
精密铸造用石膏型体快速焙烧工艺.pdf

努力****冰心

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
精密铸造用石膏型体快速焙烧工艺.pdf
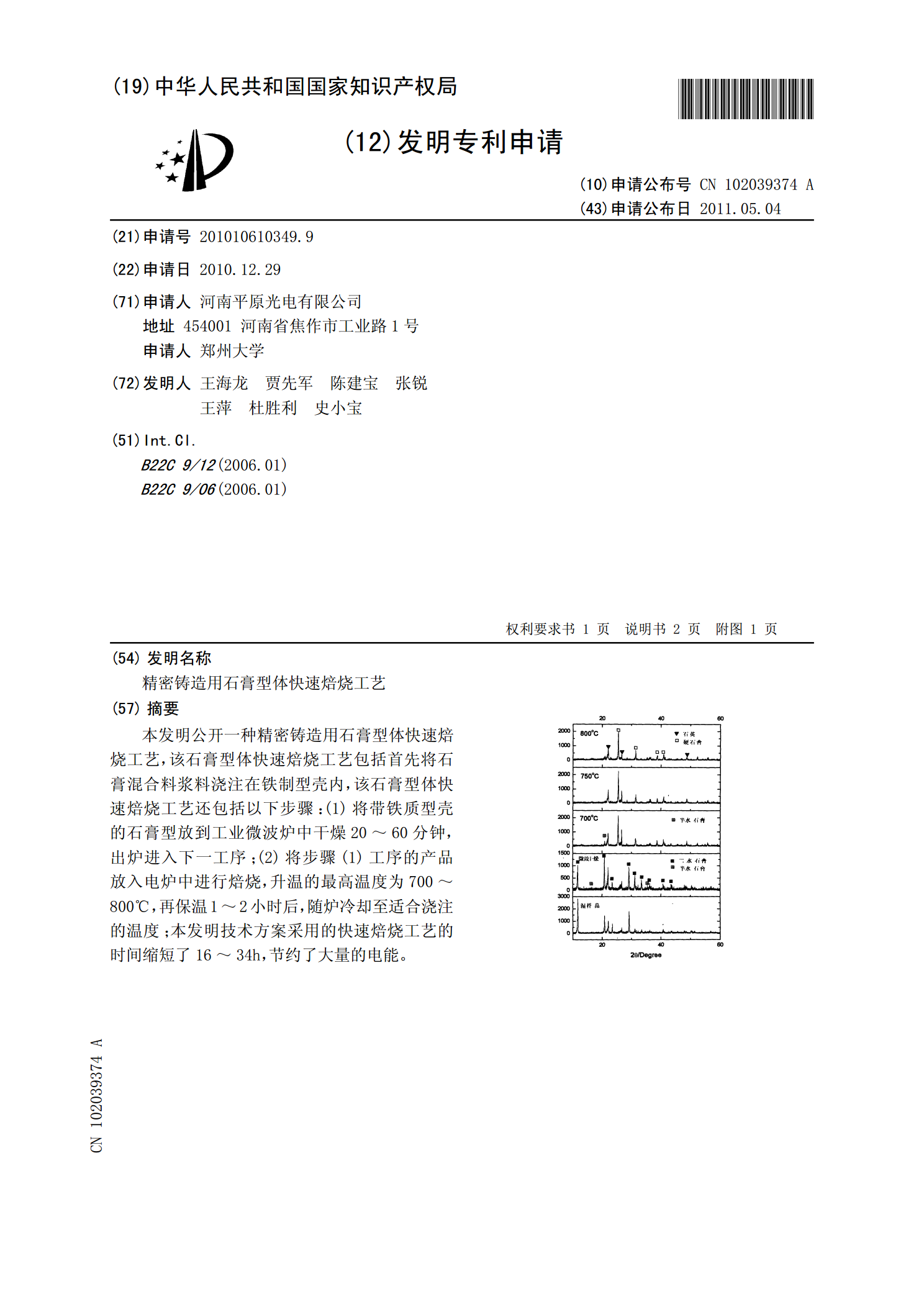
本发明公开一种精密铸造用石膏型体快速焙烧工艺,该石膏型体快速焙烧工艺包括首先将石膏混合料浆料浇注在铁制型壳内,该石膏型体快速焙烧工艺还包括以下步骤:(1)将带铁质型壳的石膏型放到工业微波炉中干燥20~60分钟,出炉进入下一工序;(2)将步骤(1)工序的产品放入电炉中进行焙烧,升温的最高温度为700~800℃,再保温1~2小时后,随炉冷却至适合浇注的温度;本发明技术方案采用的快速焙烧工艺的时间缩短了16~34h,节约了大量的电能。

石膏型精密铸造的特点、适用范围、国内外现状及国外先进石膏型铸造用石膏铸粉.doc
[技术一流、质量一流、服务一流]石膏型铸造用石膏铸粉广州市泓景首饰铸造材料有限公司广州市泓景首饰铸造材料有限公司与其姐妺公司,是目前世界上最大的石膏型铸造用石膏铸粉生产厂家,每年在全世界生产出超过三万吨的铸粉,销往全世界38个国家的金、银、铜、铝合金以及其他有色金属的铸造厂家,深受广大用户信赖和赞誉。广州市泓景首饰铸造材料有限公司,李贞宽(工业铸粉部销售经理),手机:18721581230,邮箱:karlli@gs21.com.cn地址:广州市番禺区榄核镇民利工业区滘新路73号邮编:511480广州市泓景
陶瓷型精密铸造工艺.pdf
本发明提供一种陶瓷型精密铸造工艺,特征是采用以下步骤:①制造铸造模具;②利用得到的铸造模具和硅橡胶翻模技术制造硅橡胶模,硅橡胶模背部用石膏进行随型固定;③在硅橡胶模的表面均匀涂覆上一层厚度为10~50mm的浆料,并在浆料表面撒上耐火材料粉料,其中浆料用耐火材料粉料和铸造用硅溶胶按照一定比例混制成;④待浆料干燥以后,在其表面涂覆一层厚度为20~30mm、由铸造用硅溶胶和粉煤灰按照一定比例混制成的浆料;⑤待铸造用硅溶胶和粉煤灰制成的浆料干燥后,将硅橡胶模脱模,可得到陶瓷层和粉煤灰层复合的型壳,再将型壳放入加热
陶瓷型精密铸造工艺.pdf
本发明公开了一种陶瓷型精密铸造工艺,其特征在于采用以下步骤:制造铸造模具;利用得到的铸造模具和硅橡胶翻模技术制造硅橡胶模,硅橡胶模背部用石膏进行随型固定;在硅橡胶模的表面均匀涂覆上一层浆料,并在浆料表面撒上耐火材料粉料,其中浆料用耐火材料粉料和铸造用硅溶胶按照一定比例混制成;待浆料干燥以后,在其表面涂覆一层铸造用硅溶胶和粉煤灰按照一定比例混制成的浆料;待铸造用硅溶胶和粉煤灰制成的浆料干燥后,将硅橡胶模脱模,可得到陶瓷层和粉煤灰层复合的型壳,再将型壳放入加热炉中,焙烧后即可得到铸件的陶瓷型精密铸造型壳,浇注

铸造工艺总汇-石膏型铸造与设计.pdf
取出母模(不可敲动)起模后应立即进行点火喷烧否则易产生裂纹。(五)喷烧起模后应立刻点火并吹压缩空气进行喷烧而使陶瓷型的表面有一定的强度和硬度。(六)焙烧焙烧的目的是使陶瓷型内残存的乙醇、水分和少量的有机物烧去并使陶瓷层的强度增加。全部由陶瓷浆料灌制的陶瓷型焙烧温度可高达800oC焙烧时间2~3h出炉温度应在2500C以下以防止产生裂纹。带有水玻璃套的陶瓷型焙烧温度(烘干)在