
推杆式调质生产线的淬火方法.pdf

小凌****甜蜜


1/10
2/10
3/10

4/10
5/10

6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
推杆式调质生产线的淬火方法.pdf
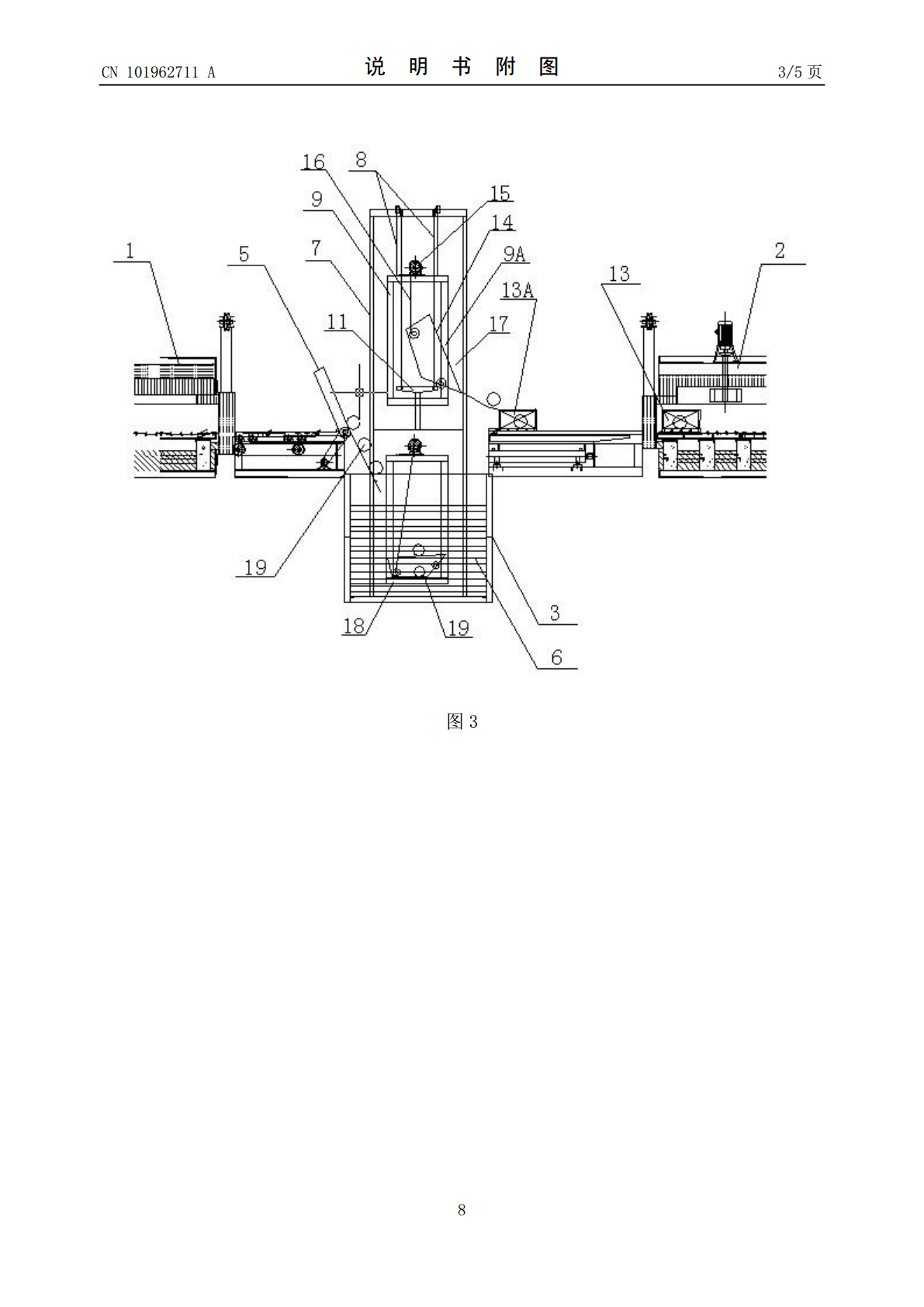
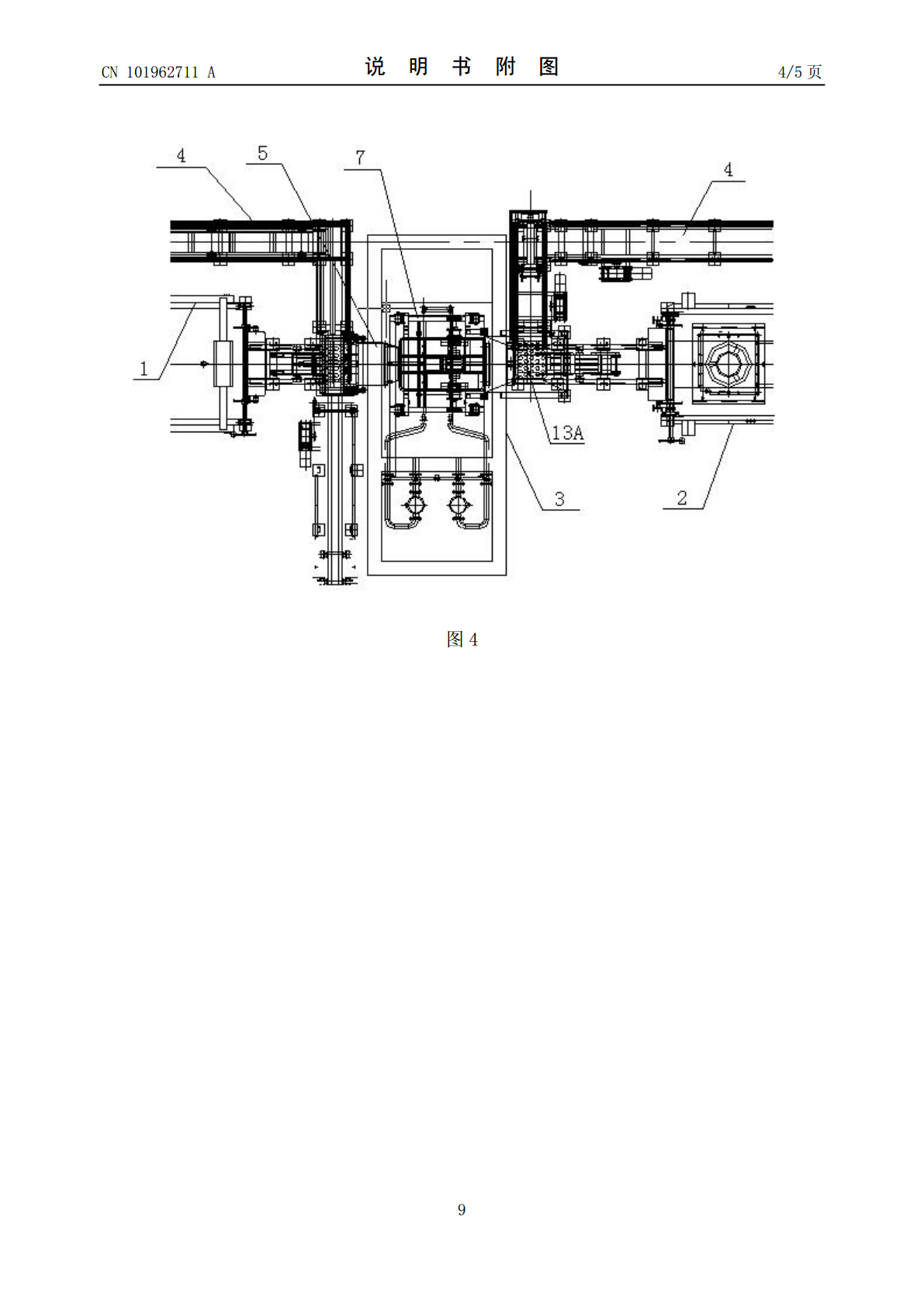
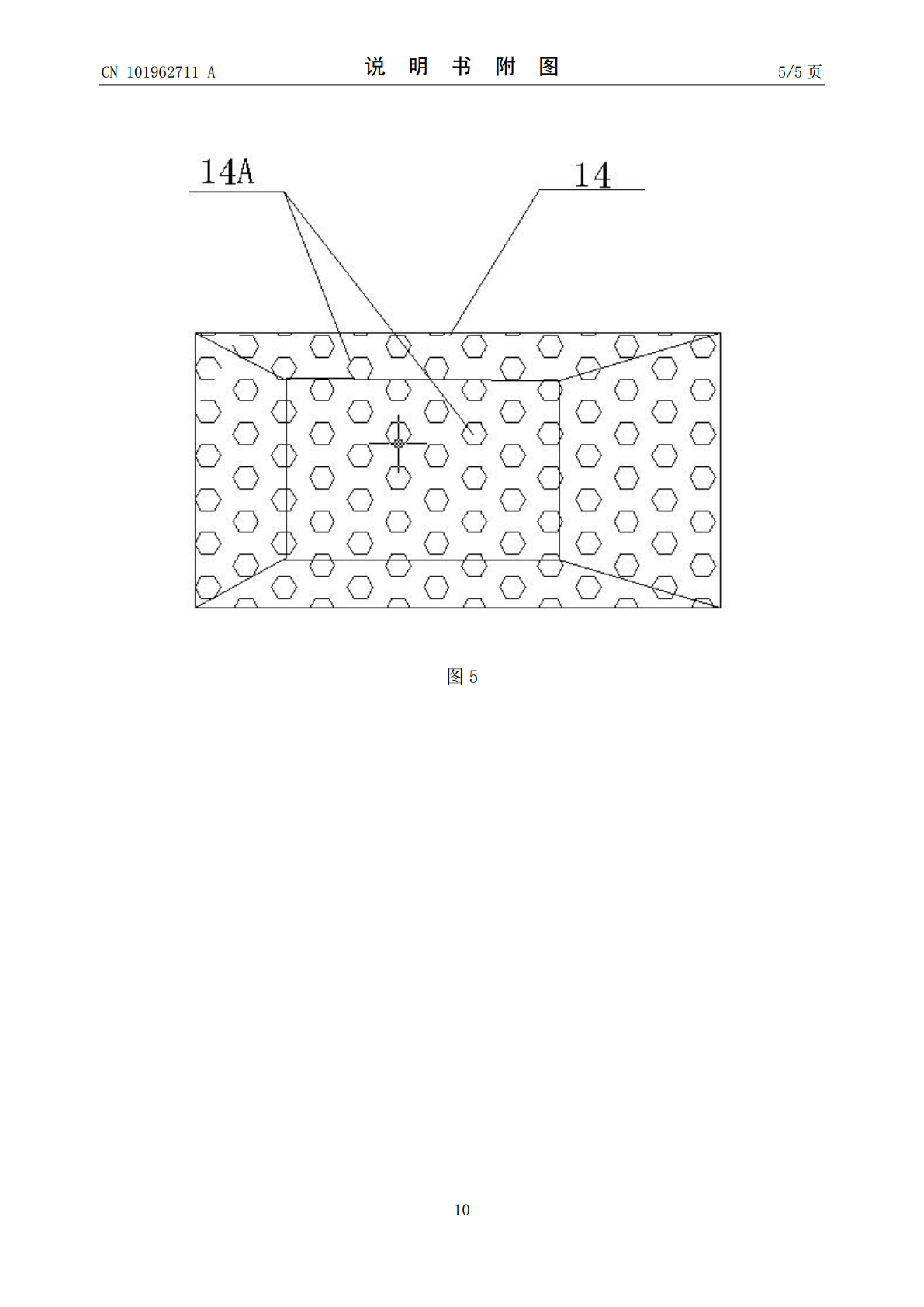
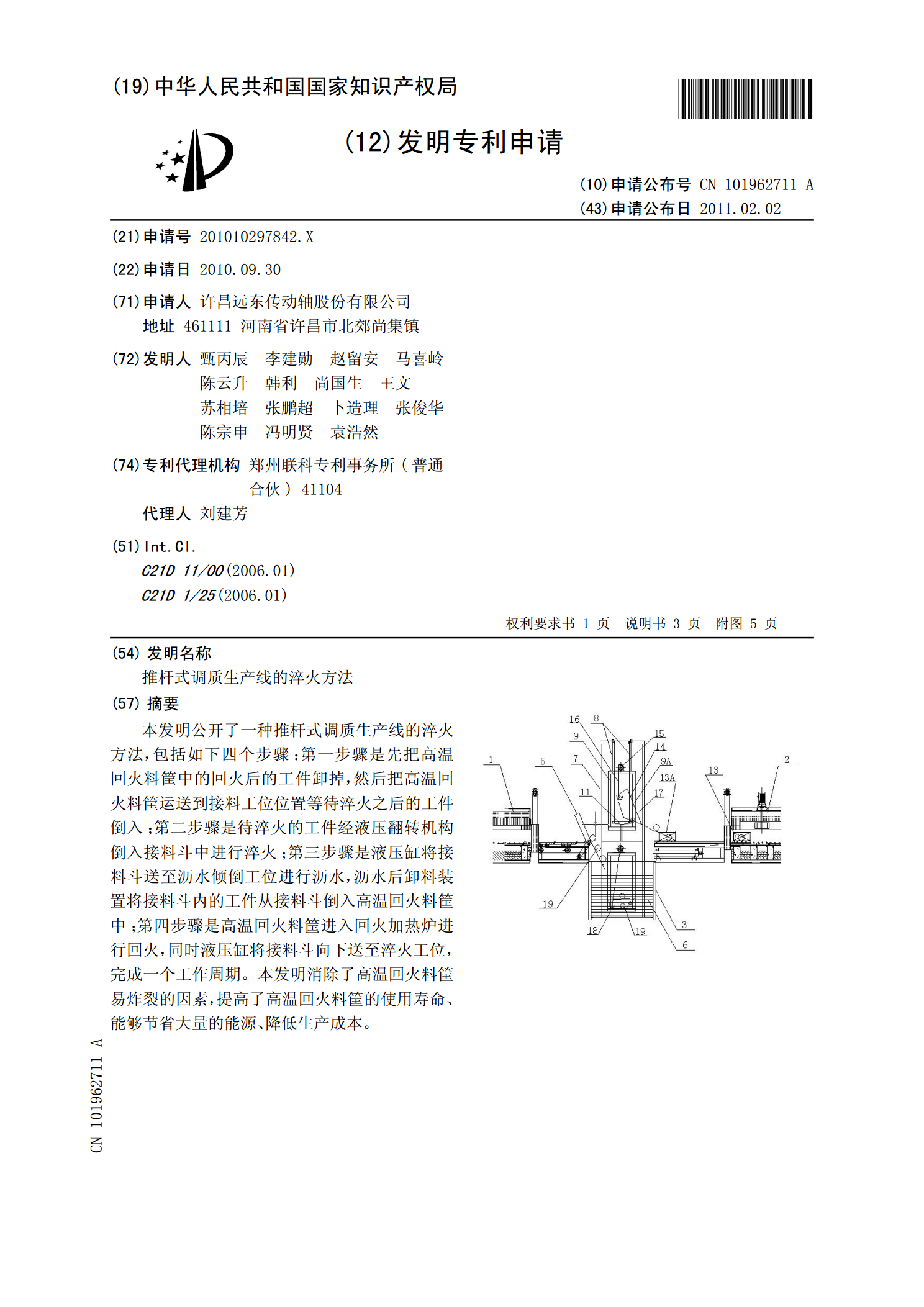
本发明公开了一种推杆式调质生产线的淬火方法,包括如下四个步骤:第一步骤是先把高温回火料筐中的回火后的工件卸掉,然后把高温回火料筐运送到接料工位位置等待淬火之后的工件倒入;第二步骤是待淬火的工件经液压翻转机构倒入接料斗中进行淬火;第三步骤是液压缸将接料斗送至沥水倾倒工位进行沥水,沥水后卸料装置将接料斗内的工件从接料斗倒入高温回火料筐中;第四步骤是高温回火料筐进入回火加热炉进行回火,同时液压缸将接料斗向下送至淬火工位,完成一个工作周期。本发明消除了高温回火料筐易炸裂的因素,提高了高温回火料筐的使用寿命、能够节
钢瓶调质生产线的整体浸入式淬火装置.pdf
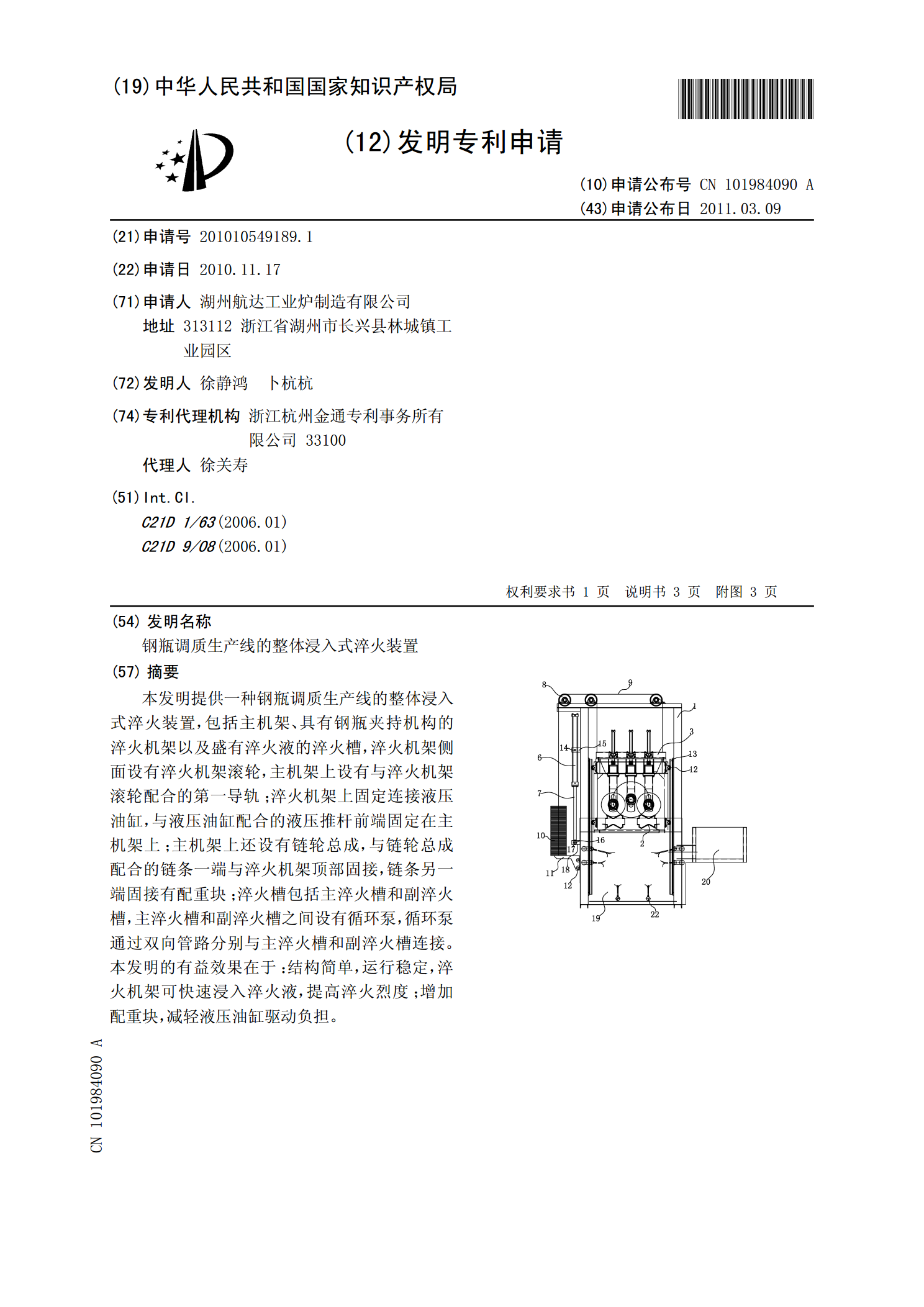
本发明提供一种钢瓶调质生产线的整体浸入式淬火装置,包括主机架、具有钢瓶夹持机构的淬火机架以及盛有淬火液的淬火槽,淬火机架侧面设有淬火机架滚轮,主机架上设有与淬火机架滚轮配合的第一导轨;淬火机架上固定连接液压油缸,与液压油缸配合的液压推杆前端固定在主机架上;主机架上还设有链轮总成,与链轮总成配合的链条一端与淬火机架顶部固接,链条另一端固接有配重块;淬火槽包括主淬火槽和副淬火槽,主淬火槽和副淬火槽之间设有循环泵,循环泵通过双向管路分别与主淬火槽和副淬火槽连接。本发明的有益效果在于:结构简单,运行稳定,淬火机架

调质生产线自动淬火装置.pdf
本发明公开了调质生产线自动淬火装置,包括推动气缸、第一传动辊和淬火槽,推动气缸固定在推动支架上,推动气缸右侧设置有淬火炉,淬火炉进门左侧设置有转辊支架,转辊支架上安装有进料转辊,淬火炉隔热座以及淬火输出支架上设置有第一传送辊,淬火输出支架右侧设置有淬火槽,淬火输出支架右侧下部连接有固定架,淬火槽内侧中部竖向固定有升降气缸,回火输入支架左侧下部固定有固定架,回火炉内侧底部设置有回火回火炉隔热座,回火输入支架和回火炉隔热座上设置有第二传送辊。本发明通过设置推动气缸、第一传动辊和淬火槽,解决了以往的淬火工序操作

一种推盘式调质生产线用淬火装置.pdf
一种推盘式调质生产线用淬火装置,包括炉体、冷却水箱,以及第一送料单元、第二送料单元、送风单元、传感器单元、加热单元、水循环单元、动力单元,第一送料单元及加热单元均安装在炉体内,第二送料单元可升降的安装在冷却水箱内;第二送料单元的进料端与第一送料单元的出料端相连;动力单元包括有第一电机、第二电机、汽缸,第一电机为第一传送单元和第二传送单元提供动力,第二电机为送风单元及水循环单元提供动力;汽缸为第二第二传送单元的升降提供动力;第一送料单元将待淬火的零件传送到炉体1内进行高温淬火,再将零件传送到第二传送单元,第

一种步进式钢瓶调质生产线喷淋淬火机构及其使用方法.pdf
本发明公开了一种步进式钢瓶调质生产线喷淋淬火机构及其使用方法,包括槽体、旋转支撑机构、设置在槽体外侧的卧式离心泵;旋转支撑机构包括至少两个辊棒和减速机,辊棒设置在槽体的顶部,且辊棒连接减速机的输出端;槽体的两侧设有喷淋侧板,喷淋侧板的边缘位置连接有挡水板,此步进式钢瓶调质生产线喷淋淬火机构采用喷淋方式,解决了淬火瞬间蒸汽隔膜的影响,保证了钢瓶淬火的均匀性和产品的质量,制造成本低,运行维护成本小,安全性能高且使用节能高效,有利于在钢瓶热处理中进行使用。同时本发明在使用时整体方法使用便捷,安全性能高,控制便捷