
一种发动机活塞环热处理工艺.pdf

子璇****君淑

1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种发动机活塞环热处理工艺.pdf
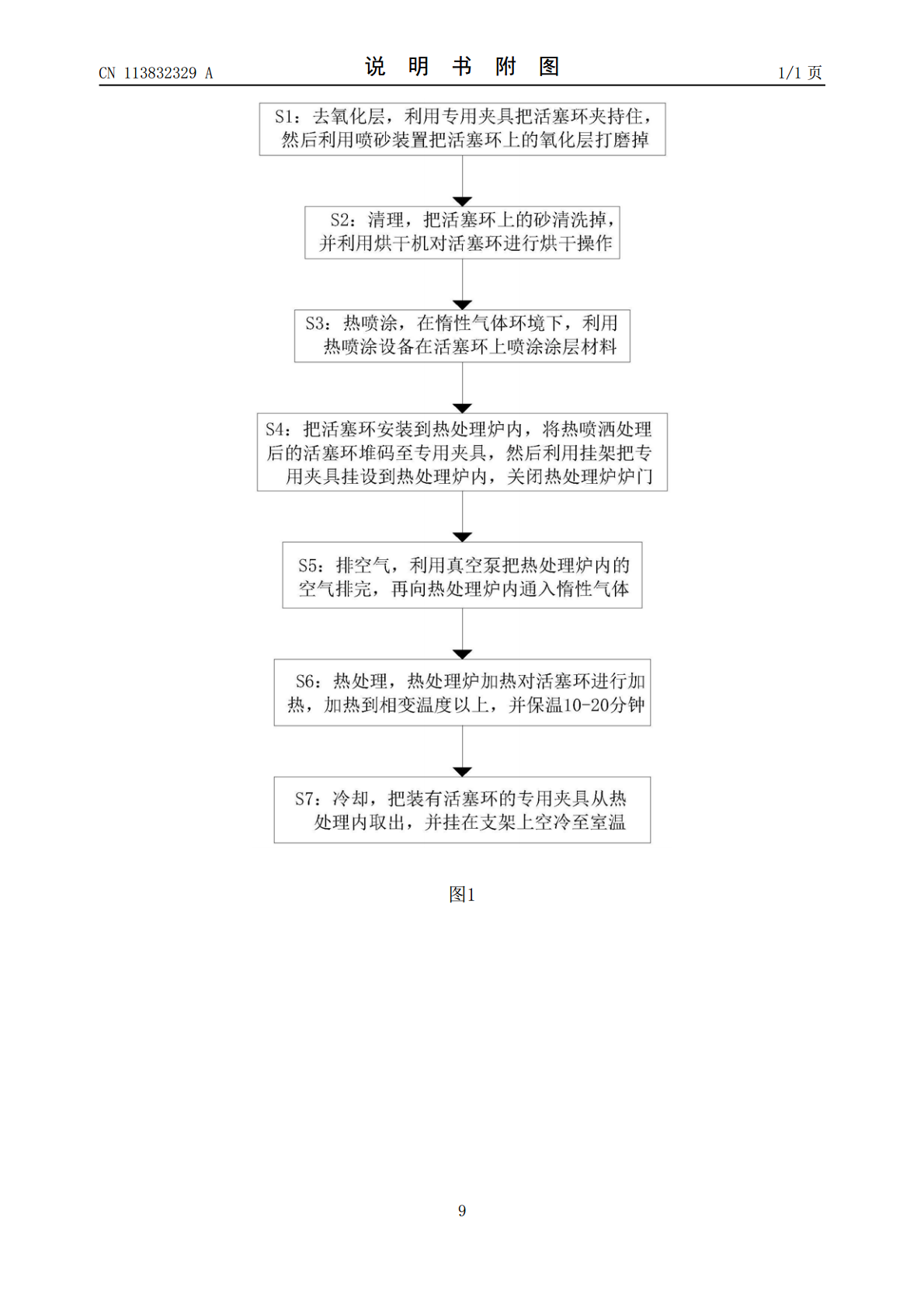
本发明提供了一种发动机活塞环热处理工艺,属于热处理工艺技术领域,该发动机活塞环热处理工艺包括S1:去氧化层;S2:清理;S3:热喷涂;S4:把活塞环安装到热处理炉内;S5:排空气;S6:热处理;S7:冷却。使用时,利用挂架把专用夹具挂设到热处理炉内,关闭热处理炉炉门,利用真空泵把热处理炉内的空气排完,利用充气机构向热处理炉内通入惰性气体,热处理炉加热对活塞环进行加热,加热到相变温度以上,并保温10‑20分钟,把装有活塞环的专用夹具从热处理内取出,并挂在支架上空冷至室温,该发动机活塞环热处理工艺在惰性气体的
汽车活塞环热处理工艺.pdf
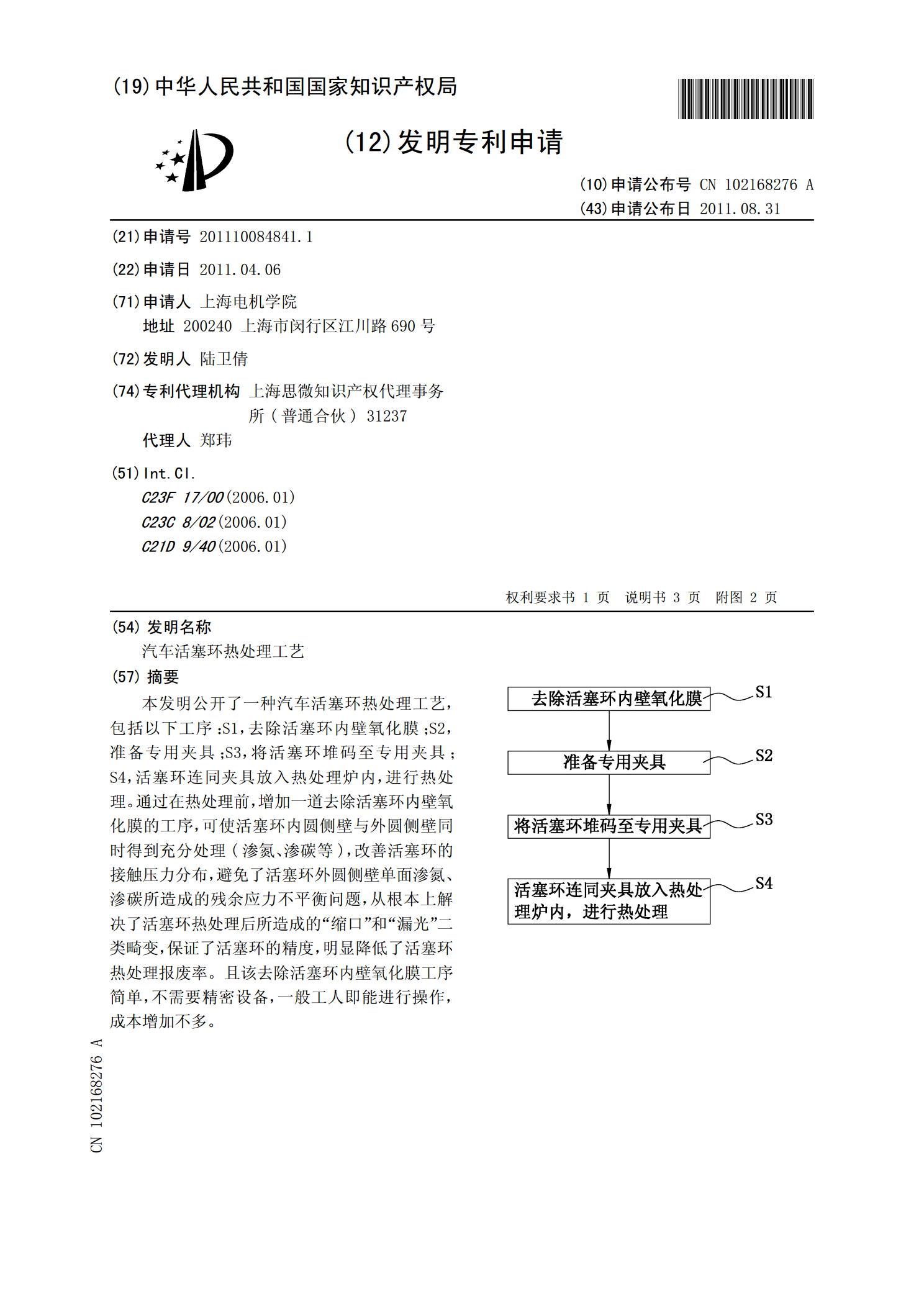
本发明公开了一种汽车活塞环热处理工艺,包括以下工序:S1,去除活塞环内壁氧化膜;S2,准备专用夹具;S3,将活塞环堆码至专用夹具;S4,活塞环连同夹具放入热处理炉内,进行热处理。通过在热处理前,增加一道去除活塞环内壁氧化膜的工序,可使活塞环内圆侧壁与外圆侧壁同时得到充分处理(渗氮、渗碳等),改善活塞环的接触压力分布,避免了活塞环外圆侧壁单面渗氮、渗碳所造成的残余应力不平衡问题,从根本上解决了活塞环热处理后所造成的“缩口”和“漏光”二类畸变,保证了活塞环的精度,明显降低了活塞环热处理报废率。且该去除活塞环内

一种装裁机发动机活塞环的热处理方法.pdf
本发明公开了一种装裁机发动机活塞环的热处理方法,所述的装裁机发动机活塞环其成分的重量百分比为C2.9~3.3%、Si2.0~2.4%、Mn0.7~1.0%、P0.35~0.6%、Cr0.4~0.6%、Mo0.6~0.8%、S≤0.10%,余量为Fe。所述的方法包括配料、预热、熔炼、炉前快速分析、终脱氧、球墨处理和孕育处理、浇注、珠光体化处理。该方法熔炼工艺简单,通过控制铸铁中碳、硅、铬、钼的加入量和球化处理以及珠光体化处理,铸造出髙性能减磨球墨铸铁,特别适合铸造装裁机发动机活塞环。
一种发动机护罩热处理工艺.pdf
本发明公开了一种发动机护罩热处理工艺,包括以下步骤:1)正火;将铸造成型后的发动机护罩进行二次正火处理;2)高温回火:将正火处理后的护罩入炉340~380℃保温6‑8h,高温回火升温至670~730℃,保温8‑10h后逐渐冷却至温度低于120℃,出炉;3)淬火:将护罩升温至680~720℃,保温2‑3h后,升温至淬火温度820~880℃,保温4‑5h,然后水冷至室温;4)退火:最后再将护罩升温至380~420℃,保温8‑10h后,升温至退火温度660~720℃,保温10‑12h,空冷至室温即可。该种热处理
一种发动机护罩热处理工艺.pdf
本发明公开了一种发动机护罩热处理工艺,包括以下步骤:1)正火;将铸造成型后的发动机护罩进行二次正火处理;2)高温回火:将正火处理后的护罩入炉340~380℃保温6‑8h,高温回火升温至670~730℃,保温8‑10h后逐渐冷却至温度低于120℃,出炉;3)淬火:将护罩升温至680~720℃,保温2‑3h后,升温至淬火温度820~880℃,保温4‑5h,然后水冷至室温;4)退火:最后再将护罩升温至380~420℃,保温8‑10h后,升温至退火温度660~720℃,保温10‑12h,空冷至室温即可。该种热处理