
一种钎焊用复合板材及其制造方法.pdf

俊英****22


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钎焊用复合板材及其制造方法.pdf
本发明公开了一种钎焊用复合板材,所述复合板材由依次叠置的钎料层、芯层和触水层经冷轧复合而成;所述钎料层为AA4343铝合金,触水层为AA7072铝合金,芯层为DS304铝合金;钎料层及触水层厚度各占复合板材总厚度8~12%。该复合板材的制造方法,包括如下步骤:通过熔炼和连续铸轧分别制作钎料层、芯层、触水层合金坯料;将钎料层、芯层、触水层合金坯料分别轧至中间设定厚度卷并进行对应热处理;将所得钎料层、芯层、触水层中间厚度材料依次叠置并进行冷轧复合;将冷轧复合后坯料进行扩散化退火处理;将扩散化退火后坯料分别进行
一种复合积层板材及其制造方法.pdf
本发明提供一种具有节能省电,含有环保回收材料的复合积层板材。包括:中空板(具有隔音功能),中隔了像蜂巢式的中空部;金属网,固定于中空板上下两个表面,并通过环氧树脂配固化剂与中空板紧密接合;水泥复合砂浆层,通过水性环氧树脂配固化剂混合成水泥复合砂浆,紧密镶嵌于金属网内;玻纤网,通过环氧树脂配固化剂粘合于水泥复合砂浆层外表面;水性隔热涂料层,涂布于玻纤网外表面;其中,水泥复合砂浆层的配方包括以下重量百分数的组份:水泥15~20%,沙粒30~40%,环保回收材料15~20%,水性树脂30~40%。本发明还公开了
一种用真空钎焊制造耐磨复合钢板方法.pdf
本发明公开了一种用真空钎焊制造耐磨复合钢板方法,属于耐磨损材料领域。在母材上加工出凹槽,槽的边缘有留边;将陶瓷颗粒与钎料混合、搅拌均匀,制成钎焊粉末;用松节油和松香混合制成粘结剂;将粘结剂与钎焊粉末混合制成泥状体,将泥状体放入母材钢板的凹槽中刮平、烘干;放入真空炉中,使钎料熔化形成强化层,温度继续升高到1180℃,保温15分钟后,随炉降温至200℃,出炉冷却,切除留边;钎料的化学成分为C:0.6-0.8%;B:3-4%;Si:4-5%;Cr:14-16%;Fe≤5%;Ni余量。钢板经钎焊后,表面形成了具有

电磁炉用钎焊复合锅制造方法.pdf
一种电磁炉用钎焊复合锅制造方法,其特征在于:所述的制造方法包括原料制备,锅底钎焊复合及整体定型三道工序;其中所述的锅底钎焊复合工序为:1)在铝片上下两面均匀涂抹钎剂,钎剂由水和钎剂粉按照比例混合均匀,钎剂粉占70%-80%;水占20%-30%,然后用网筛在铝片的两面均匀的撒上不锈铁钎料粉后与锅身拼合;然后依次在内不锈铁包底片、外铜包底片、不锈铁底片上涂抹拼钎剂和钎剂粉后合并,最后置于钎焊机模具内焊接;本发明有的有益效果是:1)结构、加工工艺简单,生产成本低,市场竞争力强。2)本发明的锅底由铜包底片和不锈铁
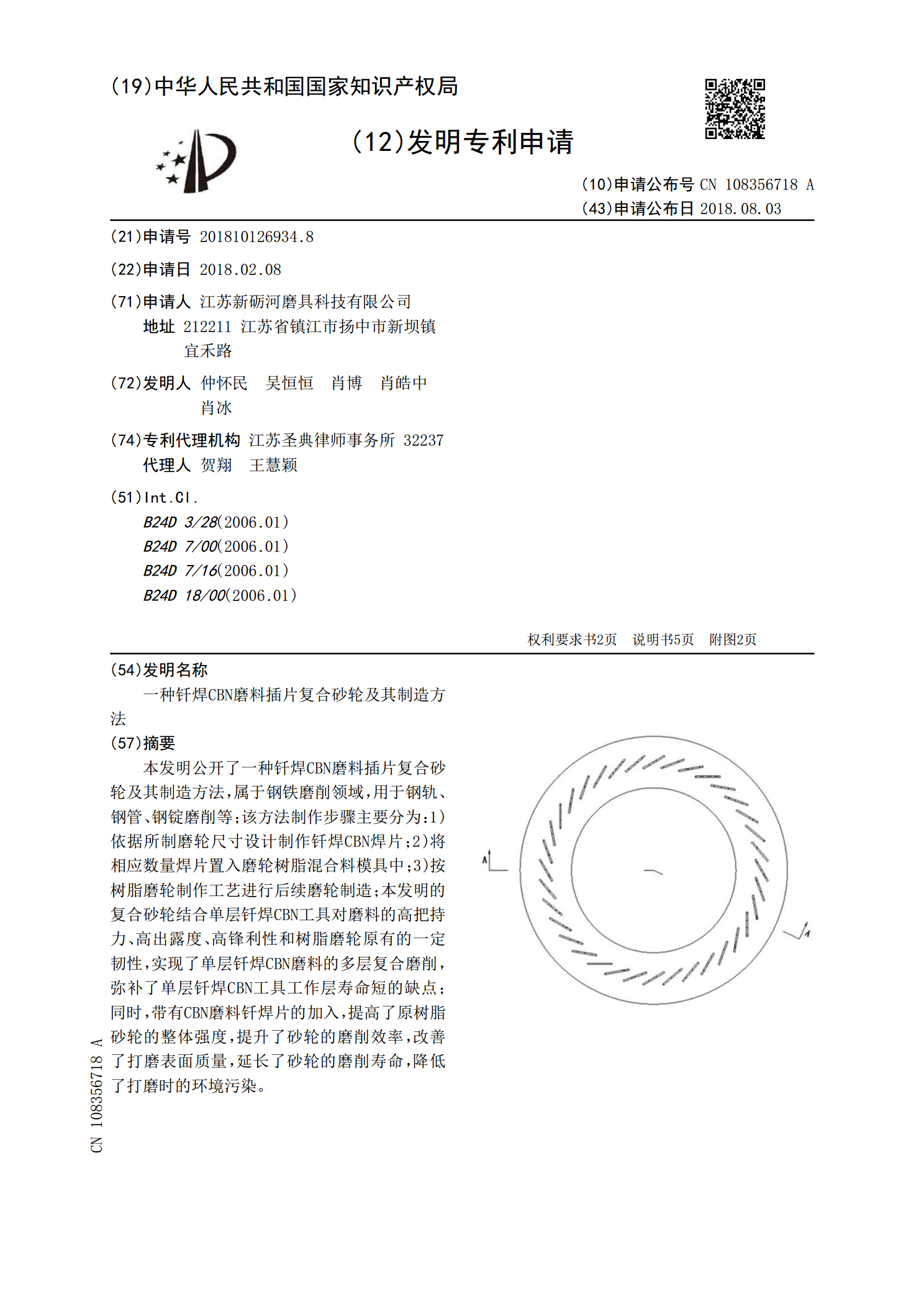
一种钎焊CBN磨料插片复合砂轮及其制造方法.pdf
本发明公开了一种钎焊CBN磨料插片复合砂轮及其制造方法,属于钢铁磨削领域,用于钢轨、钢管、钢锭磨削等;该方法制作步骤主要分为:1)依据所制磨轮尺寸设计制作钎焊CBN焊片;2)将相应数量焊片置入磨轮树脂混合料模具中;3)按树脂磨轮制作工艺进行后续磨轮制造;本发明的复合砂轮结合单层钎焊CBN工具对磨料的高把持力、高出露度、高锋利性和树脂磨轮原有的一定韧性,实现了单层钎焊CBN磨料的多层复合磨削,弥补了单层钎焊CBN工具工作层寿命短的缺点;同时,带有CBN磨料钎焊片的加入,提高了原树脂砂轮的整体强度,提升了砂轮