
钼合金与铜合金的低温扩散焊接方法.pdf

玉军****la


1/9

2/9

3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钼合金与铜合金的低温扩散焊接方法.pdf
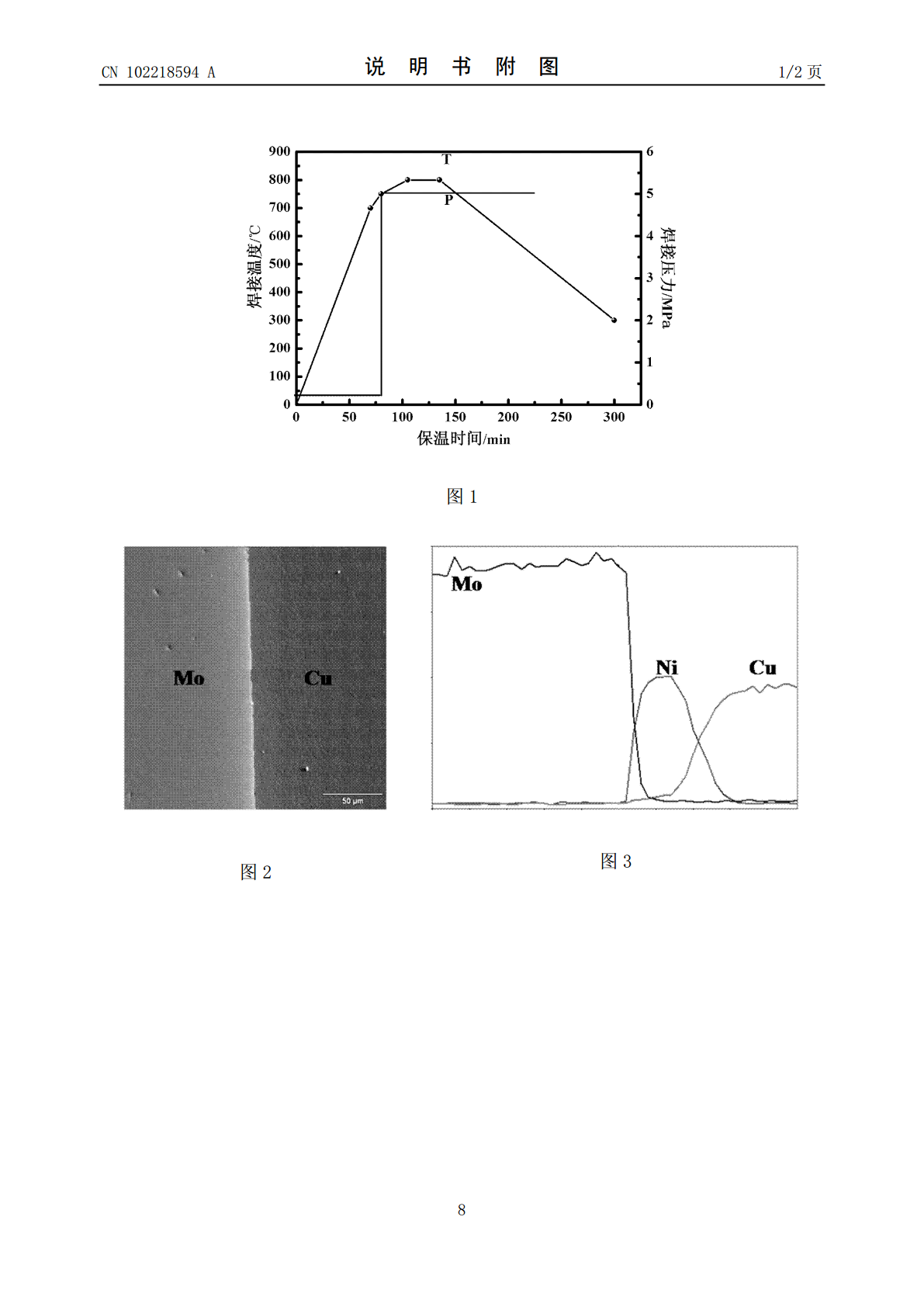
本发明是一种钼合金与铜合金的低温扩散焊接方法,该方法包括如下步骤:(1)工件表面清理步骤:将钼合金片、铜合金片加工到规定尺寸,除去它们待焊面的氧化层;(2)工件组装步骤:将中间层-镍箔置于钼合金片与铜合金片之间,在模具上压头和下压头上分别喷涂一层阻焊层,构造被焊接工件;(3)工件装卡入炉焊接步骤:将被焊接工件放入真空扩散焊接炉内,加热、保温,当保温开始前对被焊接工件施加轴向压力,保温结束后卸除压力。本发明能够实现钼合金与铜合金的高质量焊接,适合不同种类的钼合金和铜合金之间的可靠焊接,特别适用于钼合金薄板与
基于脉冲电流加热的钼铜合金热沉超声辅助扩散连接制造方法及扩散焊接装置.pdf
本发明提供一种基于脉冲电流加热的钼铜合金热沉超声辅助扩散连接制造方法及扩散焊接装置,步骤如下:对钼铜合金以及铜的待焊面进行清洁并干燥;将铜片置于脉冲电流等离子扩散焊炉下电极块上表面上,钼铜合金片置于铜片上;利用脉冲电流等离子扩散焊炉的上下压头对材料施加预压力;抽真空至扩散焊炉内气压低于预定值,启动脉冲电流发生器,加热至扩散焊接温度;对板材施加预定轴向压力并焊接;关闭超声波发生器,对板材施加轴向脉冲压力;焊接结束后,关闭脉冲电流发生器,卸除轴向压力。在超声辅助焊接后采用脉冲加压焊接可以避免板材晶粒的异常长大

镁合金与铝合金的低温扩散焊接方法.pdf
本发明是一种镁合金与铝合金的低温扩散焊接方法,该方法包括如下步骤:(1)工件表面清理步骤:将镁合金片、铝合金片加工到规定尺寸,除去它们待焊面的氧化层;(2)工件组装步骤:将中间层——锡锌合金箔置于铝合金片与镁合金片之间,上下各置一层阻焊层,构造被焊接工件;(3)工件装卡入炉焊接步骤:将被焊接工件放入真空扩散焊接炉内,加热、保温,当保温开始时对被焊接工件施加轴向压力,保温结束后卸除压力。本发明能够克服现有技术无法实现Mg合金与Al合金的高质量焊接,适合不同种类的镁合金和铝合金之间的可靠焊接,特别适用于镁合金

钨合金与钽合金的低温扩散焊接方法.pdf
本发明涉及一种钨合金与钽合金的低温扩散焊接方法,该方法步骤包括:(1)工件表面清理步骤:将钨合金、钽合金加工到规定尺寸,除去它们和中间层-镍箔待焊面的氧化层;(2)工件组装步骤:将中间层-镍箔置于钨合金与钽合金之间,构造被焊接工件;(3)真空扩散焊接步骤:将被焊接工件放入真空扩散焊接炉内,加热、保温,当保温开始时对被焊接工件施加轴向压力,保温结束后卸除压力并随炉冷却。本发明能够克服现有焊接技术无法在低温下实现钨合金与钽合金的高质量扩散焊接的问题,特别适合钨合金和钽合金之间在低温下可靠且精密的扩散焊接,所制
一种铜合金微通道换热器扩散焊接卡具与方法.pdf
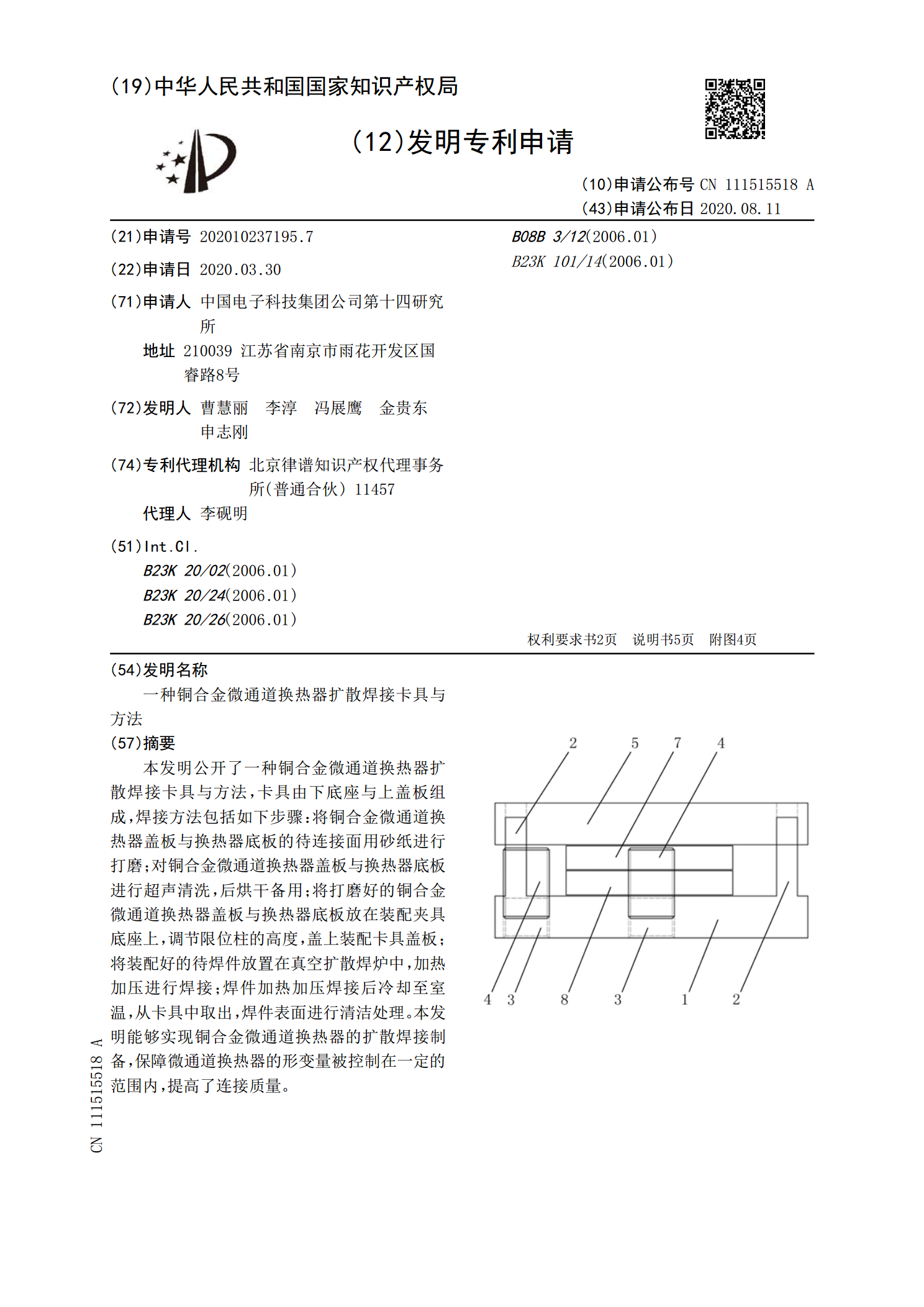
本发明公开了一种铜合金微通道换热器扩散焊接卡具与方法,卡具由下底座与上盖板组成,焊接方法包括如下步骤:将铜合金微通道换热器盖板与换热器底板的待连接面用砂纸进行打磨;对铜合金微通道换热器盖板与换热器底板进行超声清洗,后烘干备用;将打磨好的铜合金微通道换热器盖板与换热器底板放在装配夹具底座上,调节限位柱的高度,盖上装配卡具盖板;将装配好的待焊件放置在真空扩散焊炉中,加热加压进行焊接;焊件加热加压焊接后冷却至室温,从卡具中取出,焊件表面进行清洁处理。本发明能够实现铜合金微通道换热器的扩散焊接制备,保障微通道换热