
一种高强度和超高强度型钢的加工方法.pdf

是你****噩呀

1/9

2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度和超高强度型钢的加工方法.pdf
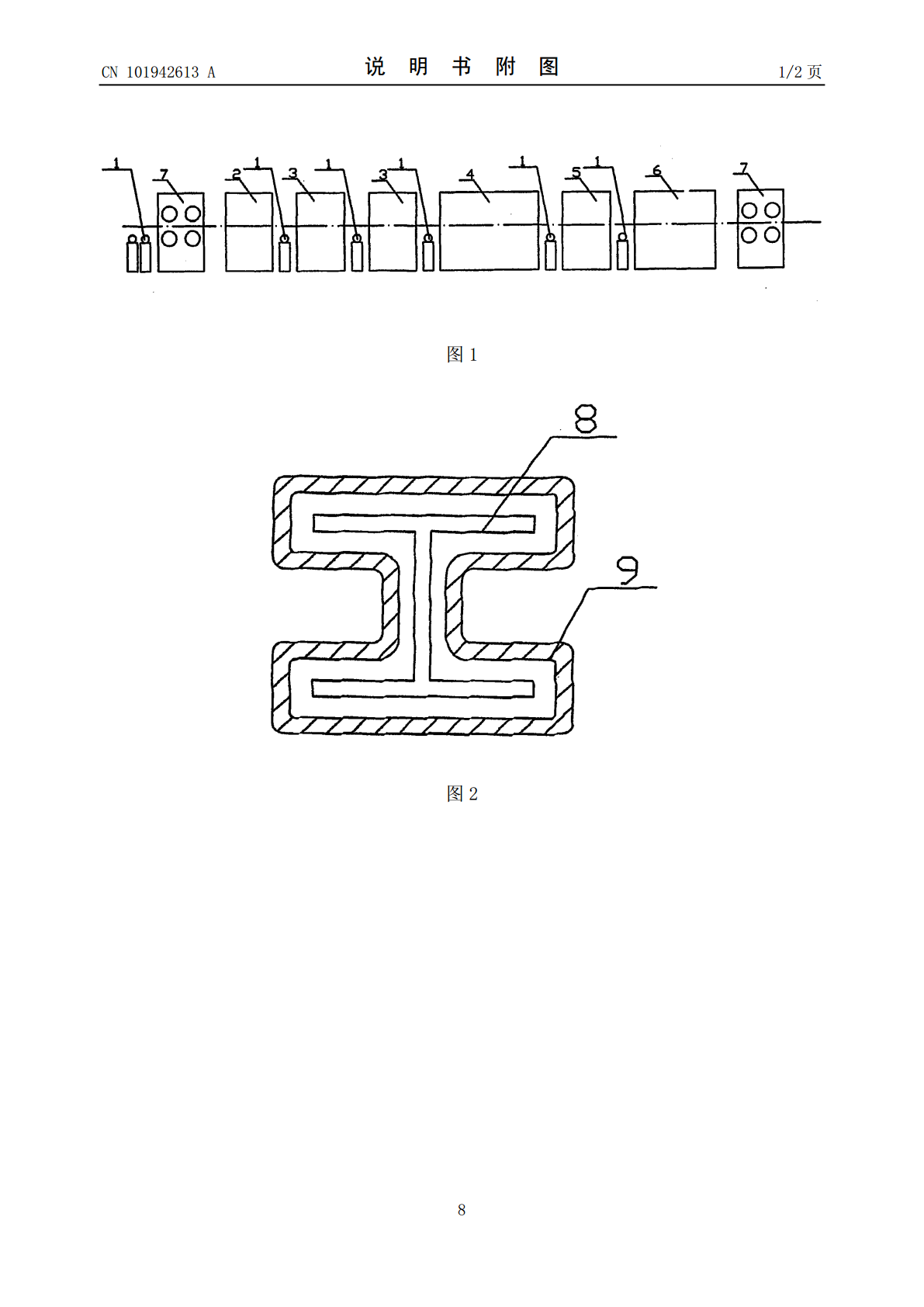
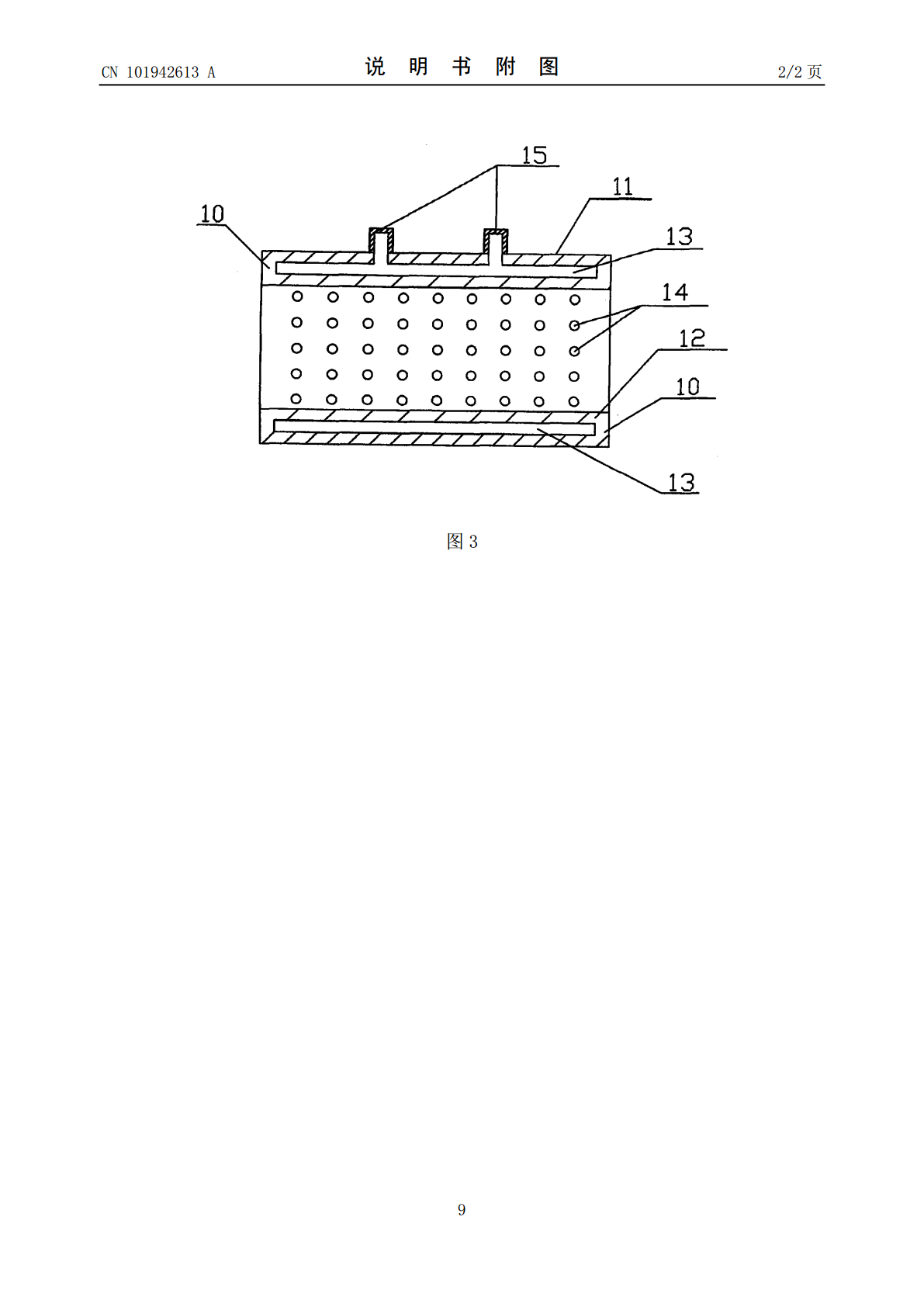
一种高强度和超高强度型钢其加工方法为按C:0.11~0.5%、Si:0.1~1.9%、Mn:0.1~1.9%、适宜的微量合金元素及余下为Fe的化学成份冶炼好钢坯,加热轧制成型钢,高强度型钢也可采用现有普通型钢,通过牵引送入中频和超音频加热炉加热、筒形淬火装置快速淬火、回火中频加热炉回火、冷却装置冷却加工而成,其屈服强度≥600~1670MPa,比普通型钢高1~6倍,回火金相组织为屈氏体或索氏体,晶粒度达到9级以上,具有良好的抗低温冲击性,性价比优越,可广泛用于高层建筑、大跨度钢结构、支承铁塔等重大项目工程
一种高强度和超高强度钢板的加工方法.pdf
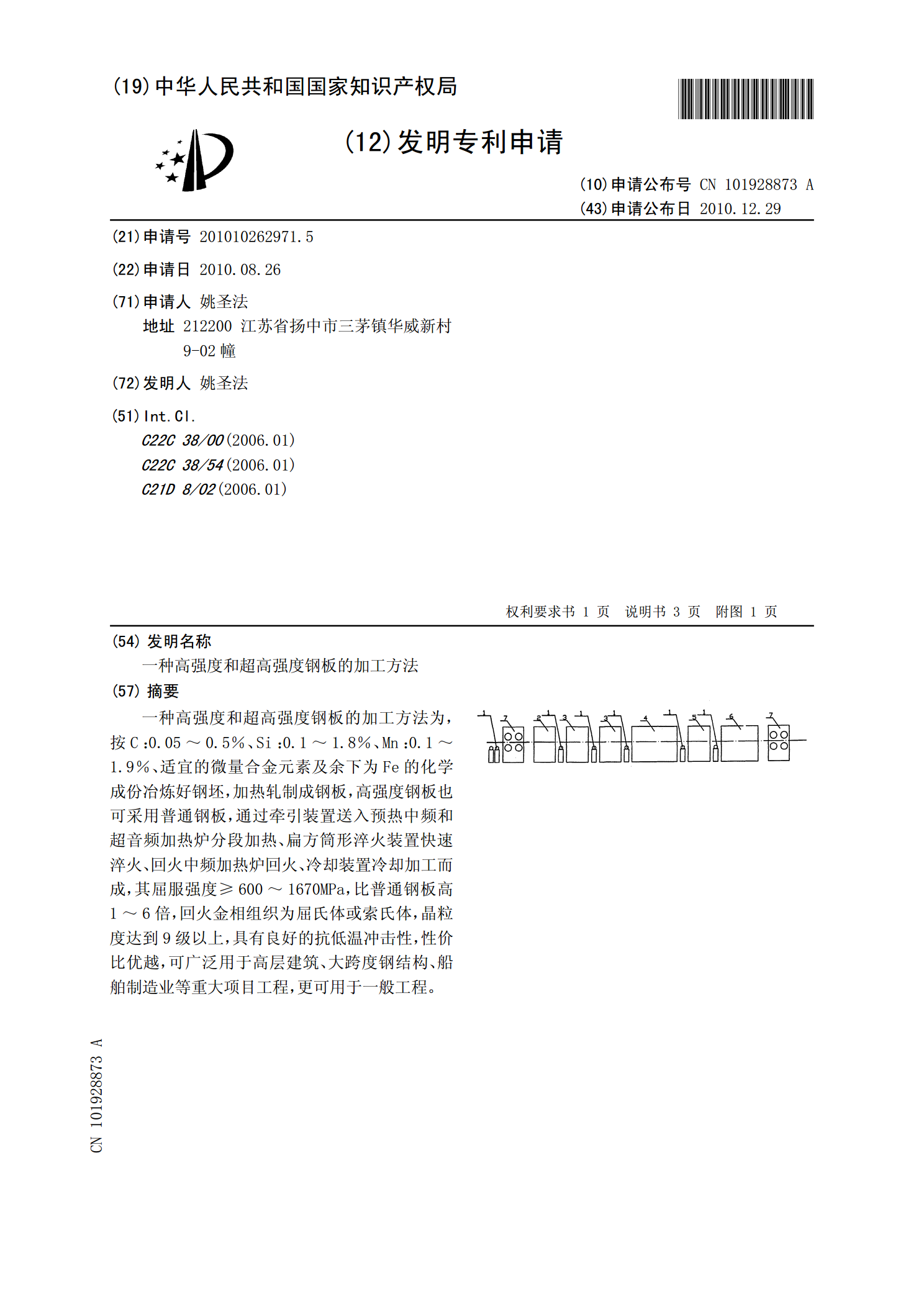
一种高强度和超高强度钢板的加工方法为,按C:0.05~0.5%、Si:0.1~1.8%、Mn:0.1~1.9%、适宜的微量合金元素及余下为Fe的化学成份冶炼好钢坯,加热轧制成钢板,高强度钢板也可采用普通钢板,通过牵引装置送入预热中频和超音频加热炉分段加热、扁方筒形淬火装置快速淬火、回火中频加热炉回火、冷却装置冷却加工而成,其屈服强度≥600~1670MPa,比普通钢板高1~6倍,回火金相组织为屈氏体或索氏体,晶粒度达到9级以上,具有良好的抗低温冲击性,性价比优越,可广泛用于高层建筑、大跨度钢结构、船舶制造

一种高强度和超高强度钢管的加工方法.pdf
一种高强度和超高强度钢管其加工方法为,按C:0.05~0.5%、Si:0.1~1.8%、Mn:0.1~1.9%、选择以下一种或几种微量合金元素:Cr:0.1~0.6%、Ni:0.1~0.5%、Nb:0.02~0.5%、Ti:0.02~0.6%、V:0.01~0.1%及余下为Fe的化学成份冶炼好钢坯,加热轧制成钢管,高强度钢管也可采用普通无缝钢管和焊管,通过牵引送入中频和超音频加热炉分段加热、筒形淬火装置快速淬火、回火中频加热炉回火、冷却装置冷却至常温加工而成,其屈服强度≥600~1670MPa,比普通钢管

高强度钢和超高强度钢的切削加工.docx
简介:1什么是高强度钢和超高强度钢?所谓高强度钢,是指那些在强度和韧性方面结合很好的钢种。低合金结构钢,经调质处理后,具有很好的综合力学性能。其抗拉强度sb>1200MPa时,叫高强度钢;其抗拉强度sb>1500MPa时,称为超高强度钢。超高强度钢,视其合金含量的多少,可分为低合金超高强度钢(合金含量不大于6%)、中合金超高强度钢和高合金超高强度钢。含一种合金元素的高强度合金钢有铬钢、关键字:刀具夹具切削铣削车削机床测量1什么是高强度钢和超高强度钢?所谓高强度钢,是指那些在强度和韧性方面结合很好的钢种。低
一种超高强度冷轧钢加工装置及其加工方法.pdf
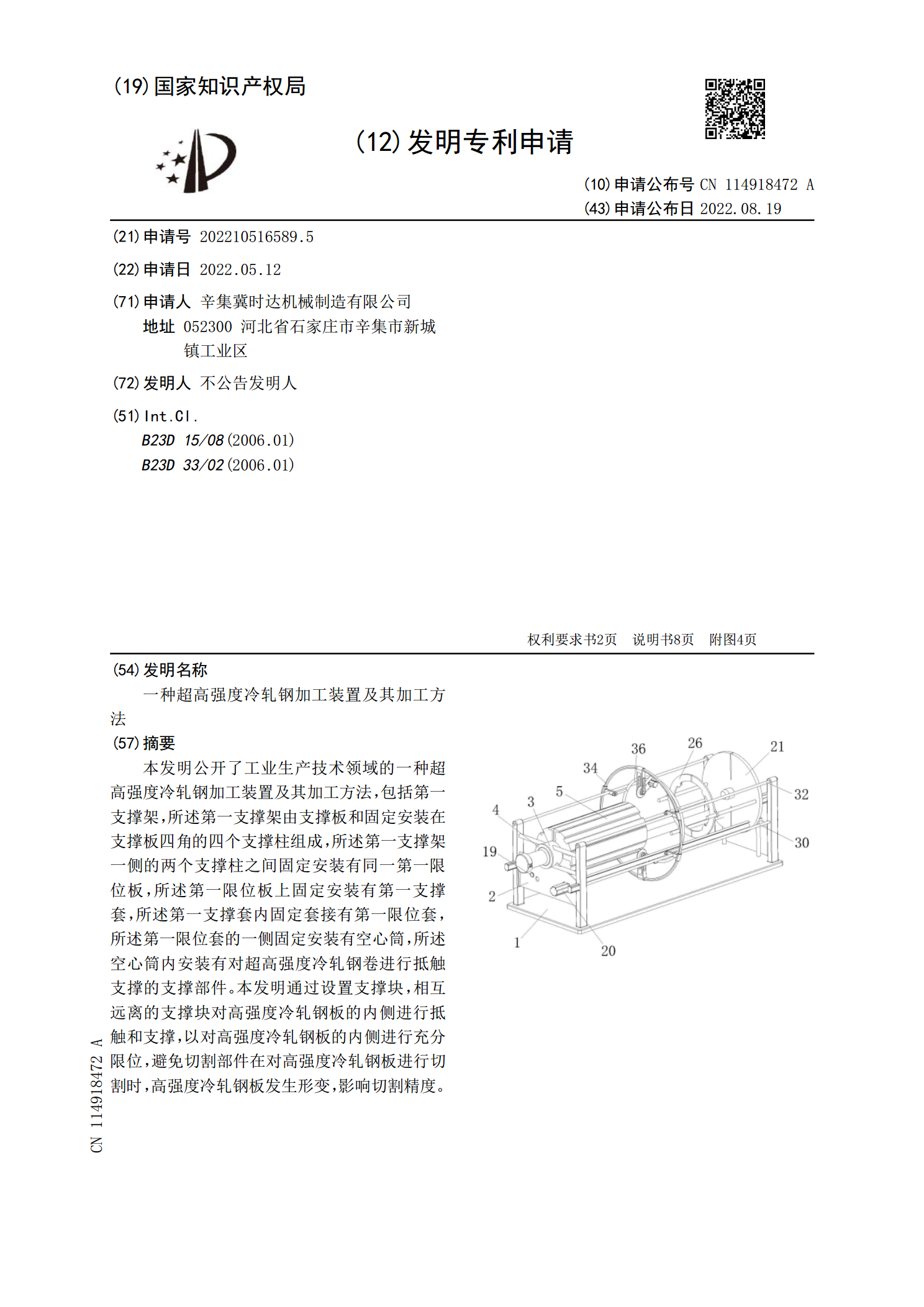
本发明公开了工业生产技术领域的一种超高强度冷轧钢加工装置及其加工方法,包括第一支撑架,所述第一支撑架由支撑板和固定安装在支撑板四角的四个支撑柱组成,所述第一支撑架一侧的两个支撑柱之间固定安装有同一第一限位板,所述第一限位板上固定安装有第一支撑套,所述第一支撑套内固定套接有第一限位套,所述第一限位套的一侧固定安装有空心筒,所述空心筒内安装有对超高强度冷轧钢卷进行抵触支撑的支撑部件。本发明通过设置支撑块,相互远离的支撑块对高强度冷轧钢板的内侧进行抵触和支撑,以对高强度冷轧钢板的内侧进行充分限位,避免切割部件在