
一种大型贝氏体铸钢件的高温打箱工艺方法.pdf

宏硕****mo

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型贝氏体铸钢件的高温打箱工艺方法.pdf
本发明涉及一种铸钢件的高温打箱工艺方法,尤其是涉及一种大型贝氏体铸钢件的高温打箱工艺方法,该方法为确定高温打箱温度、高温打箱前的温度监控、预热炉的温度控制、高温打箱和高温打箱后的保温;本发明工艺方法独特、铸件热处理后力学性能完全符合标准要求、能缩短铸件生产周期、提高工作效率。
一种结构复杂大型铸钢件高温打箱缓冷装置.pdf
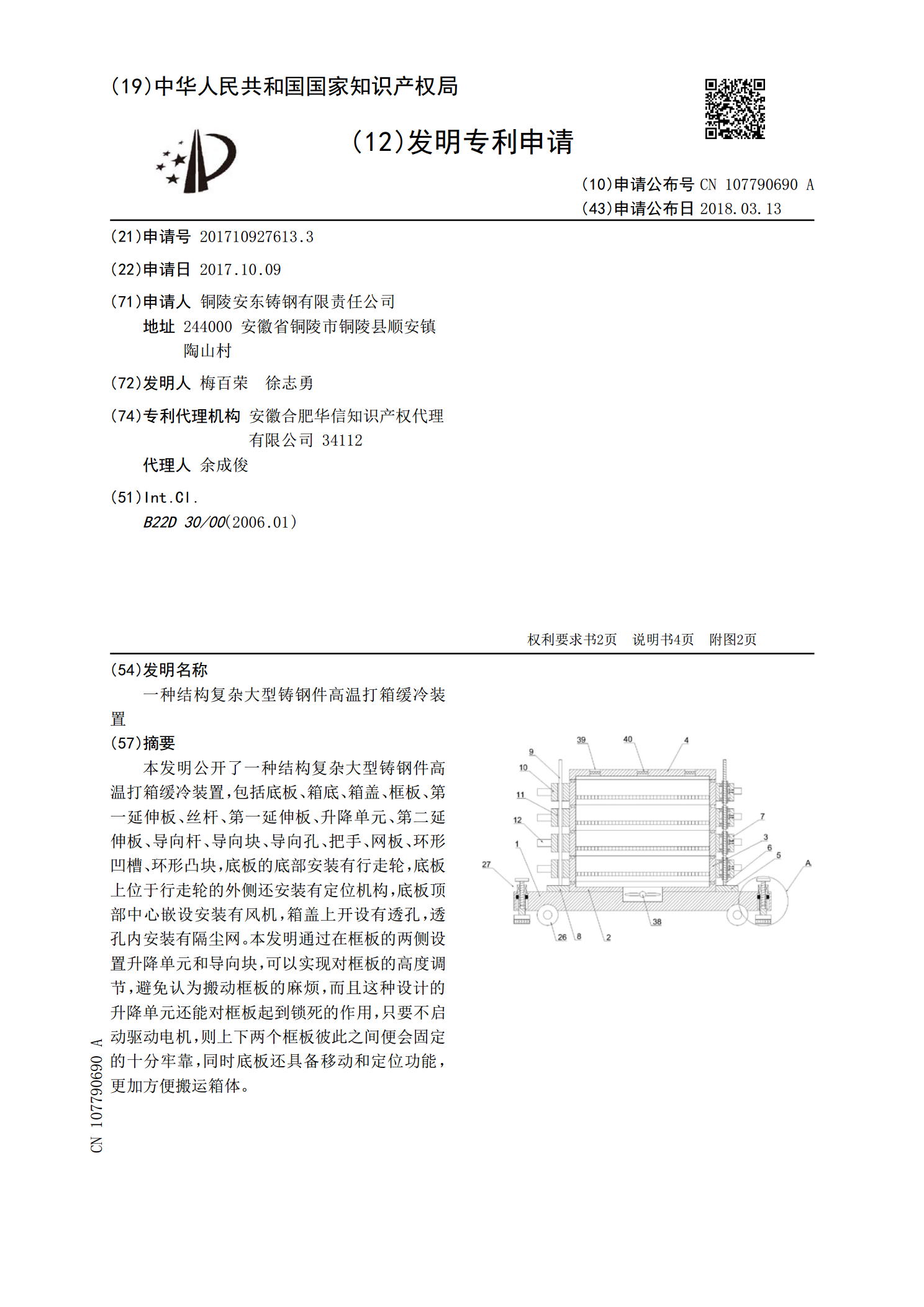
本发明公开了一种结构复杂大型铸钢件高温打箱缓冷装置,包括底板、箱底、箱盖、框板、第一延伸板、丝杆、第一延伸板、升降单元、第二延伸板、导向杆、导向块、导向孔、把手、网板、环形凹槽、环形凸块,底板的底部安装有行走轮,底板上位于行走轮的外侧还安装有定位机构,底板顶部中心嵌设安装有风机,箱盖上开设有透孔,透孔内安装有隔尘网。本发明通过在框板的两侧设置升降单元和导向块,可以实现对框板的高度调节,避免认为搬动框板的麻烦,而且这种设计的升降单元还能对框板起到锁死的作用,只要不启动驱动电机,则上下两个框板彼此之间便会固定

一种应用于大型马氏体不锈钢铸件的高温打箱工艺.pdf
本发明涉及马氏体铸件铸造工艺领域,特别是一种应用于大型马氏体不锈钢铸件的高温打箱工艺。该工艺的具体步骤是:1)选取铸件中冷却速度最快区域温度降至高于材料马氏体相变开始点50~100℃时刻为合理打箱时间点;2)铸件打箱后要采取装炉随炉冷却或覆盖保温材料等方法控制铸件各部分冷却速度和其在砂箱中冷却速度基本相当。本发明通过合理选择打箱温度控制点和优化控制打箱后铸件的冷却条件实现减少铸件占用砂箱时间,提高生产效率的同时,保证铸件内应力控制在合理的水平,不出现应力过大,开裂等现象。本发明可以解决现有技术中存在的铸件
一种贝氏体钢轨及生产方法.pdf
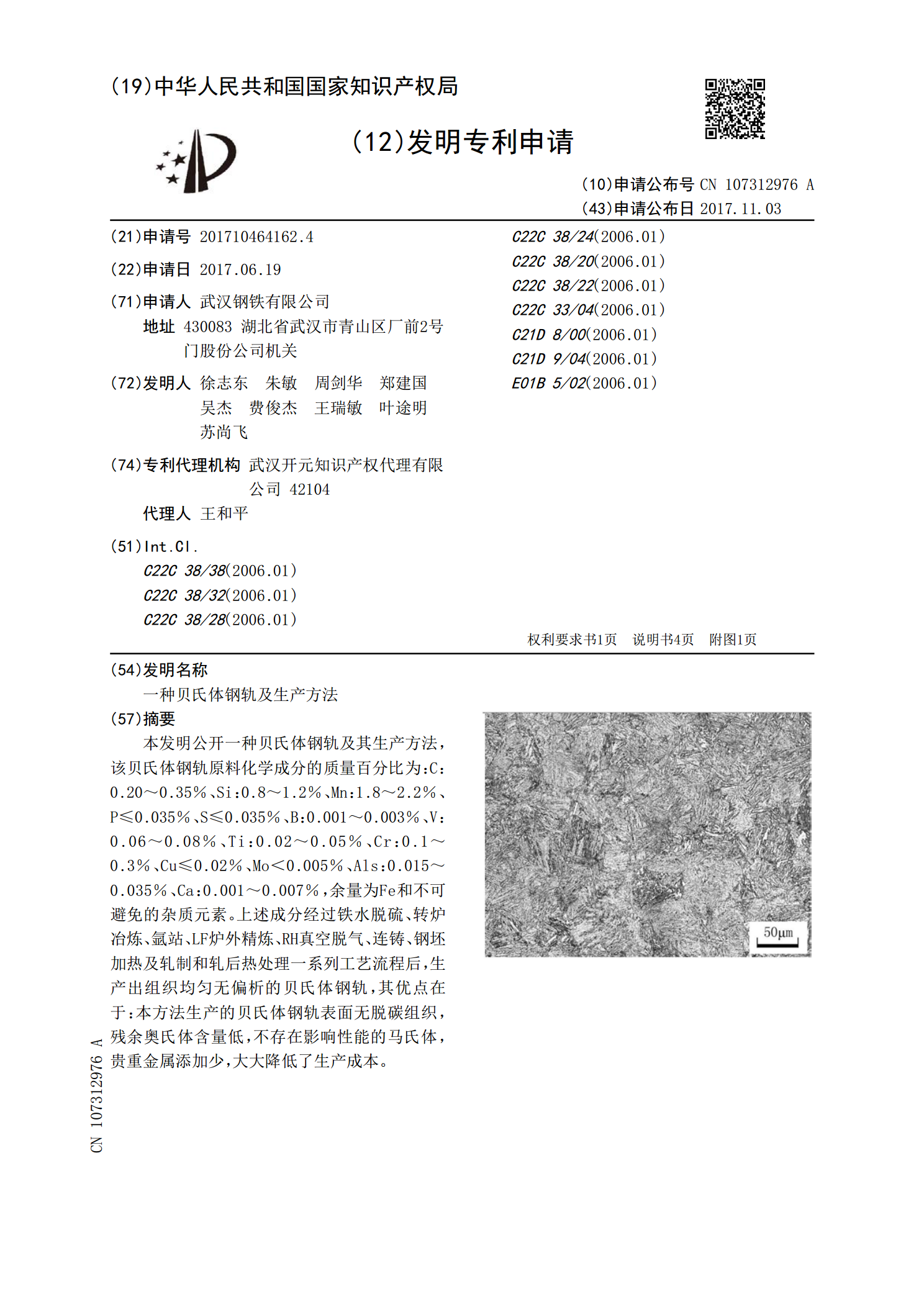
本发明公开一种贝氏体钢轨及其生产方法,该贝氏体钢轨原料化学成分的质量百分比为:C:0.20~0.35%、Si:0.8~1.2%、Mn:1.8~2.2%、P≤0.035%、S≤0.035%、B:0.001~0.003%、V:0.06~0.08%、Ti:0.02~0.05%、Cr:0.1~0.3%、Cu≤0.02%、Mo<0.005%、Als:0.015~0.035%、Ca:0.001~0.007%,余量为Fe和不可避免的杂质元素。上述成分经过铁水脱硫、转炉冶炼、氩站、LF炉外精炼、RH真空脱气、连铸、钢坯加
一种贝氏体耐磨铸钢的制备方法.pdf
本发明公开了一种贝氏体耐磨铸钢的制备方法,包括以下步骤:采用废钢、(锰、硅、钼、铬、钛、钒)铁、稀土、RE作为熔炼用原材料,按以下重量百分比的化学组成:C为0.2-0.6%;S为0.7-2.5%;Mn为0.3-3.0%;Mo为0.1-1.5%;Cr为0.2-3.0%;Ti≤0.5%;V≤0.5%;RE≤0.5%;S、P≤0.06%,其余为Fe进行配料;将废钢、(锰、硅、钼、铬铁)等全部熔清后,脱氧处理,再将钢液冲入同时放置钛铁、钒铁、稀土、RE的浇包;在浇注温度为1500~1550℃条件下进行浇注成形;将