
一种提高花纹辊轧制量的花纹板制造方法.pdf

韶敏****ab

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高花纹辊轧制量的花纹板制造方法.pdf
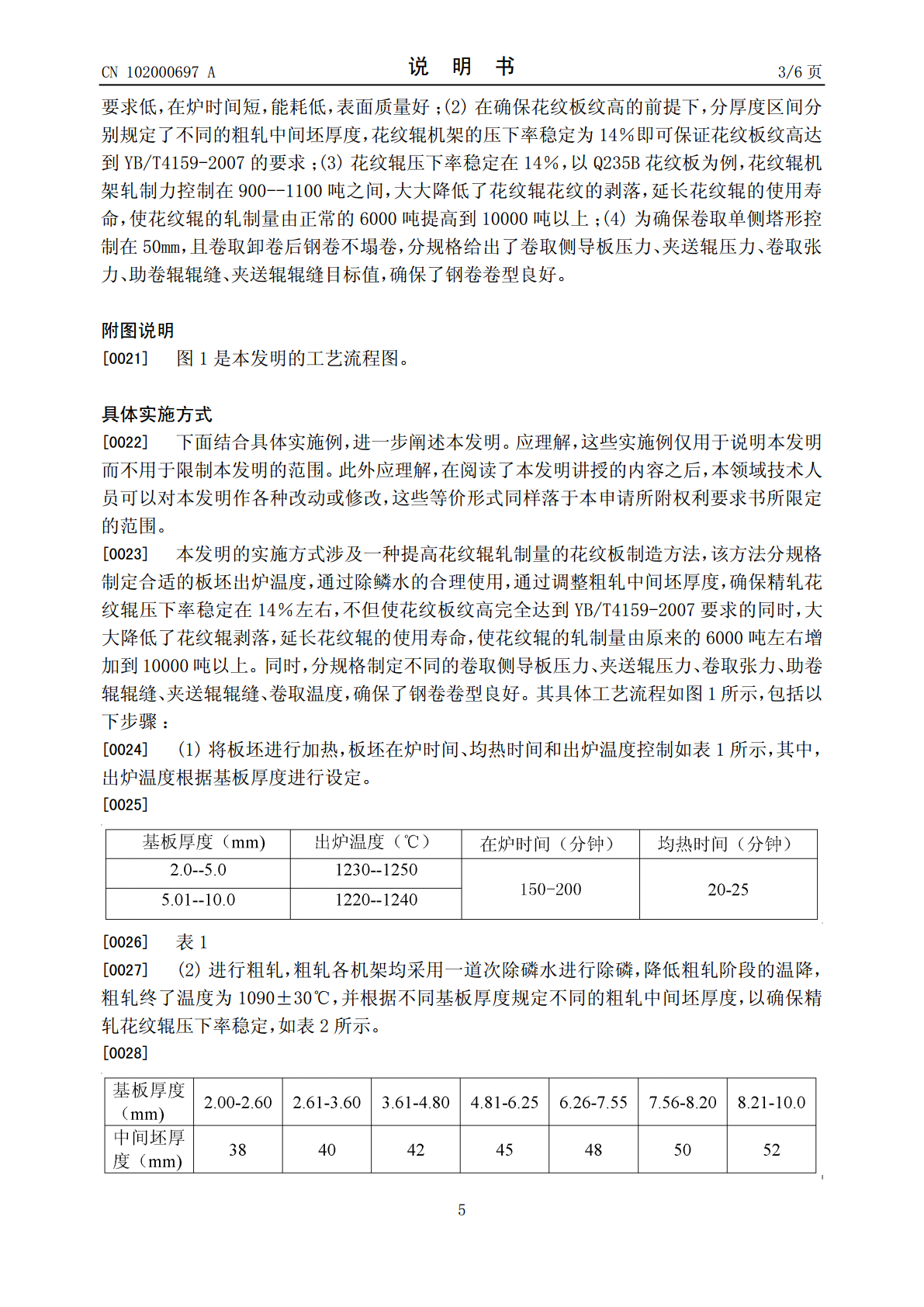
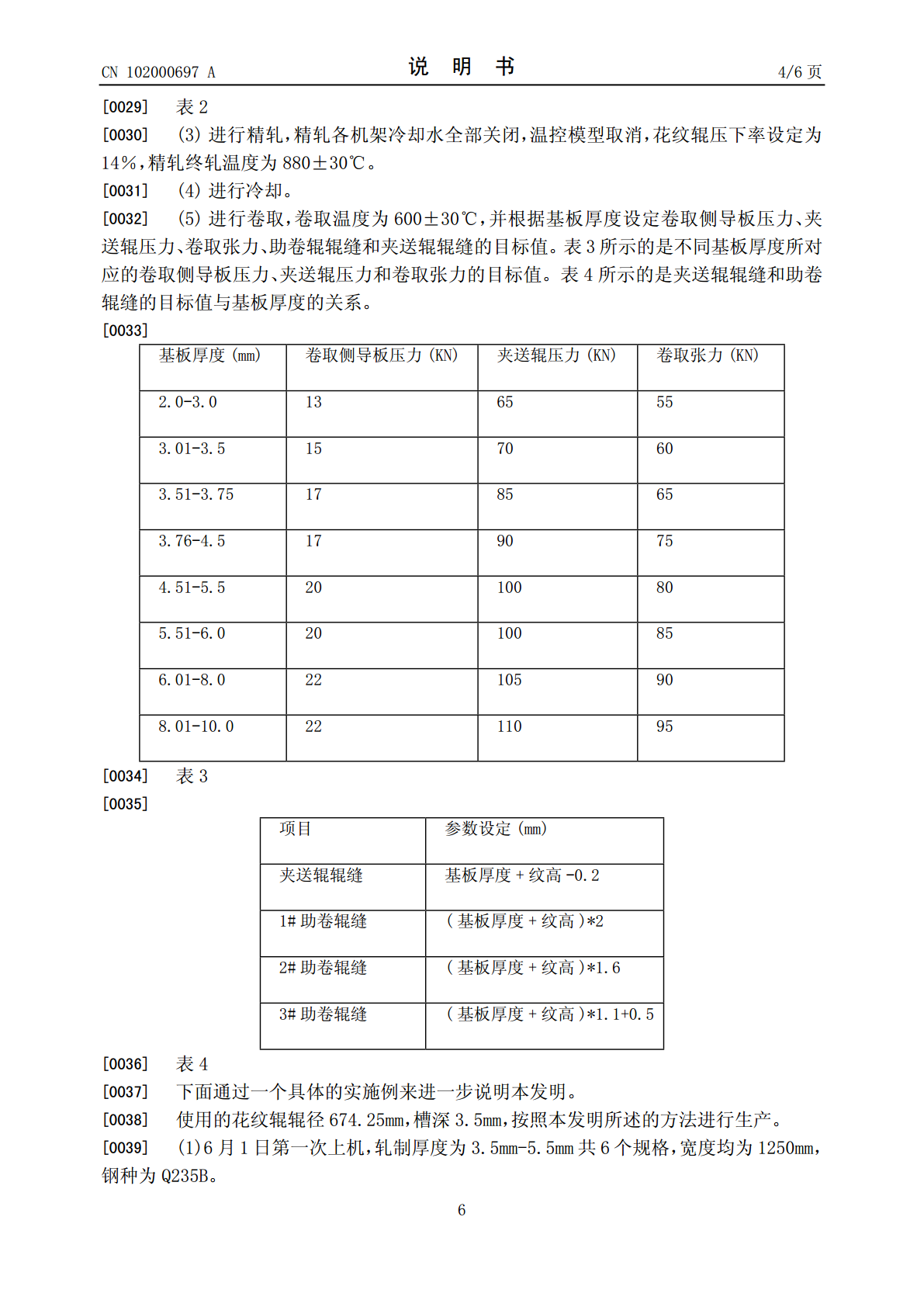
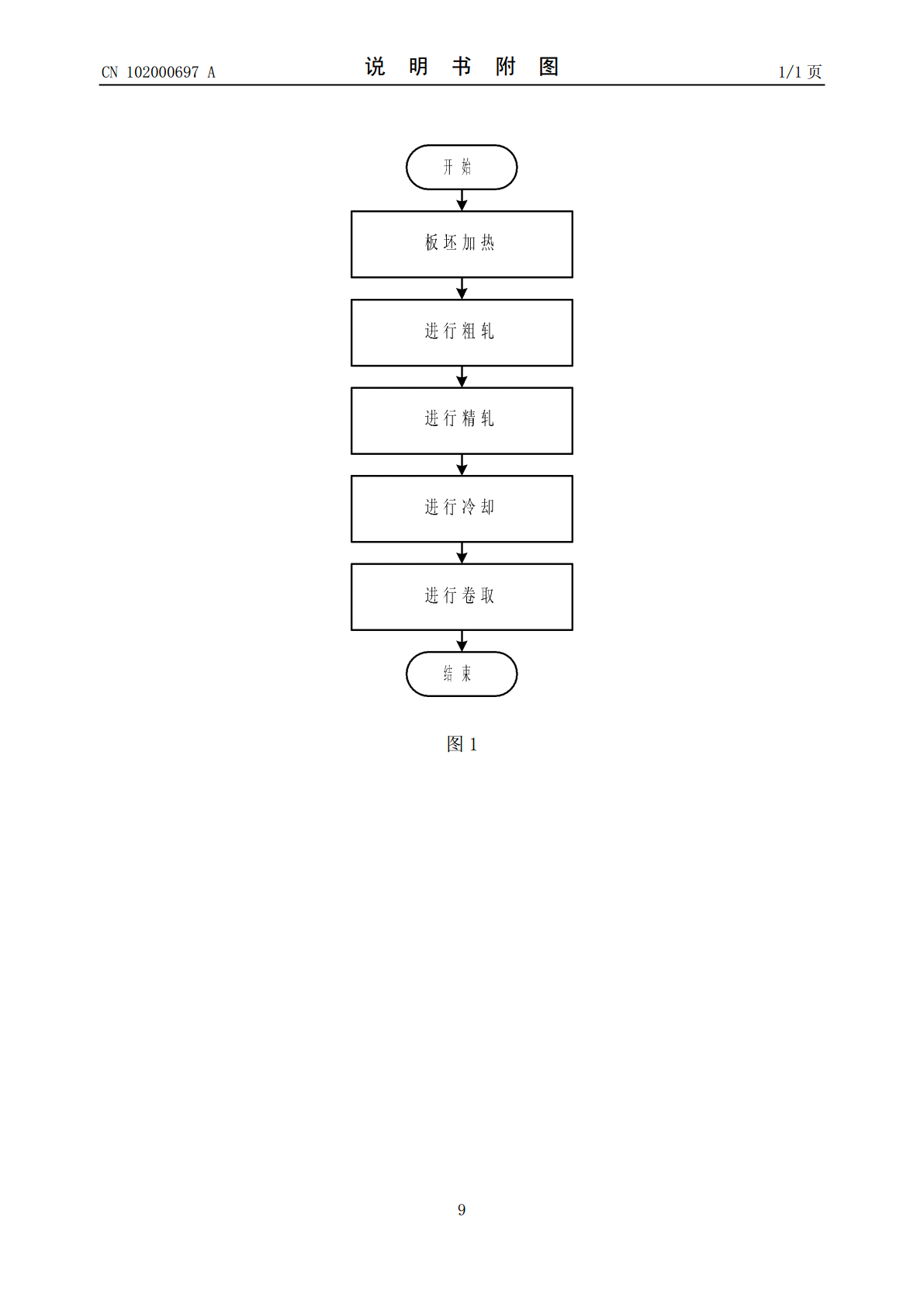
本发明涉及一种提高花纹辊轧制量的花纹板制造方法,该方法分规格制定合适的板坯出炉温度,通过除鳞水的合理使用,并根据不同基板厚度调整粗轧中间坯厚度,确保精轧花纹辊压下率稳定在14%左右,不但使花纹板纹高完全达到YB/T4159-2007的要求的同时,大大降低了花纹辊剥落,延长花纹辊的使用寿命,使花纹辊的轧制量由原来的6000吨左右增加到10000吨以上。同时,分规格制定不同的卷取侧导板压力、夹送辊压力、卷取张力、助卷辊辊缝、夹送辊辊缝、卷取温度,确保了钢卷卷型良好。
一种薄板坯轧制花纹板的方法.pdf
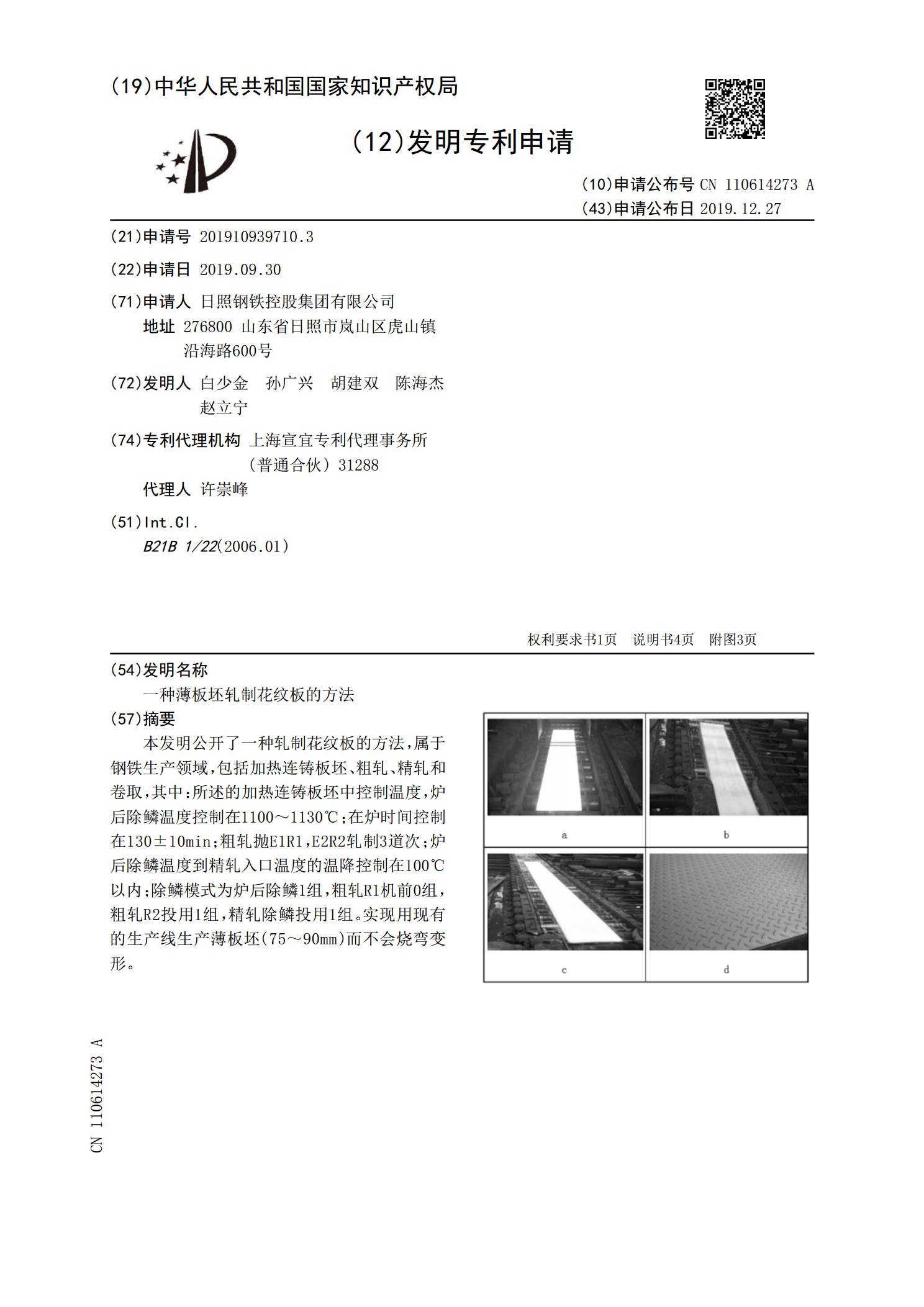
本发明公开了一种轧制花纹板的方法,属于钢铁生产领域,包括加热连铸板坯、粗轧、精轧和卷取,其中:所述的加热连铸板坯中控制温度,炉后除鳞温度控制在1100~1130℃;在炉时间控制在130±10min;粗轧抛E1R1,E2R2轧制3道次;炉后除鳞温度到精轧入口温度的温降控制在100℃以内;除鳞模式为炉后除鳞1组,粗轧R1机前0组,粗轧R2投用1组,精轧除鳞投用1组。实现用现有的生产线生产薄板坯(75~90mm)而不会烧弯变形。
一种花纹辊铣床及花纹辊制造方法.pdf
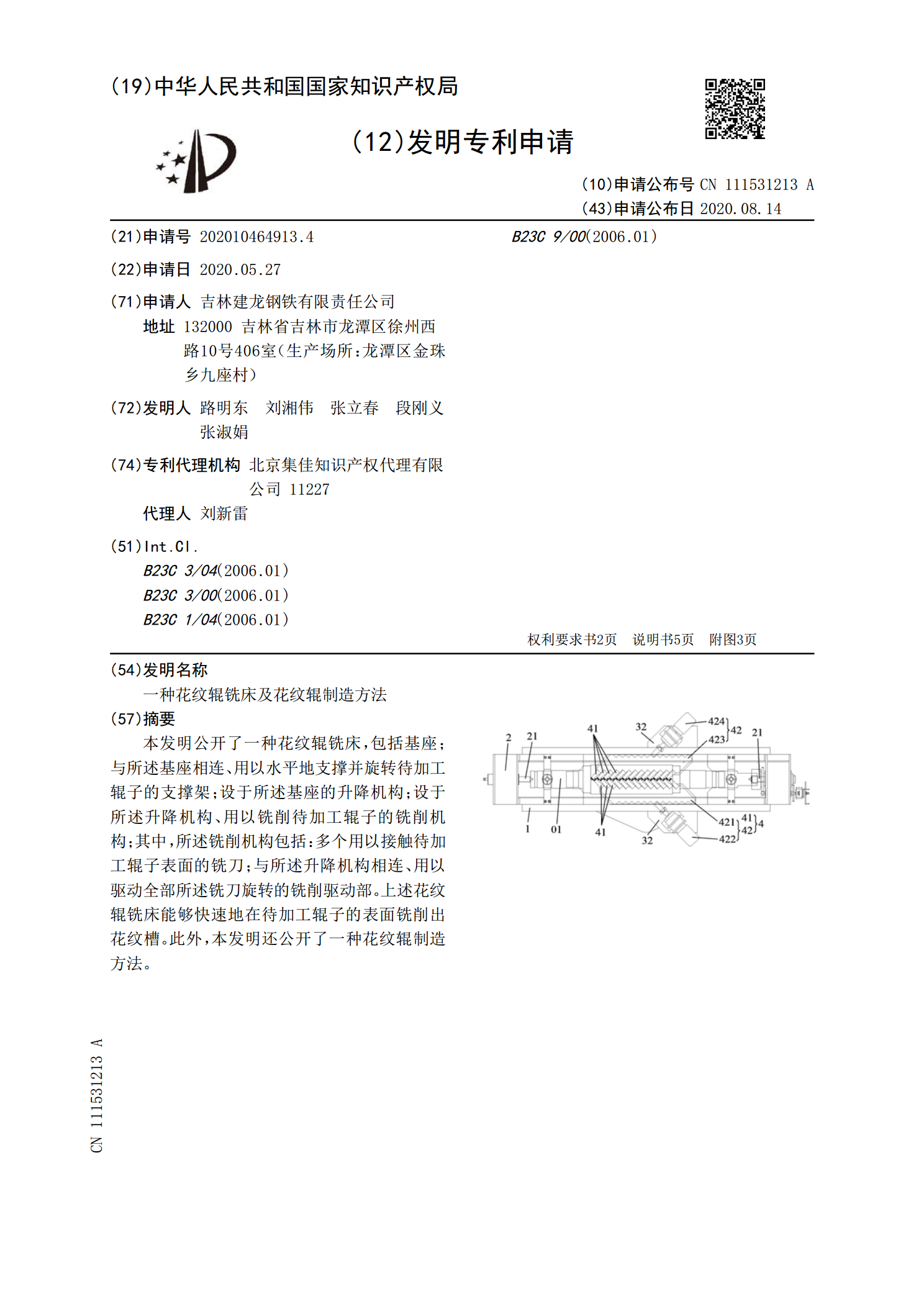
本发明公开了一种花纹辊铣床,包括基座;与所述基座相连、用以水平地支撑并旋转待加工辊子的支撑架;设于所述基座的升降机构;设于所述升降机构、用以铣削待加工辊子的铣削机构;其中,所述铣削机构包括:多个用以接触待加工辊子表面的铣刀;与所述升降机构相连、用以驱动全部所述铣刀旋转的铣削驱动部。上述花纹辊铣床能够快速地在待加工辊子的表面铣削出花纹槽。此外,本发明还公开了一种花纹辊制造方法。
一种铝蜂窝花纹板及其制造方法.pdf
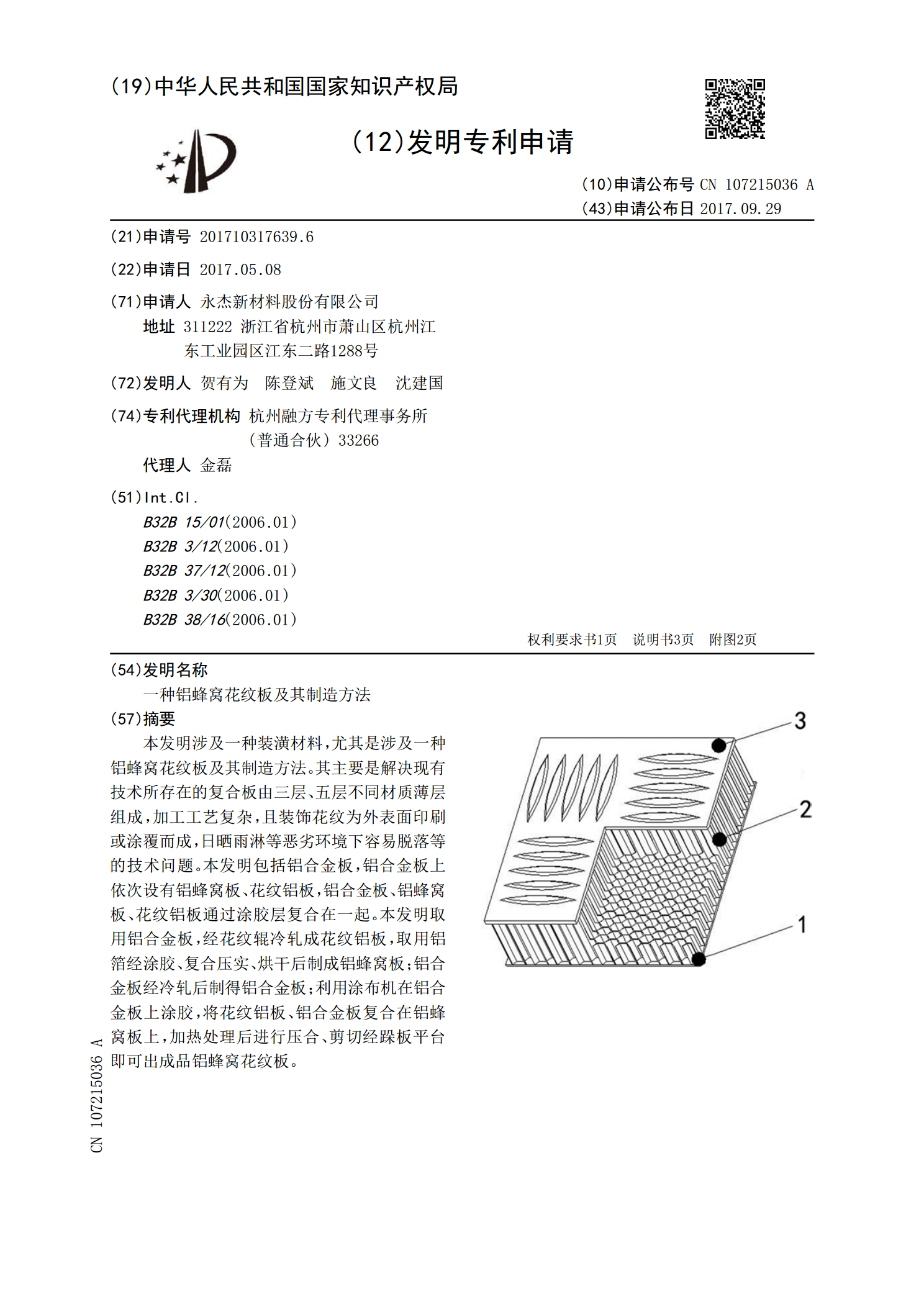
本发明涉及一种装潢材料,尤其是涉及一种铝蜂窝花纹板及其制造方法。其主要是解决现有技术所存在的复合板由三层、五层不同材质薄层组成,加工工艺复杂,且装饰花纹为外表面印刷或涂覆而成,日晒雨淋等恶劣环境下容易脱落等的技术问题。本发明包括铝合金板,铝合金板上依次设有铝蜂窝板、花纹铝板,铝合金板、铝蜂窝板、花纹铝板通过涂胶层复合在一起。本发明取用铝合金板,经花纹辊冷轧成花纹铝板,取用铝箔经涂胶、复合压实、烘干后制成铝蜂窝板;铝合金板经冷轧后制得铝合金板;利用涂布机在铝合金板上涂胶,将花纹铝板、铝合金板复合在铝蜂窝板上
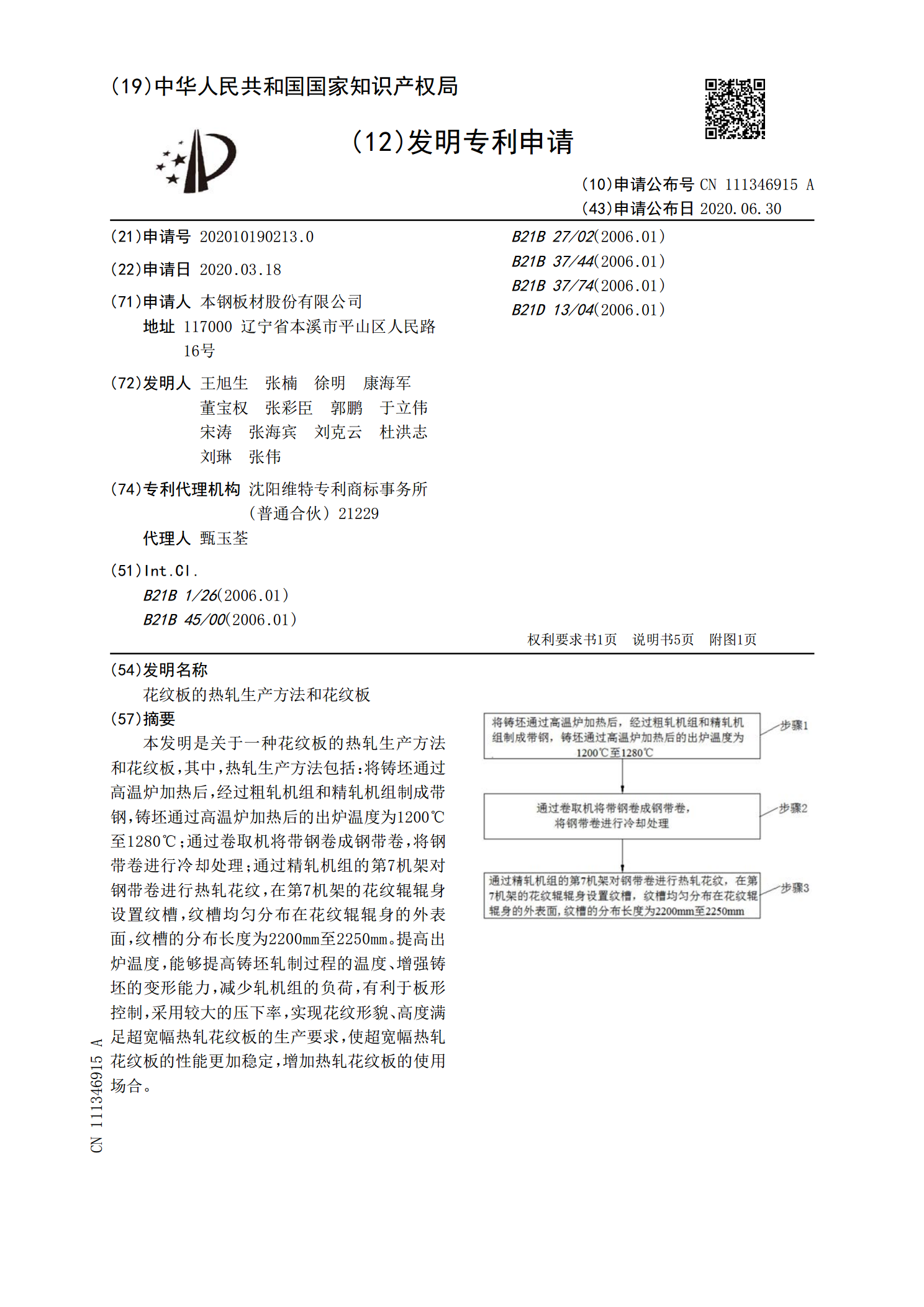
花纹板的热轧生产方法和花纹板.pdf
本发明是关于一种花纹板的热轧生产方法和花纹板,其中,热轧生产方法包括:将铸坯通过高温炉加热后,经过粗轧机组和精轧机组制成带钢,铸坯通过高温炉加热后的出炉温度为1200℃至1280℃;通过卷取机将带钢卷成钢带卷,将钢带卷进行冷却处理;通过精轧机组的第7机架对钢带卷进行热轧花纹,在第7机架的花纹辊辊身设置纹槽,纹槽均匀分布在花纹辊辊身的外表面,纹槽的分布长度为2200mm至2250mm。提高出炉温度,能够提高铸坯轧制过程的温度、增强铸坯的变形能力,减少轧机组的负荷,有利于板形控制,采用较大的压下率,实现花纹形