
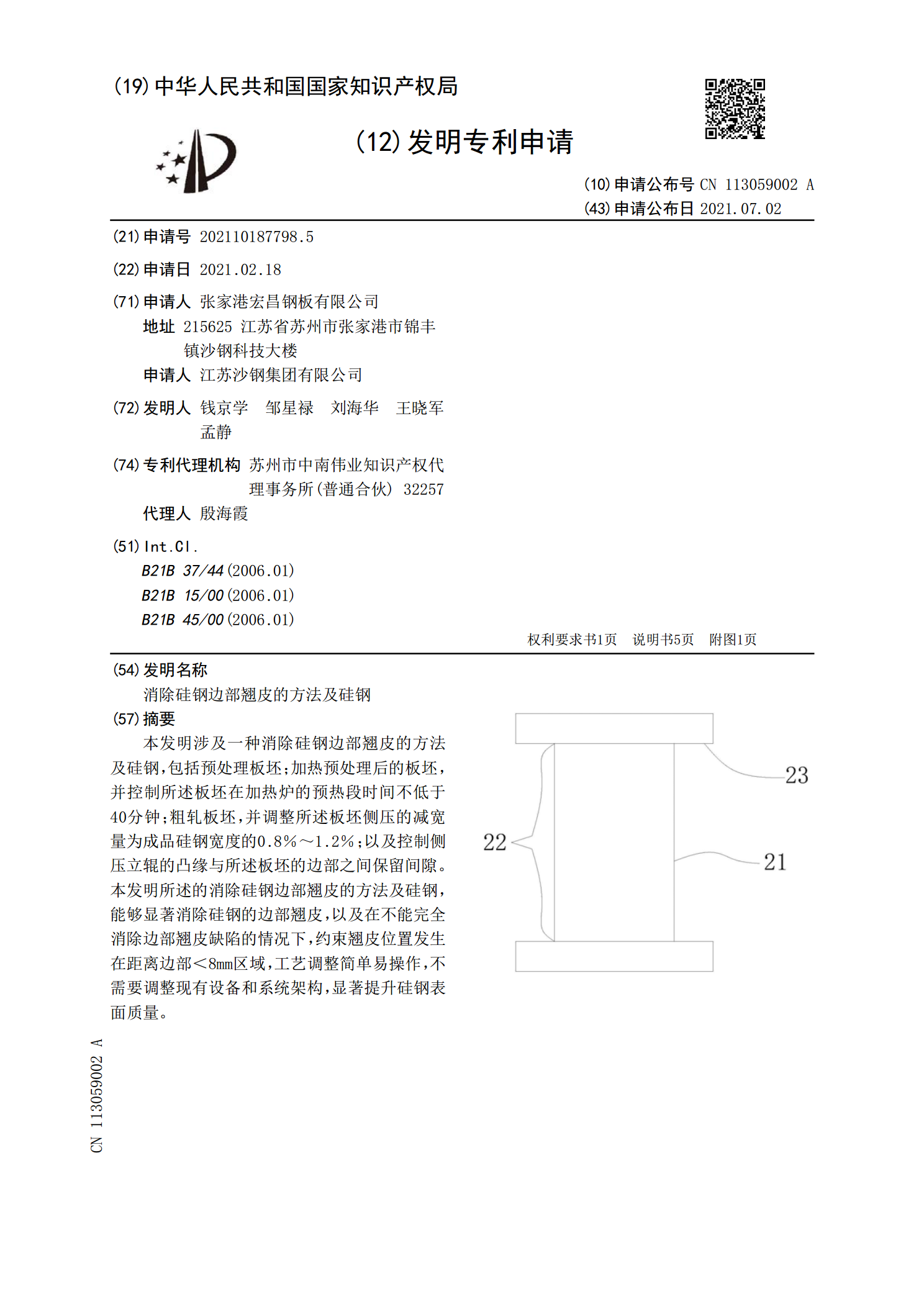
本发明涉及一种消除硅钢边部翘皮的方法及硅钢,包括预处理板坯;加热预处理后的板坯,并控制所述板坯在加热炉的预热段时间不低于40分钟;粗轧板坯,并调整所述板坯侧压的减宽量为成品硅钢宽度的0.8%~1.2%;以及控制侧压立辊的凸缘与所述板坯的边部之间保留间隙。本发明所述的消除硅钢边部翘皮的方法及硅钢,能够显著消除硅钢的边部翘皮,以及在不能完全消除边部翘皮缺陷的情况下,约束翘皮位置发生在距离边部<8mm区域,工艺调整简单易操作,不需要调整现有设备和系统架构,显著提升硅钢表面质量。

唐钢冷连轧边浪缺陷分析及消除方法.docx
唐钢冷连轧边浪缺陷分析及消除方法摘要本文以唐钢冷连轧生产线中边浪缺陷为研究对象,通过现场调研、数据分析和实验验证的方法,系统分析了边浪缺陷产生的原因和影响因素,并提出了相应的消除方法,以期对钢厂生产实践具有一定的参考意义。关键词:唐钢;冷连轧;边浪缺陷;原因分析;消除方法1.引言边浪缺陷是冷连轧生产中比较常见的一种机械表面缺陷。它通常表现为钢板边缘局部上翘,形成起伏不平的波状缺陷。边浪缺陷不仅影响了钢板的外观质量,还会影响其后续加工和使用性能,甚至导致钢板报废。因此,对于冷连轧过程中边浪缺陷的产生原因和消