
一种应用于大型马氏体不锈钢铸件的高温打箱工艺.pdf

甲申****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种应用于大型马氏体不锈钢铸件的高温打箱工艺.pdf
本发明涉及马氏体铸件铸造工艺领域,特别是一种应用于大型马氏体不锈钢铸件的高温打箱工艺。该工艺的具体步骤是:1)选取铸件中冷却速度最快区域温度降至高于材料马氏体相变开始点50~100℃时刻为合理打箱时间点;2)铸件打箱后要采取装炉随炉冷却或覆盖保温材料等方法控制铸件各部分冷却速度和其在砂箱中冷却速度基本相当。本发明通过合理选择打箱温度控制点和优化控制打箱后铸件的冷却条件实现减少铸件占用砂箱时间,提高生产效率的同时,保证铸件内应力控制在合理的水平,不出现应力过大,开裂等现象。本发明可以解决现有技术中存在的铸件
一种大型马氏体不锈钢铸件的快速清理方法.pdf
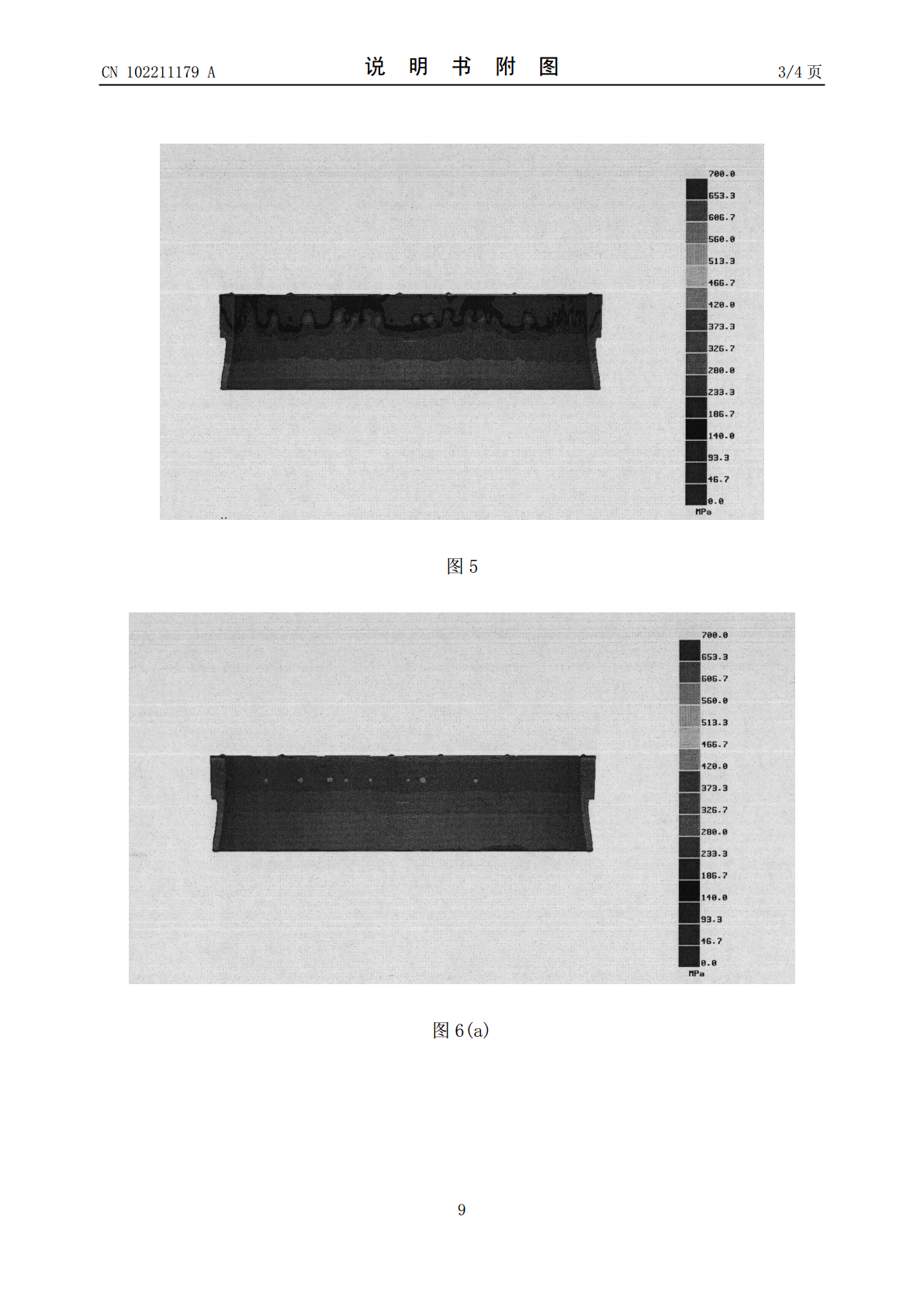
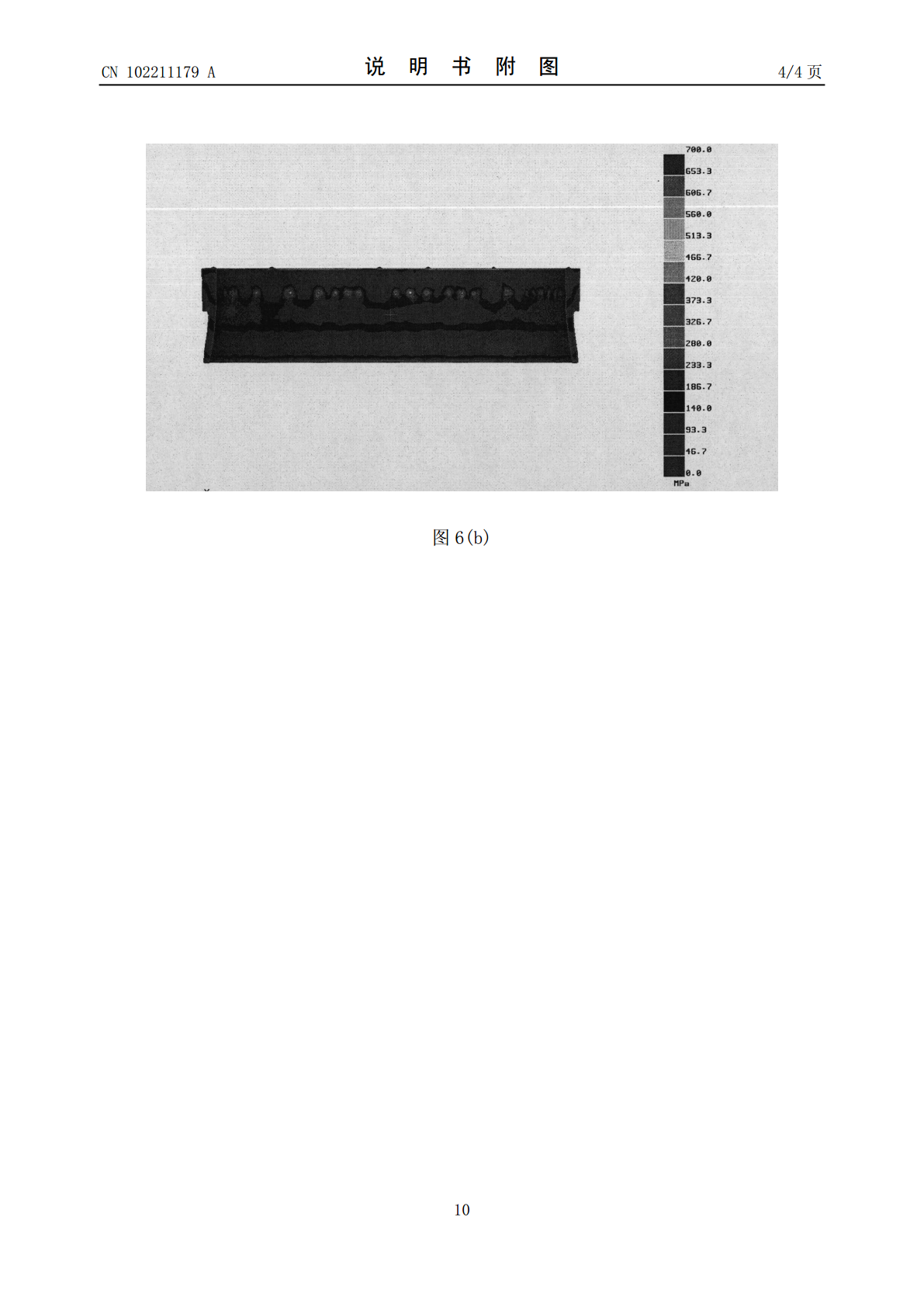
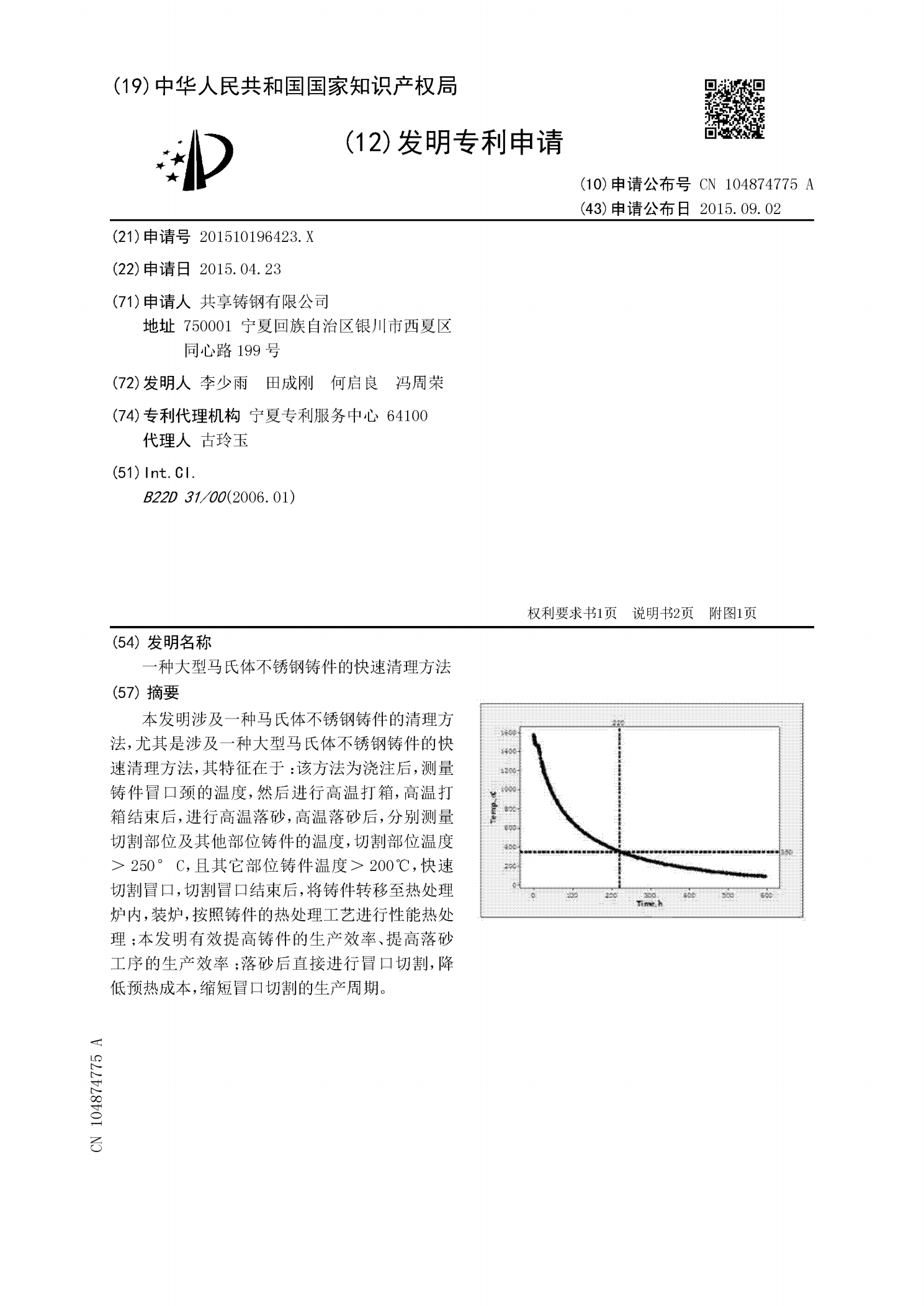
本发明涉及一种马氏体不锈钢铸件的清理方法,尤其是涉及一种大型马氏体不锈钢铸件的快速清理方法,其特征在于:该方法为浇注后,测量铸件冒口颈的温度,然后进行高温打箱,高温打箱结束后,进行高温落砂,高温落砂后,分别测量切割部位及其他部位铸件的温度,切割部位温度>250°C,且其它部位铸件温度>200℃,快速切割冒口,切割冒口结束后,将铸件转移至热处理炉内,装炉,按照铸件的热处理工艺进行性能热处理;本发明有效提高铸件的生产效率、提高落砂工序的生产效率;落砂后直接进行冒口切割,降低预热成本,缩短冒口切割的生产周期。
一种大型贝氏体铸钢件的高温打箱工艺方法.pdf
本发明涉及一种铸钢件的高温打箱工艺方法,尤其是涉及一种大型贝氏体铸钢件的高温打箱工艺方法,该方法为确定高温打箱温度、高温打箱前的温度监控、预热炉的温度控制、高温打箱和高温打箱后的保温;本发明工艺方法独特、铸件热处理后力学性能完全符合标准要求、能缩短铸件生产周期、提高工作效率。
马氏体不锈钢冶炼工艺.pdf
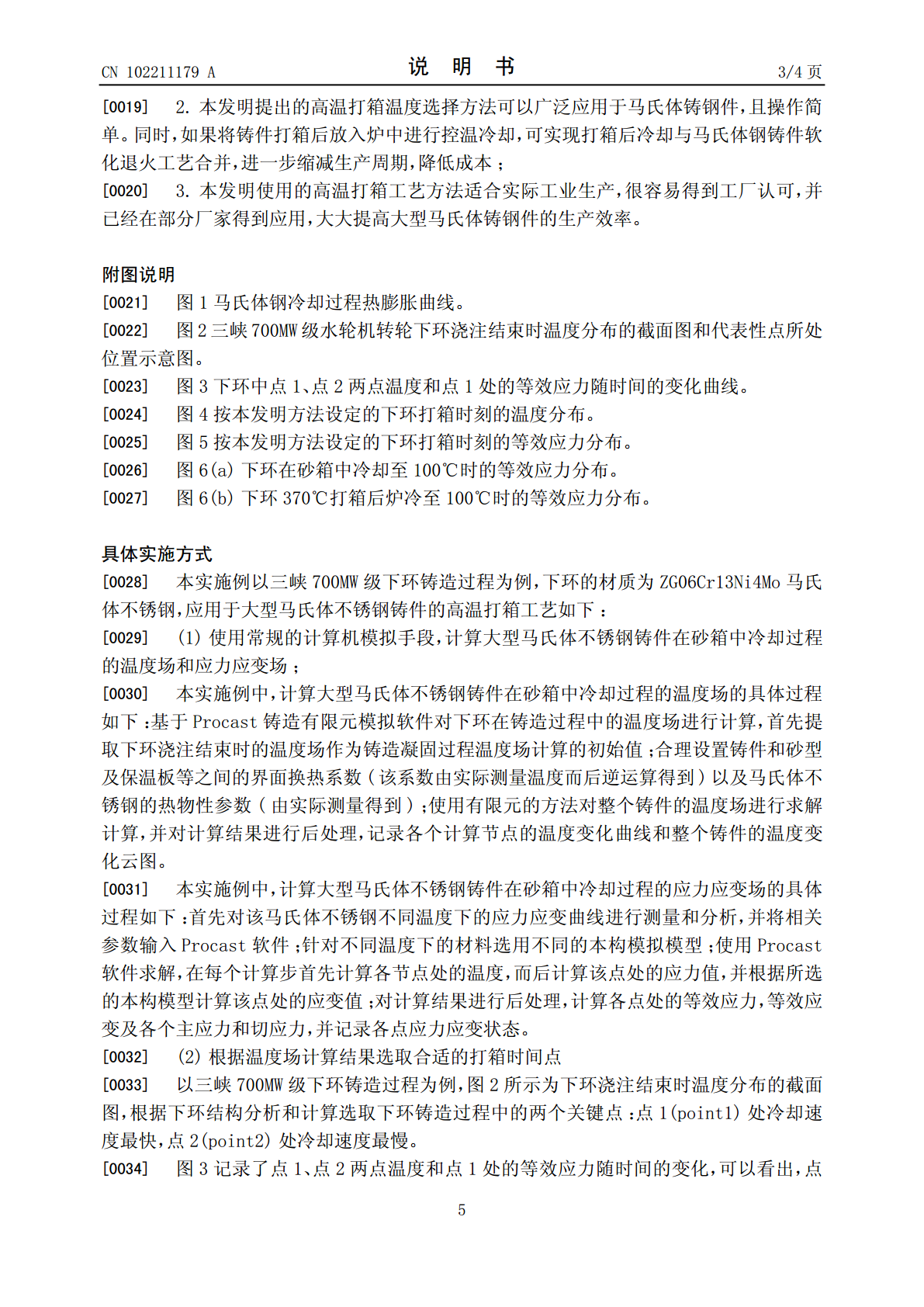
一种马氏体不锈钢冶炼工艺,其特征是该工艺为非VOD冶炼,减少了VOD或AOD过程和之后的不稳定氧化物的再还原过程,通过继续造渣脱去氧化产物,使钢包长时间在高温状态下,加快了钢包的侵蚀损耗;在最终成分上减少了C和P的含量;其原料组分含量百分比如下:C:0.09%-0.12%,Cr:8%-9.5%、Mo:0.85%-1.05%,N:0.030%-0.060%,P≤0.02%、余量为Fe。冶炼工艺步骤如下:A:EAF粗炼、B:LF精炼、C:VD精炼、D:加入氮化铬、E:出炉;获得马氏体不锈钢产品。本发明缩短了冶
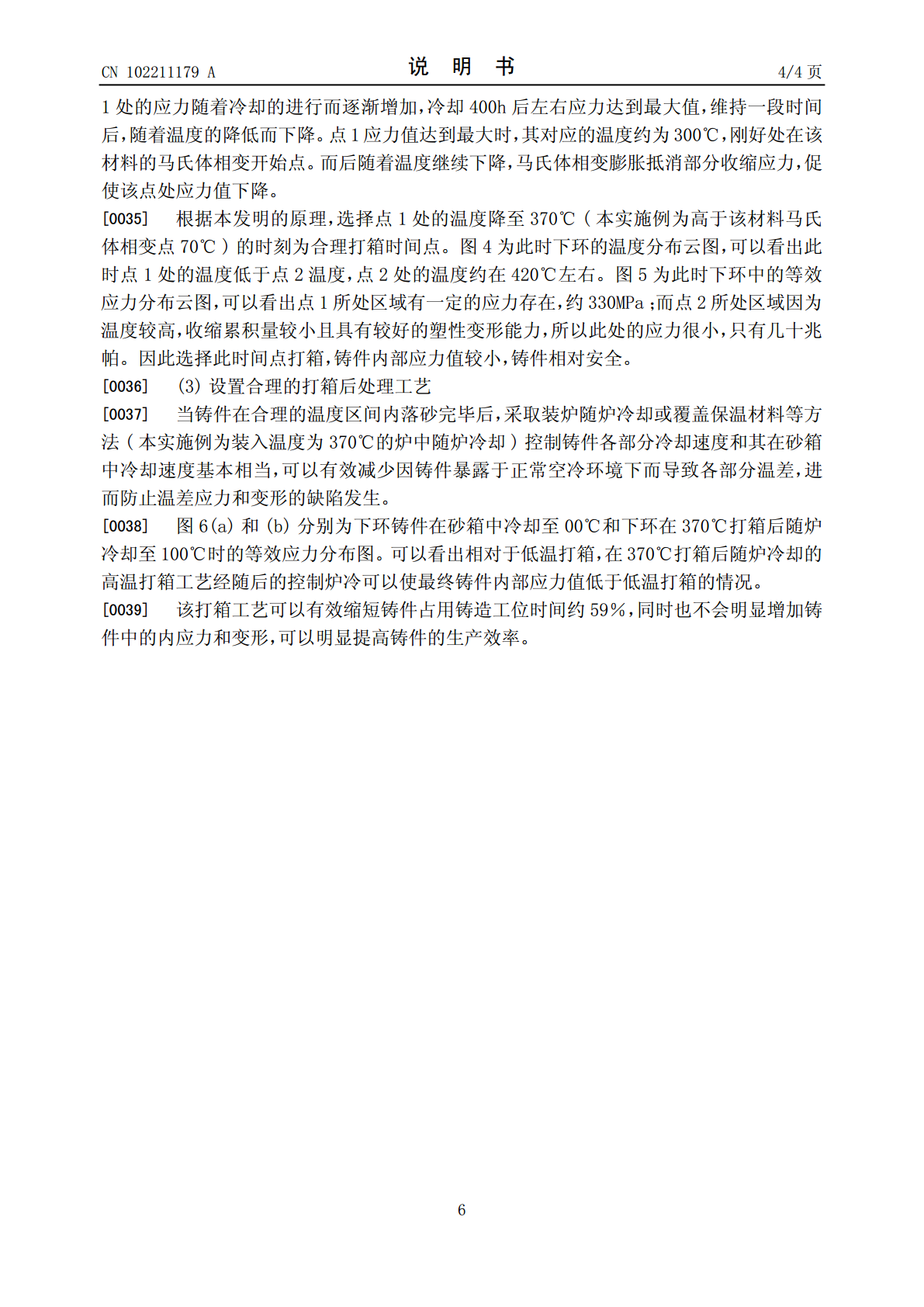
一种马氏体不锈钢及冶炼工艺.pdf
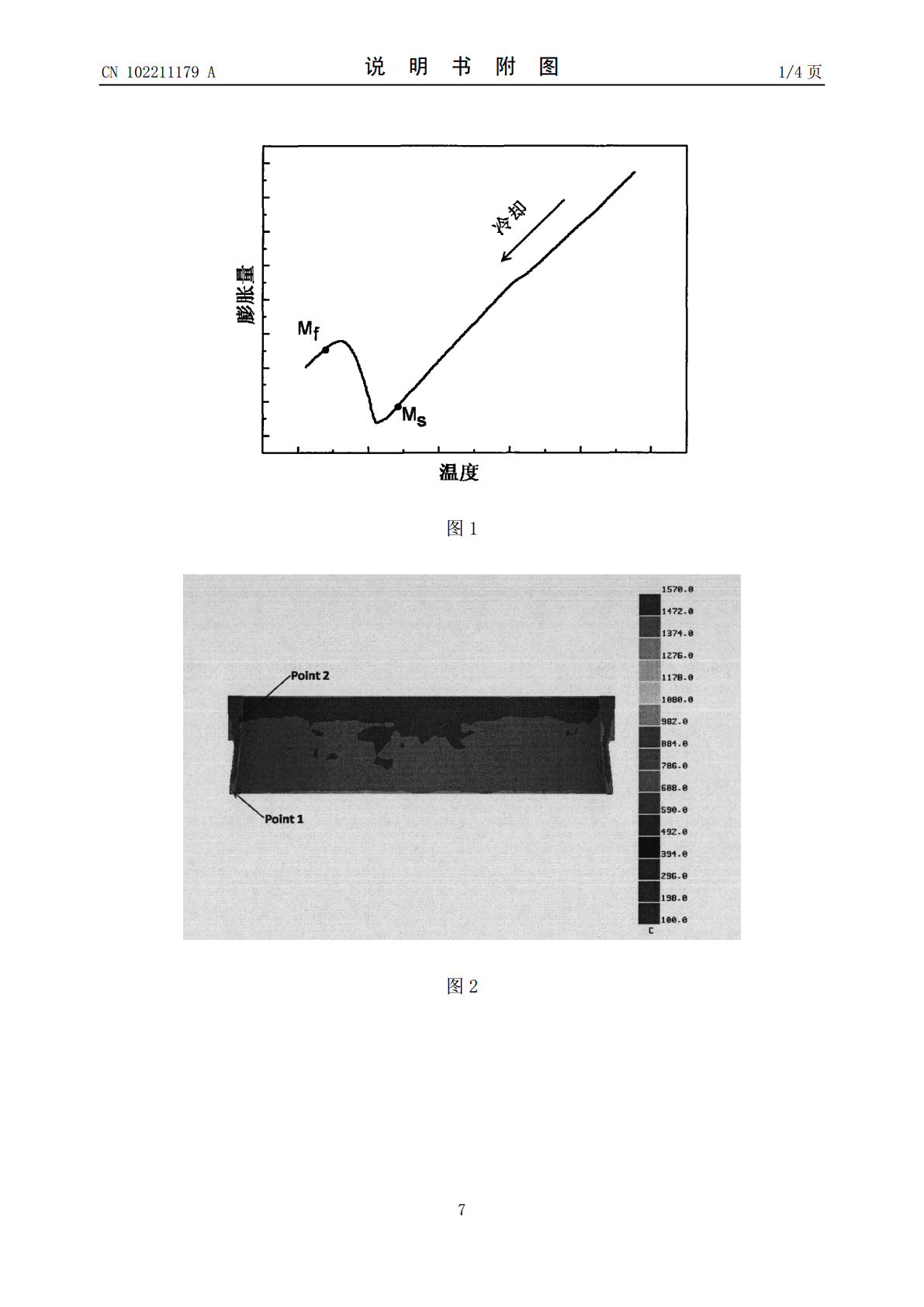
本发明公开了一种马氏体不锈钢及冶炼工艺,其成分质量比为:碳C:0.08~0.15、硅Si:0.30~0.55、锰Mn:0.40~1.00、铬Cr:11.50~13.50、磷P≤0.030、硫S≤0.010、氮N:0.020~0.030,余量为铁和残余元素;采用铁水三脱工艺+不锈钢氩氧精炼炉+LF冶炼工序。该工艺,由于通过增加氮元素含量代替Ni、Mo等贵重元素,不仅满足同类钢种的耐腐蚀性能和力学性能,同时降低生产成本,提高经济效益;由于铁水进行脱磷后直接进入不锈钢精炼炉进行冶炼,所以降低了不锈钢精炼过程中控