
单晶硅棒抛光用高孔隙率陶瓷结合剂砂轮制备方法.pdf

书生****66

1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
单晶硅棒抛光用高孔隙率陶瓷结合剂砂轮制备方法.pdf
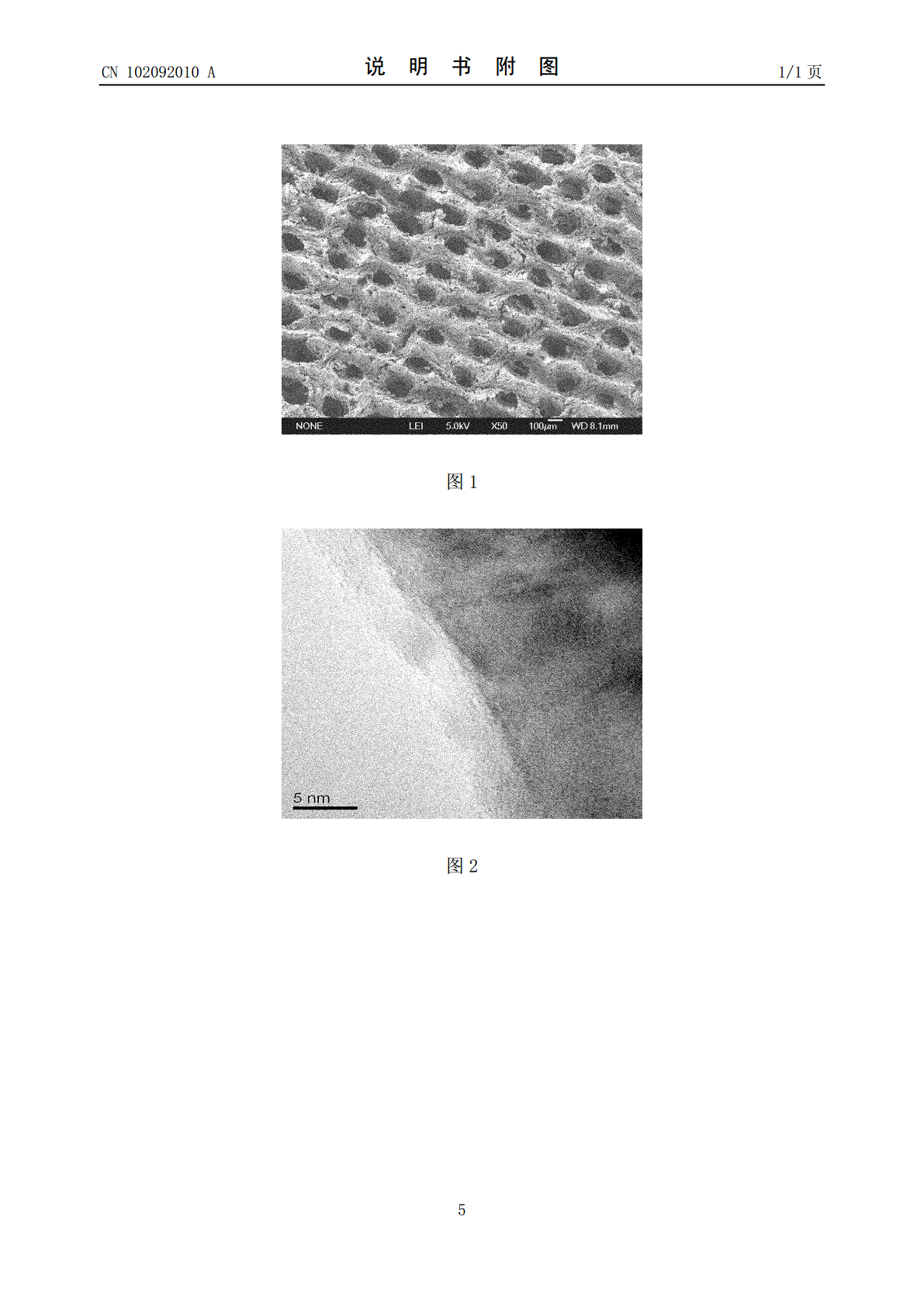
一种单晶硅棒抛光用高孔隙率陶瓷结合剂砂轮制备方法,步骤为:将海绵板按所需砂轮规格裁剪,再清洗干燥待用;将金刚石磨料与硼玻璃粉、长石粉、石英粉按一定质量比在球磨条件下混合均匀后,与水玻璃溶液按比例配成陶瓷浆料;将海绵板放入密闭容器中抽真空,用导管向容器中导入陶瓷浆料浸渍海绵板,保压;取出浸渍有陶瓷浆料的海绵板,干燥,擦去表面多余浆料,再干燥;重复浸渍、干燥步骤2次;将浸渍完全的海绵板在80℃烘箱中干燥24小时,放入井式炉,用白刚玉完全掩埋,在N2保护下烧结,700℃保温1小时,随炉冷却;将烧结后的砂轮坯体进
碳纤维增强高孔隙率陶瓷结合剂CBN砂轮制备方法.pdf
一种碳纤维增强高孔隙率陶瓷结合剂CBN砂轮制备方法,步骤为:将CBN磨料、硼玻璃粉、GG17玻璃粉、T400短切碳纤维和石英粉按重量比称量,球磨混合均匀后,再将混合粉料按比例与熔化的石蜡搅拌混合,制备出CBN砂轮成型料浆。将料浆在80℃下注入成型模具中,冷却后脱模获得CBN砂轮坯体。砂轮坯体采用白刚玉埋砂后在氮气气氛下以一定的热处理制度排蜡、烧结,再将将烧结后的砂轮坯体进行外圆、内圆和平面加工,制备出气孔率高于40%,碳纤维均匀分布于砂轮基体中的碳纤维增强高孔隙率陶瓷结合剂CBN砂轮。
一种陶瓷结合剂及其制备方法,砂轮.pdf
本发明涉及一种陶瓷结合剂及其制备方法,砂轮,属于超硬磨具用陶瓷结合剂领域。陶瓷结合剂由以下重量百分比的原料制成:硅酸盐水泥熟料36%~45%,石灰粉15~23%,石膏粉18~26%,粘土12~25%。本发明提供的陶瓷结合剂,使用时与水按适当的比例混合即可,成型速度快,后续无需烧结过程,自然风干或加速烘干即可,避免了传统陶瓷结合剂因烧结过程出现的各种开裂发泡等问题,适用于多种磨料,对磨料的把持力好,具有普适性。

陶瓷结合剂砂轮的制造方法.pdf
本发明公开了一种陶瓷结合剂砂轮的制造方法,包括如下步骤:1)制备陶瓷结合剂;2)取10~12质量份陶瓷结合剂、2~3质量份黄糊精、3~5质量份硅酸钠混合,加入球磨机中进行球磨;球磨机中料球重量比为5:1,球磨时间1小时,出料后过筛得到成型料;3)成型料压制砂轮毛坯,并自然干燥2~3天;4)自然干燥后的砂轮毛坯放入烘房进行干燥,先30~40℃干燥48小时,再40~60℃干燥48小时,再60~70℃干燥48小时,最后自然降温至35~40℃;5)烘房干燥后的砂轮毛坯烧成得陶瓷结合剂砂轮。本发明提供的陶瓷结合剂砂

一种多层陶瓷结合剂砂轮及其制备方法.pdf
本发明涉及陶瓷结合剂砂轮技术领域,具体涉及一种多层陶瓷结合剂砂轮及其制备方法,砂轮整体呈圆环状,砂轮沿轴向为多层结构,每层为一个圆环状的磨料层,各磨料层的磨料粒度沿轴向由砂轮一端至另一端是逐级减小的。使用本发明的砂轮能够提高工件的加工效率,降低加工成本。