
汽车活塞环热处理工艺.pdf

森林****io


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车活塞环热处理工艺.pdf
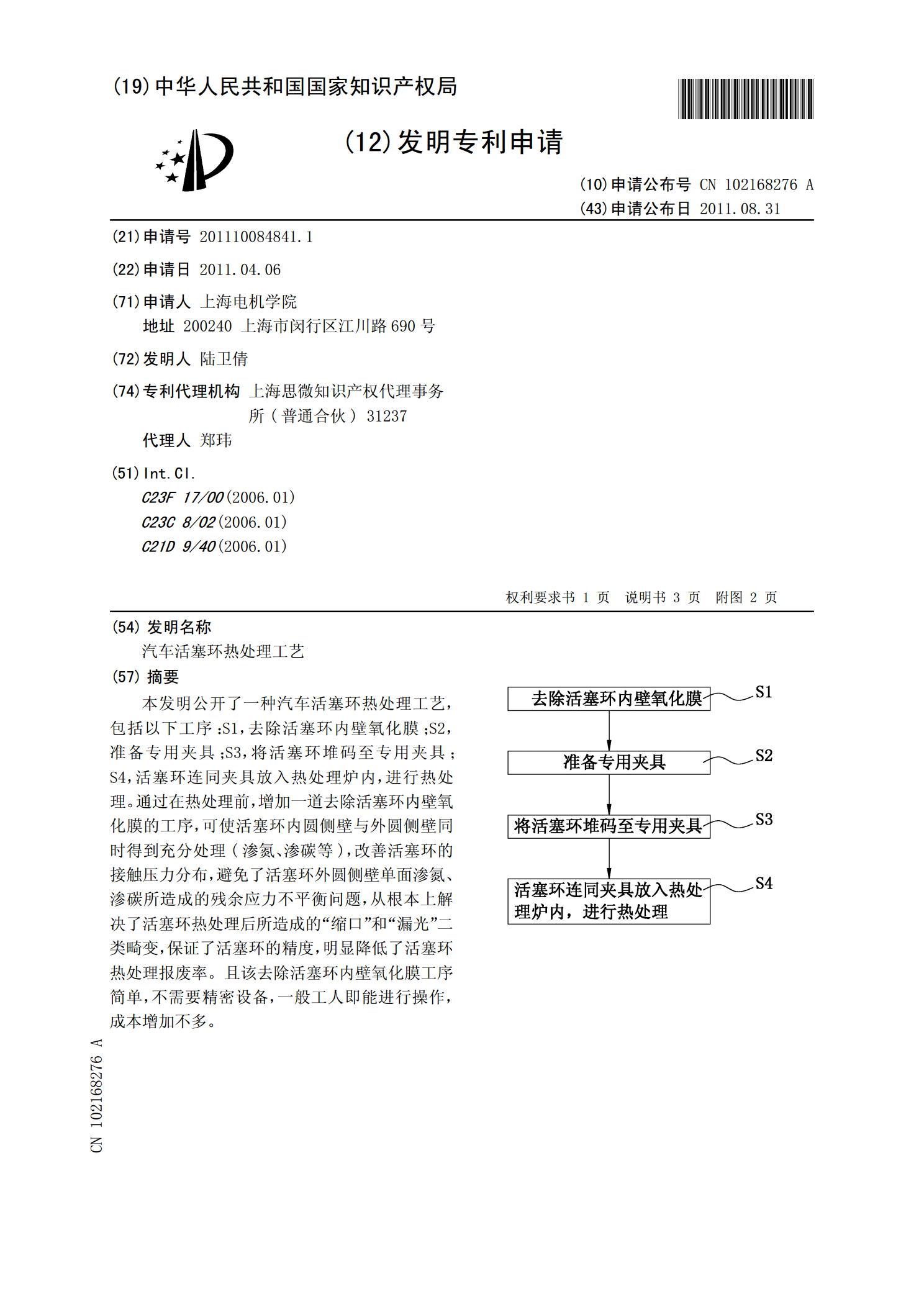
本发明公开了一种汽车活塞环热处理工艺,包括以下工序:S1,去除活塞环内壁氧化膜;S2,准备专用夹具;S3,将活塞环堆码至专用夹具;S4,活塞环连同夹具放入热处理炉内,进行热处理。通过在热处理前,增加一道去除活塞环内壁氧化膜的工序,可使活塞环内圆侧壁与外圆侧壁同时得到充分处理(渗氮、渗碳等),改善活塞环的接触压力分布,避免了活塞环外圆侧壁单面渗氮、渗碳所造成的残余应力不平衡问题,从根本上解决了活塞环热处理后所造成的“缩口”和“漏光”二类畸变,保证了活塞环的精度,明显降低了活塞环热处理报废率。且该去除活塞环内

一种发动机活塞环热处理工艺.pdf
本发明提供了一种发动机活塞环热处理工艺,属于热处理工艺技术领域,该发动机活塞环热处理工艺包括S1:去氧化层;S2:清理;S3:热喷涂;S4:把活塞环安装到热处理炉内;S5:排空气;S6:热处理;S7:冷却。使用时,利用挂架把专用夹具挂设到热处理炉内,关闭热处理炉炉门,利用真空泵把热处理炉内的空气排完,利用充气机构向热处理炉内通入惰性气体,热处理炉加热对活塞环进行加热,加热到相变温度以上,并保温10‑20分钟,把装有活塞环的专用夹具从热处理内取出,并挂在支架上空冷至室温,该发动机活塞环热处理工艺在惰性气体的
汽车半轴热处理工艺.pdf
本发明公开了一种汽车半轴热处理工艺,其特征在于,包括如下步骤,开启加热致电炉设定温度,温度在840℃~860℃→通氯气扫炉约30分钟→通保护气氛→进行保温,保温时间60分→半淬,在油温30~80℃的淬火油中清洗→回火,回火温度在550~650℃→回火保温时间120分钟→冷却→卸料。本发明处理的汽车半轴硬度高,韧性强,疲劳强度大大增加,增强了使用寿命。

汽车齿轮的热处理工艺设计.doc
攀枝花学院学生课程设计(论文)题目:20Cr汽车齿轮旳热处理工艺设计学生姓名:XXX学号:XXX所在院(系):材料工程学院专业:2023级材料成型及控制工程班级:材料成型及控制工程指导教师:XXXX职称:讲师2023年12月28日攀枝花学院教务处制攀枝花学院本科学生课程设计任务书题目20Cr汽车齿轮旳热处理工艺设计1、课程设计旳目旳使学生理解、设计20Cr汽车齿轮旳热处理工艺设计,重要目旳:(1)培养学生综合运用所学旳热处理课程旳知识去处理工程问题旳能力,并使其所学知识得到巩固和发展。(2)学习热处理工艺

合金球墨铸铁活塞环的淬火热处理工艺.docx
合金球墨铸铁活塞环的淬火热处理工艺摘要:合金球墨铸铁活塞环广泛应用于重型机械和汽车引擎等领域。淬火热处理是活塞环生产工艺的关键环节,它能够显著提高活塞环的硬度和耐磨性能,从而延长其使用寿命。本文对合金球墨铸铁活塞环淬火热处理工艺进行了探究,并对相关参数进行了分析和优化,以提高活塞环的性能。关键词:合金球墨铸铁;活塞环;淬火热处理;硬度;耐磨性1.引言合金球墨铸铁作为一种优异的铸造材料,具有良好的耐磨性、强度和冲击性能。活塞环作为内燃机中的一个关键部件,在工作过程中承受着高温和高压的作用,因此需要具有较高的