
热浸镀热轧钢板的制造设备.pdf

飞舟****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

热浸镀热轧钢板的制造设备.pdf
本发明提供一种热浸镀热轧钢板的制造设备,其是用于将用薄板坯连铸法铸造及热轧而制造的钢板进行热浸镀的热浸镀热轧钢板的制造设备,其中,具有用于氧化的炉子和用于还原的炉子,所述用于氧化的炉子和所述用于还原的炉子在沿着所述钢板的输送方向的长度之比为0.5~0.9。
热浸镀钢板.pdf
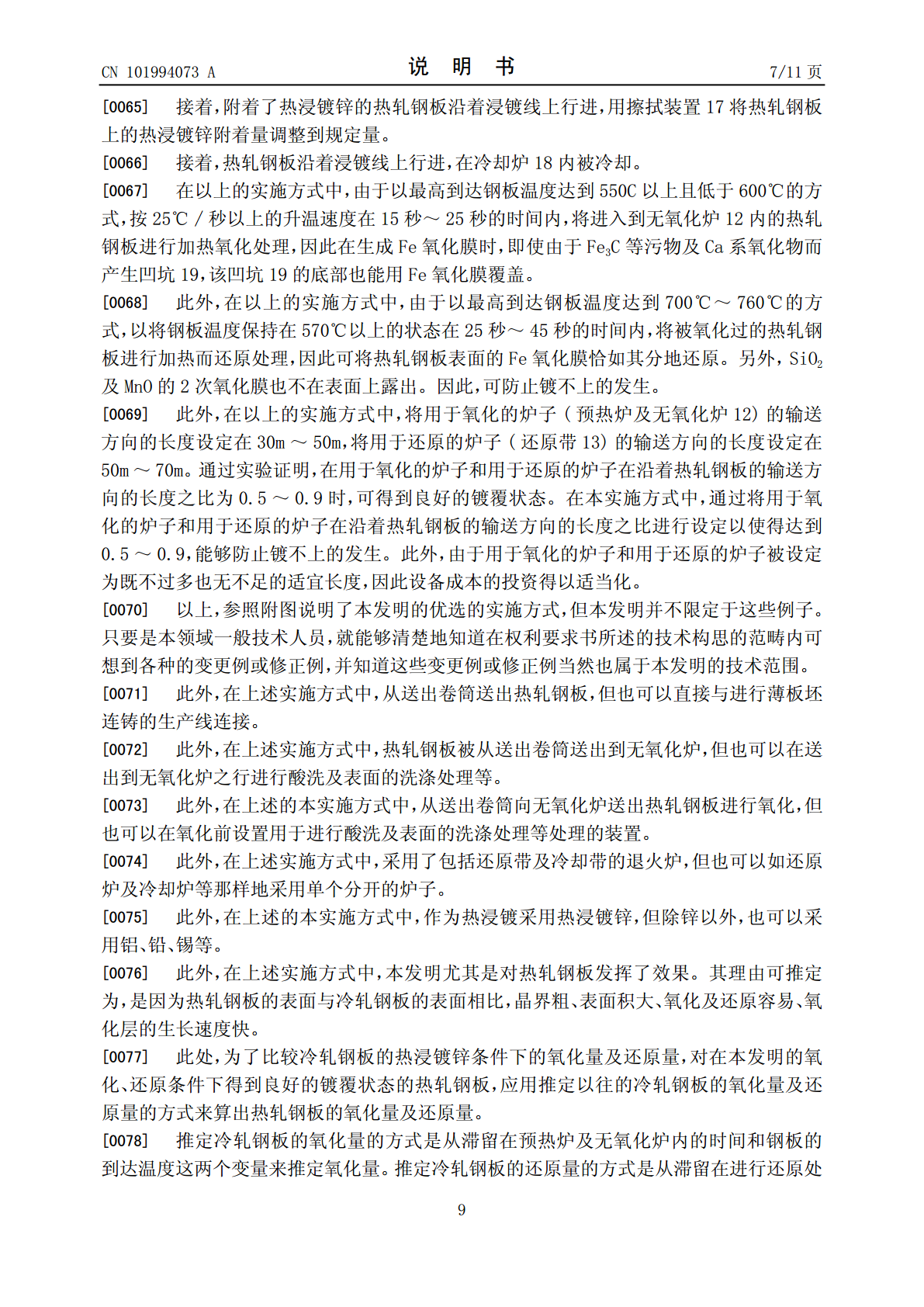
该热浸镀钢板的特征在于,其具备:钢板;和形成于上述钢板的表面的热浸镀层,上述热浸镀层以平均组成计含有Al:2~22质量%、Mg:0.1~10质量%,剩余部分包含Zn及杂质,在从上述热浸镀层的表面中选定5个一边为5mm的正方形的测定区域、并通过规定的测定方法来分别求出每各测定区域的强度比率A的情况下,各测定区域的强度比率A相对于5个测定区域的强度比率A的平均值A<base:Sub>ave</base:Sub>之比(A/A<base:Sub>ave</base:Sub>)中的1个以上为0.50~0.65或1.
热轧钢板的制造方法和热浸镀锌钢板的制造方法.pdf
一种热轧钢板的制造方法,包括以下工序:将钢板坯在板坯加热炉加热的板坯加热工序,将加热了的钢板坯用粗轧机和精轧机进行热轧而制成带钢的工序以及将带钢在卷绕机卷绕的卷绕工序。从板坯加热工序到卷绕工序的工序的气氛为非氧化性气氛。上述钢板坯以质量%计含有C:0.01~0.15%、Si:0.1~1.8%、Mn:1.0~2.7%、Al:0.01~1.5%、P:0.005~0.025%、S:0.01%以下。热浸镀锌钢板可通过将上述热轧钢板酸洗除去氧化皮,或者进一步进行冷轧,其后,进行热浸镀锌而制造。

高强度热浸镀锌钢板的制造方法、高强度热浸镀锌钢板用热轧钢板的制造方法、高强度热浸镀锌钢板用冷轧钢板的制造方法以及高强度热.pdf
本发明提供成型性、表面外观和镀覆密合性优异的高强度热浸镀锌钢板的制造方法、高强度热浸镀锌钢板用热轧钢板的制造方法、高强度热浸镀锌钢板用冷轧钢板的制造方法以及高强度热浸镀锌钢板。含有Mn:2.00%~10.00%。距钢板表面深度5μm以内的固溶Mn浓度为1.50质量%以下,残留奥氏体中的平均Mn质量%除以铁素体中的平均Mn质量%而得的值为2.0以上。进行第1热处理、第2热处理,所述第1热处理在H

镀覆钢板、热浸镀锌钢板的制造方法及合金化热浸镀锌钢板的制造方法.pdf
一种镀覆钢板,其满足:化学组成以质量%计至少含有C:0.03%~0.70%、Si:0.25%~2.50%、Mn:1.00%~5.00%、P:0.100%以下、S:0.010%以下、sol.Al:0.001%~2.500%、N:0.020%以下,剩余部分由铁及杂质构成,金属组织包含超过5.0体积%的残留奥氏体、超过5.0体积%的回火马氏体,残留奥氏体中的C量为0.85质量%以上。