
大型厚壁锻件筒体斜孔气割法.pdf

猫巷****奕声

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型厚壁锻件筒体斜孔气割法.pdf
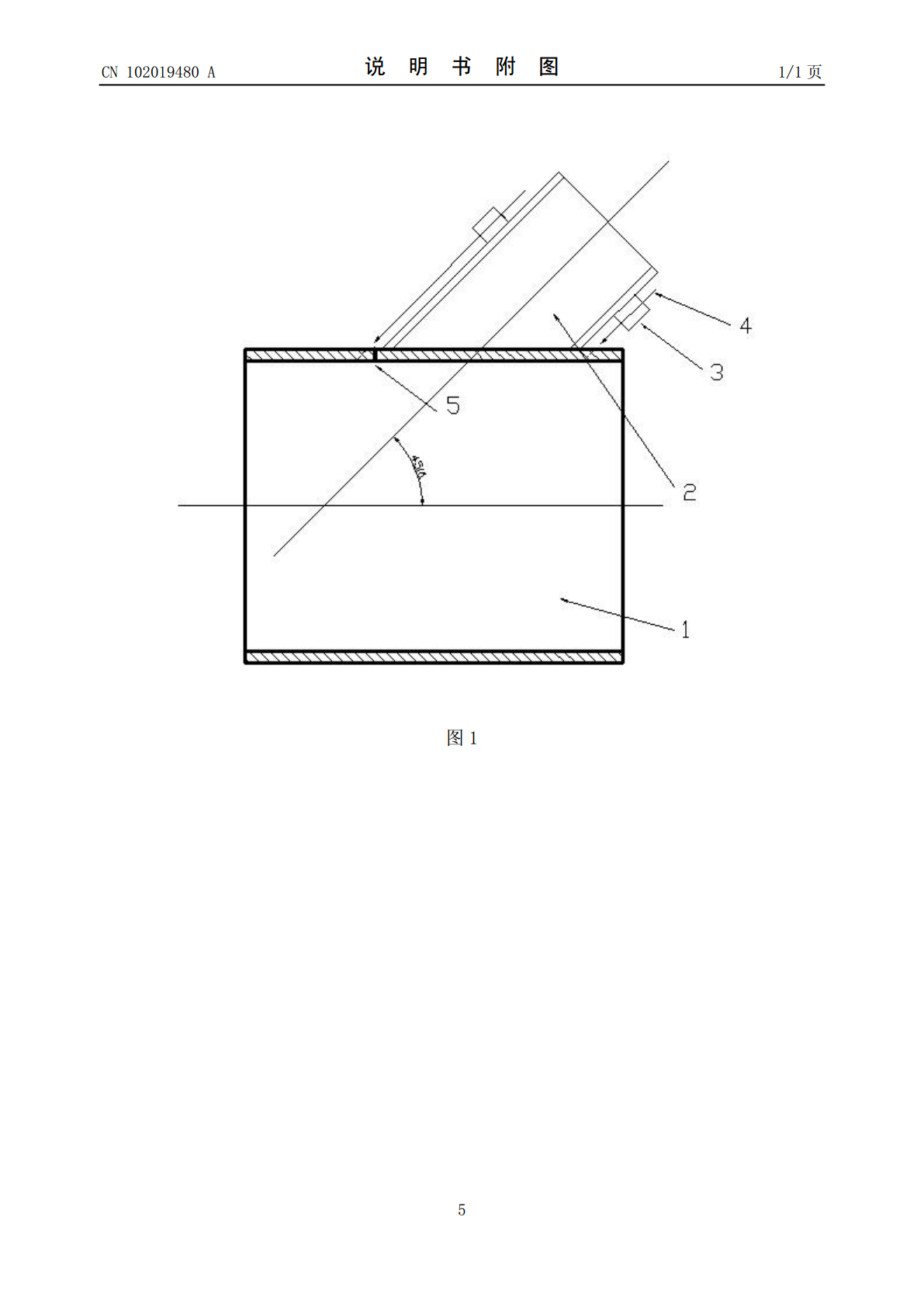
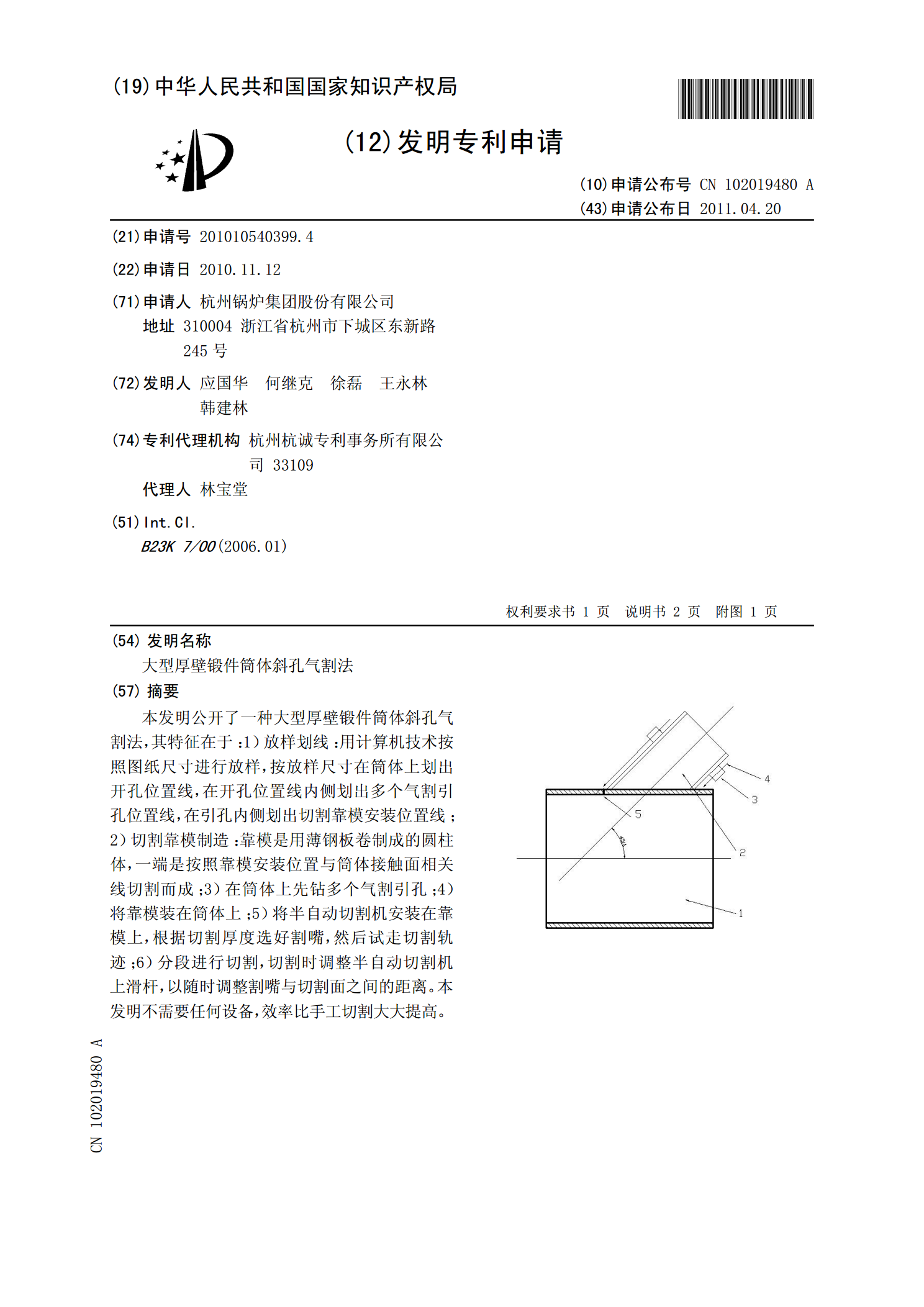
本发明公开了一种大型厚壁锻件筒体斜孔气割法,其特征在于:1)放样划线:用计算机技术按照图纸尺寸进行放样,按放样尺寸在筒体上划出开孔位置线,在开孔位置线内侧划出多个气割引孔位置线,在引孔内侧划出切割靠模安装位置线;2)切割靠模制造:靠模是用薄钢板卷制成的圆柱体,一端是按照靠模安装位置与筒体接触面相关线切割而成;3)在筒体上先钻多个气割引孔;4)将靠模装在筒体上;5)将半自动切割机安装在靠模上,根据切割厚度选好割嘴,然后试走切割轨迹;6)分段进行切割,切割时调整半自动切割机上滑杆,以随时调整割嘴与切割面之间的

筒体和封头壁厚的计算.doc
筒体和封头壁厚的计算计算基准:工作压力:6kgf/cm2(表压)设计压力:10kgf/cm2(绝压)温度:常温筒体直径:φ2000;φ3000;φ40001、筒体壁厚的计算:根据公式mm式中:S0——计算壁厚,mmP——设计压力,kgf/cm2Di——圆筒内径,mm[σ]t——设计温度下圆筒材料的许用应力,kgf/cm2C——壁厚的附加量φ——焊缝系数,取选用材质为普通碳钢,《化工设备》(李健主编)查得100℃以下的许用应力为1270kgf/cm2,把上述相关数据代入公式,得=9.30mm实际应用壁厚:S
大型厚壁含镍环锻件的生产方法.pdf
本发明公开了一种大型厚壁含镍环锻件的生产方法,其技术方案包括制坯、辗环以及热处理步骤。本发明通过增加坯料高度,合理分配径、轴向变形量,加大辗环过程中锥辊的进给量,有效地避免了上端面内圆塌陷和上端面凹槽的产生。环锻件辗后摊开空冷至250-350℃进炉退火装炉,满足钢材的组织、性能等要求。
厚壁盲孔锻件的井式炉热处理工艺.pdf
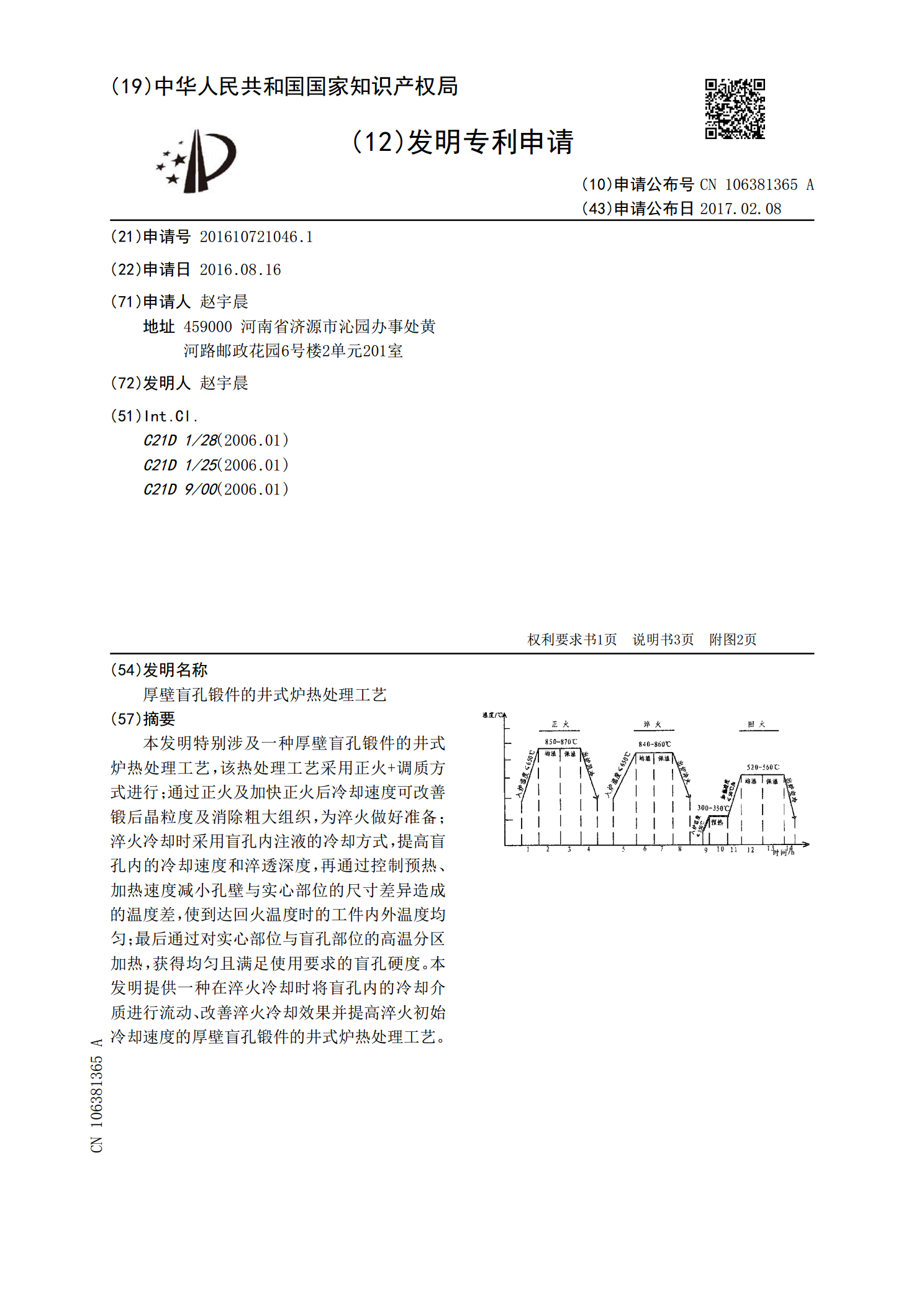
本发明特别涉及一种厚壁盲孔锻件的井式炉热处理工艺,该热处理工艺采用正火+调质方式进行;通过正火及加快正火后冷却速度可改善锻后晶粒度及消除粗大组织,为淬火做好准备;淬火冷却时采用盲孔内注液的冷却方式,提高盲孔内的冷却速度和淬透深度,再通过控制预热、加热速度减小孔壁与实心部位的尺寸差异造成的温度差,使到达回火温度时的工件内外温度均匀;最后通过对实心部位与盲孔部位的高温分区加热,获得均匀且满足使用要求的盲孔硬度。本发明提供一种在淬火冷却时将盲孔内的冷却介质进行流动、改善淬火冷却效果并提高淬火初始冷却速度的厚壁盲
一种多斜孔火焰筒壁温计算方法.pdf
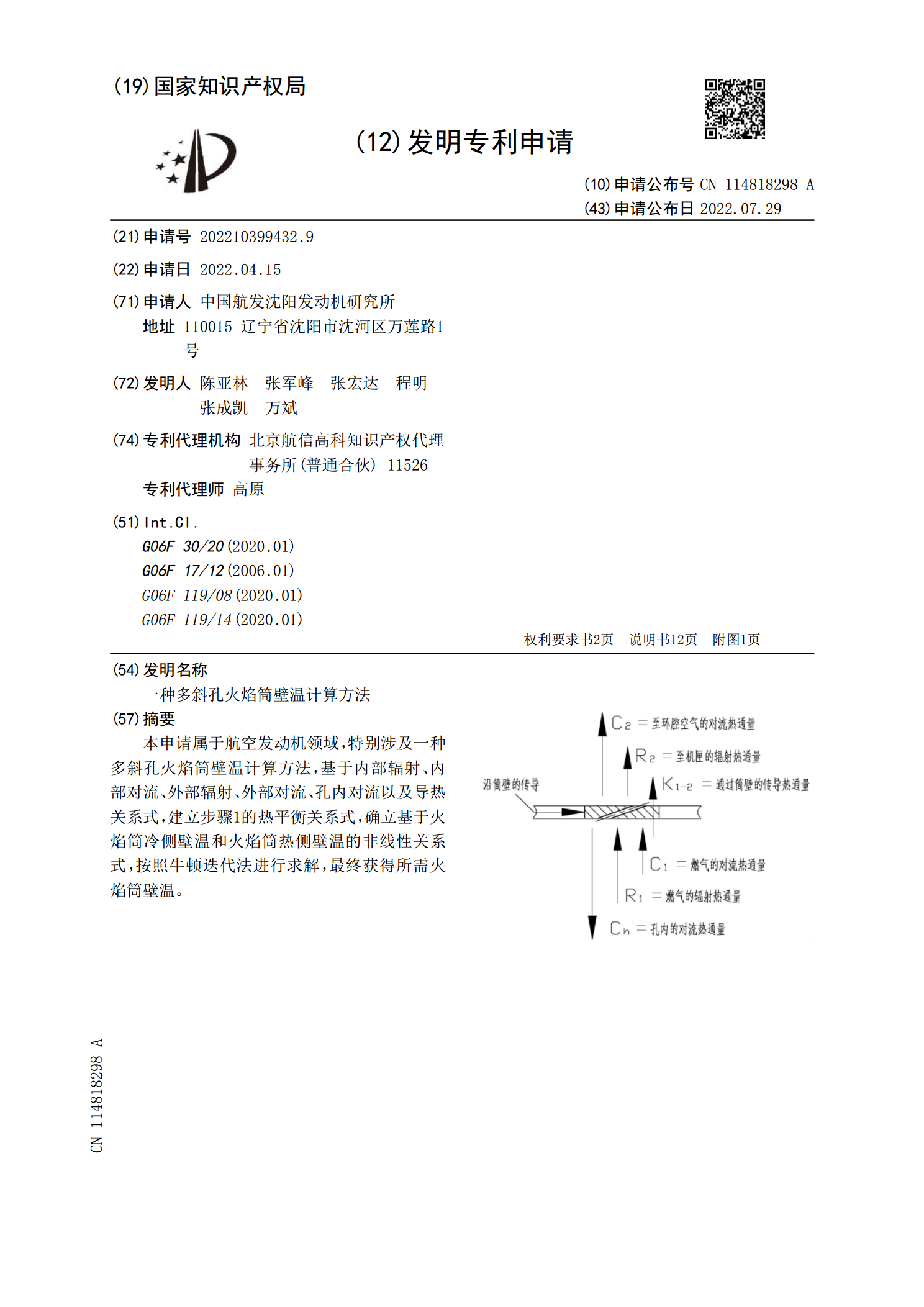
本申请属于航空发动机领域,特别涉及一种多斜孔火焰筒壁温计算方法,基于内部辐射、内部对流、外部辐射、外部对流、孔内对流以及导热关系式,建立步骤1的热平衡关系式,确立基于火焰筒冷侧壁温和火焰筒热侧壁温的非线性关系式,按照牛顿迭代法进行求解,最终获得所需火焰筒壁温。