
一种钎焊式热交换器用多层复合板带及其制造方法.pdf

猫巷****晓容

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钎焊式热交换器用多层复合板带及其制造方法.pdf
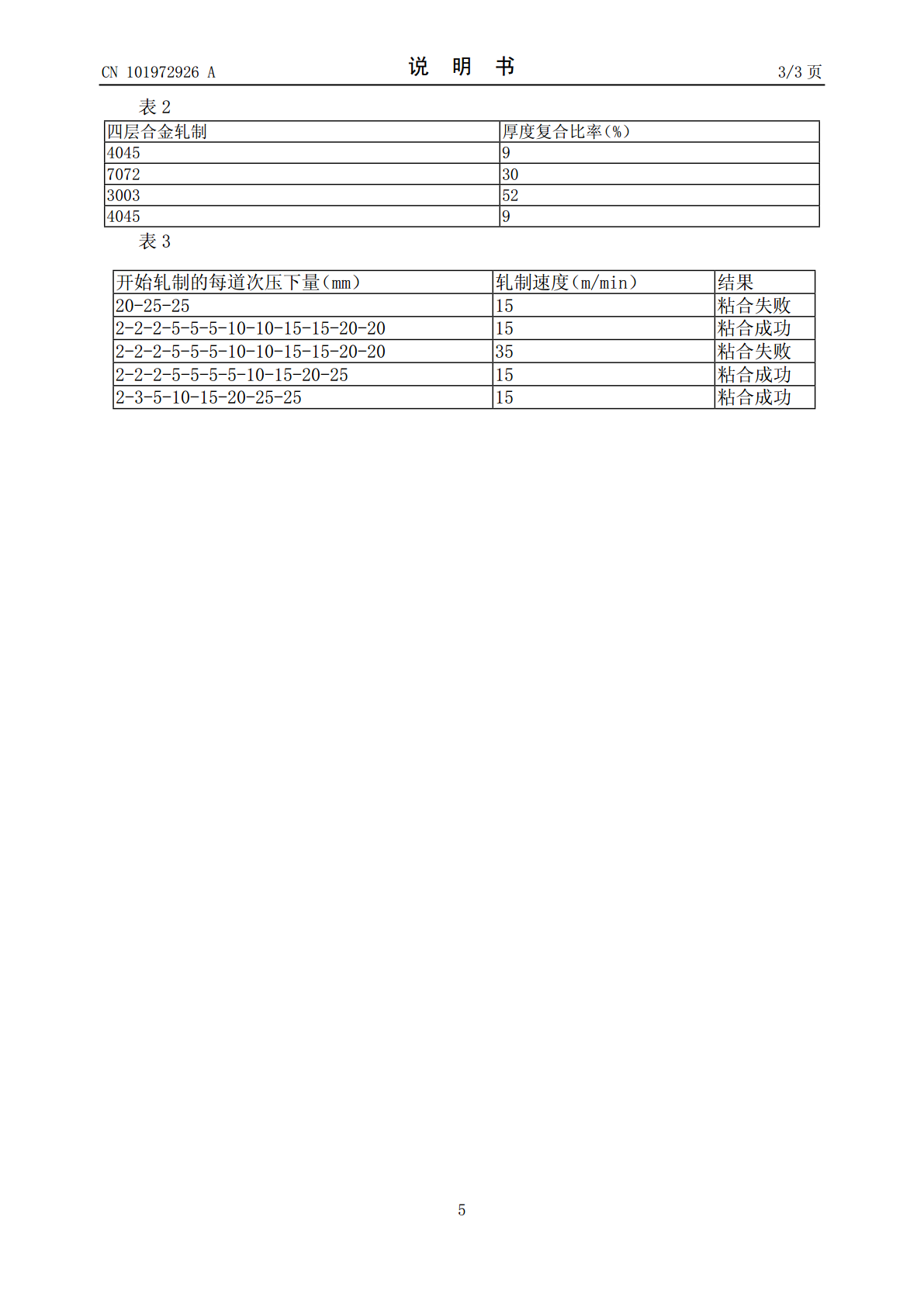
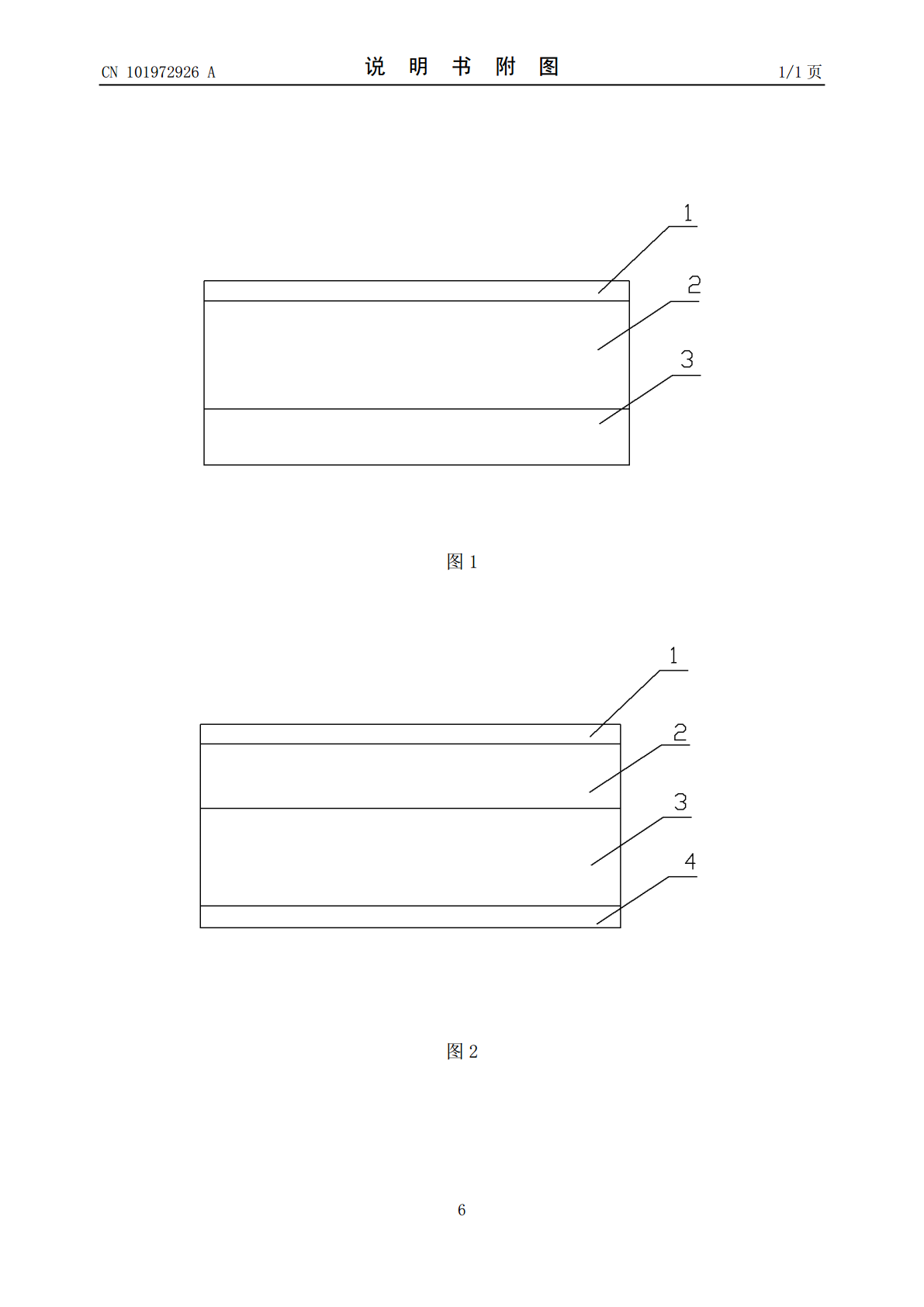
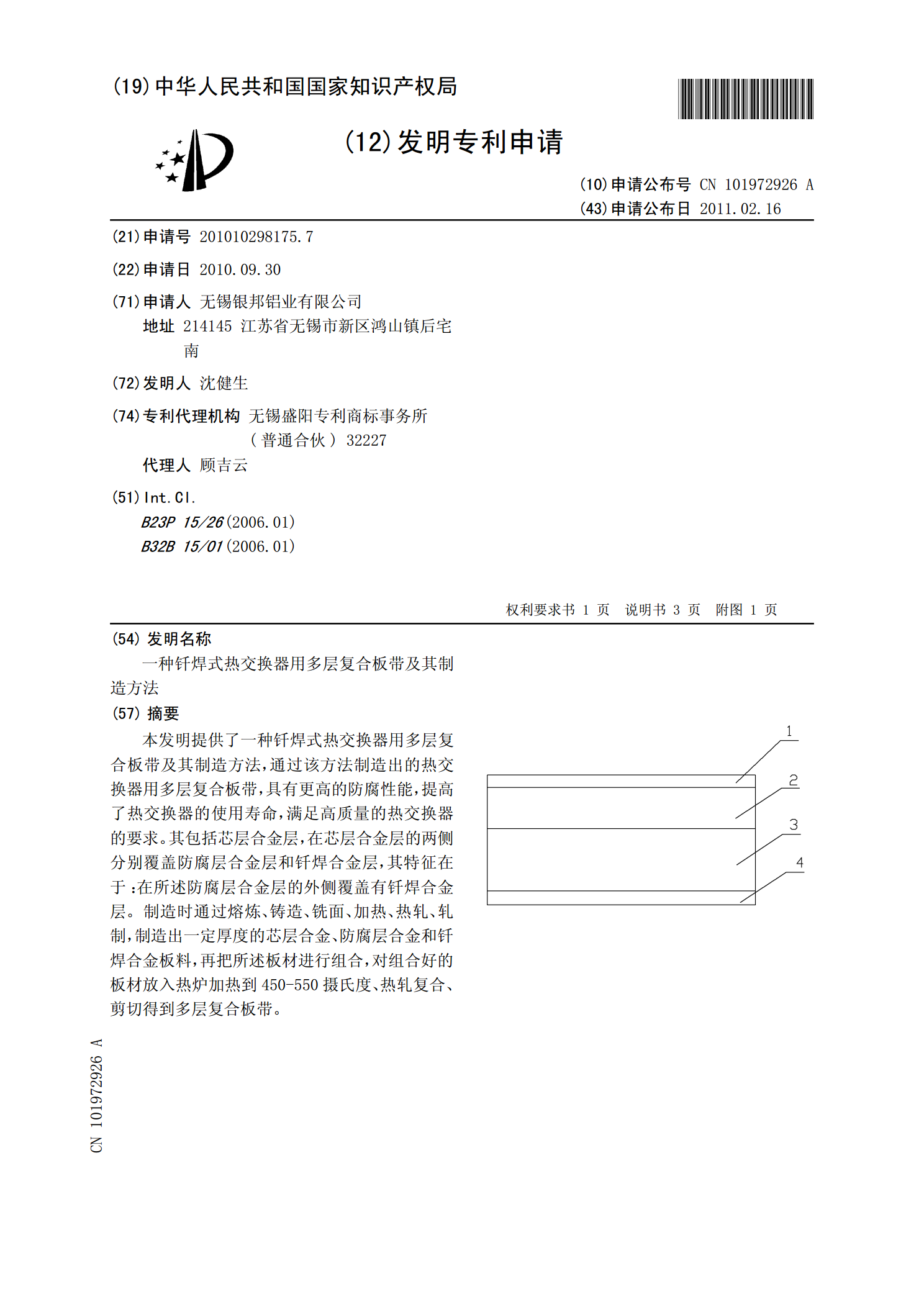
本发明提供了一种钎焊式热交换器用多层复合板带及其制造方法,通过该方法制造出的热交换器用多层复合板带,具有更高的防腐性能,提高了热交换器的使用寿命,满足高质量的热交换器的要求。其包括芯层合金层,在芯层合金层的两侧分别覆盖防腐层合金层和钎焊合金层,其特征在于:在所述防腐层合金层的外侧覆盖有钎焊合金层。制造时通过熔炼、铸造、铣面、加热、热轧、轧制,制造出一定厚度的芯层合金、防腐层合金和钎焊合金板料,再把所述板材进行组合,对组合好的板材放入热炉加热到450-550摄氏度、热轧复合、剪切得到多层复合板带。
一种钎焊用复合板材及其制造方法.pdf
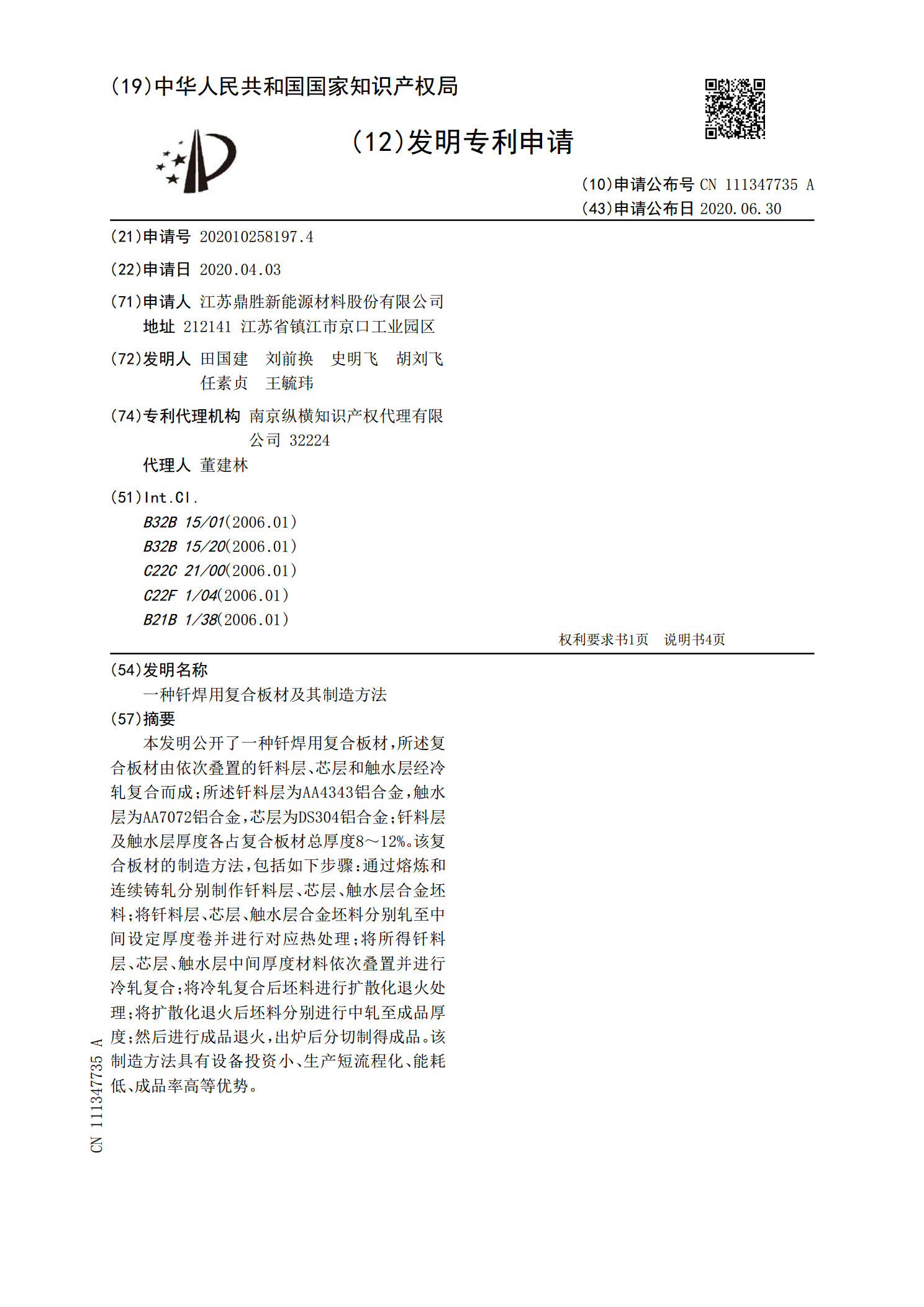
本发明公开了一种钎焊用复合板材,所述复合板材由依次叠置的钎料层、芯层和触水层经冷轧复合而成;所述钎料层为AA4343铝合金,触水层为AA7072铝合金,芯层为DS304铝合金;钎料层及触水层厚度各占复合板材总厚度8~12%。该复合板材的制造方法,包括如下步骤:通过熔炼和连续铸轧分别制作钎料层、芯层、触水层合金坯料;将钎料层、芯层、触水层合金坯料分别轧至中间设定厚度卷并进行对应热处理;将所得钎料层、芯层、触水层中间厚度材料依次叠置并进行冷轧复合;将冷轧复合后坯料进行扩散化退火处理;将扩散化退火后坯料分别进行
一种钎焊式等离子电极及其制造方法.pdf
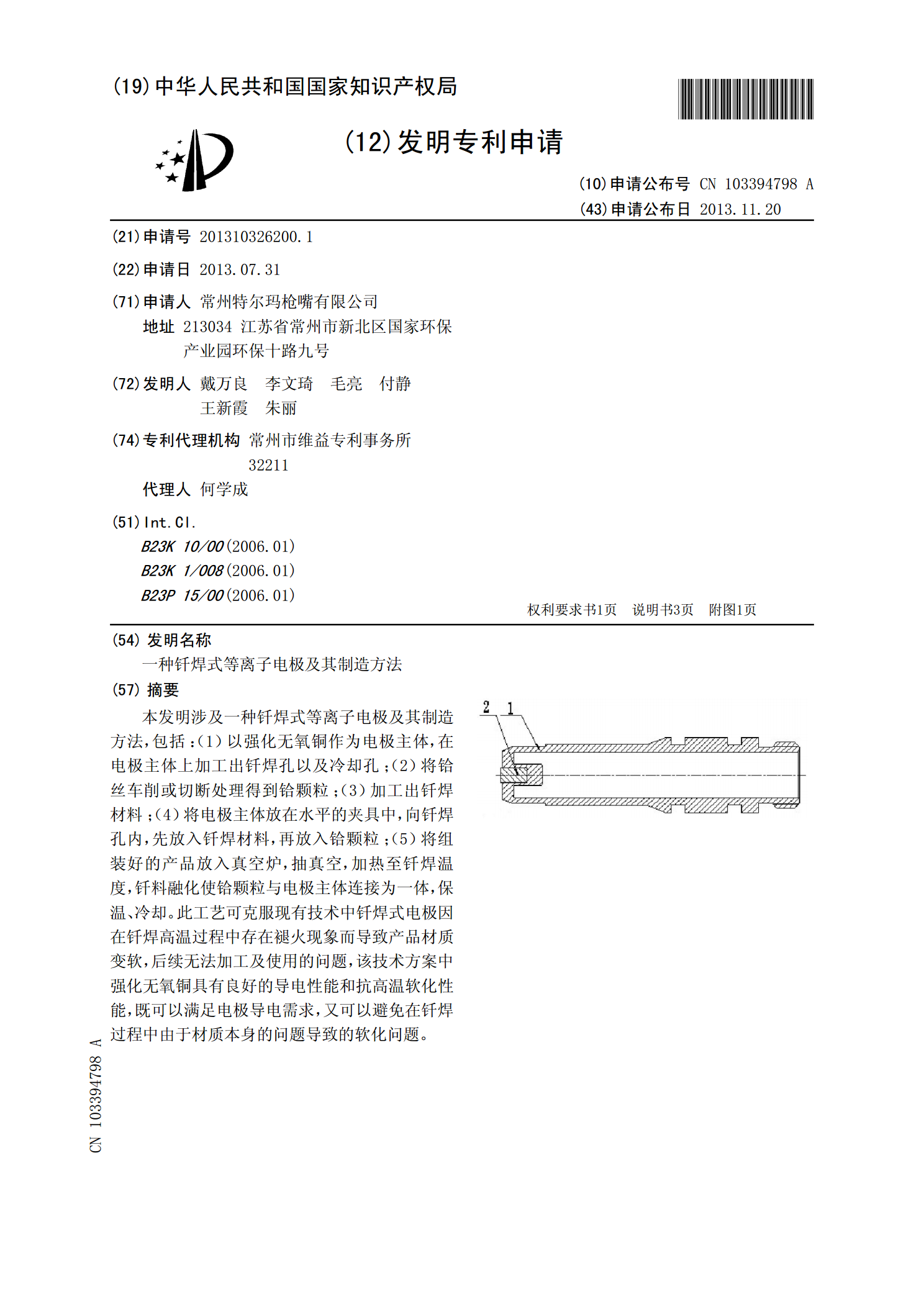
本发明涉及一种钎焊式等离子电极及其制造方法,包括:(1)以强化无氧铜作为电极主体,在电极主体上加工出钎焊孔以及冷却孔;(2)将铪丝车削或切断处理得到铪颗粒;(3)加工出钎焊材料;(4)将电极主体放在水平的夹具中,向钎焊孔内,先放入钎焊材料,再放入铪颗粒;(5)将组装好的产品放入真空炉,抽真空,加热至钎焊温度,钎料融化使铪颗粒与电极主体连接为一体,保温、冷却。此工艺可克服现有技术中钎焊式电极因在钎焊高温过程中存在褪火现象而导致产品材质变软,后续无法加工及使用的问题,该技术方案中强化无氧铜具有良好的导电性能和

钎焊式热交换器用铝合金复合箔、带材(常用版).docx
钎焊式热交换器用铝合金复合箔、带材(常用版)(可以直接使用,可编辑完整版资料,欢迎下载)ICS77.150.10H61YS中华人民共和国有色金属行业标准YS/T446--2011代替YS/T446--2002钎焊式热交换器用幸口△金复合箔、带材事口I=1Aluminiumalloycompositefoilsandstripsusedforbrazingtypeheatexchangers2011-12-20发布2021-07-01实施中华人民共和国工业和信息化部发布YS/T446—2021刖昌本标准按照
一种新型钎焊式等离子电极及其制造方法.pdf
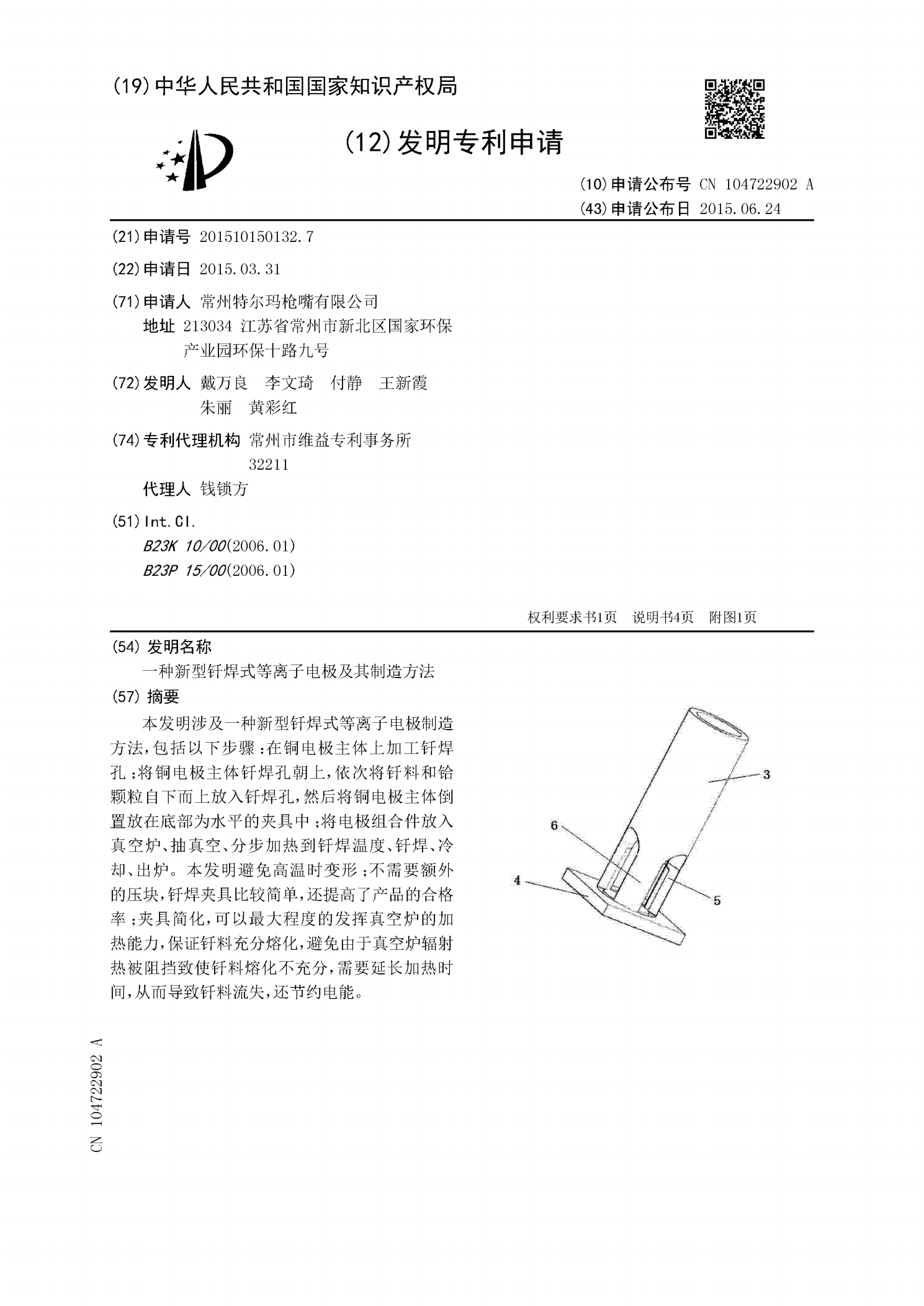
本发明涉及一种新型钎焊式等离子电极制造方法,包括以下步骤:在铜电极主体上加工钎焊孔;将铜电极主体钎焊孔朝上,依次将钎料和铪颗粒自下而上放入钎焊孔,然后将铜电极主体倒置放在底部为水平的夹具中;将电极组合件放入真空炉、抽真空、分步加热到钎焊温度、钎焊、冷却、出炉。本发明避免高温时变形;不需要额外的压块,钎焊夹具比较简单,还提高了产品的合格率;夹具简化,可以最大程度的发挥真空炉的加热能力,保证钎料充分熔化,避免由于真空炉辐射热被阻挡致使钎料熔化不充分,需要延长加热时间,从而导致钎料流失,还节约电能。