
基于脉冲电流加热的钼铜合金热沉超声辅助扩散连接制造方法及扩散焊接装置.pdf

飞舟****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
基于脉冲电流加热的钼铜合金热沉超声辅助扩散连接制造方法及扩散焊接装置.pdf
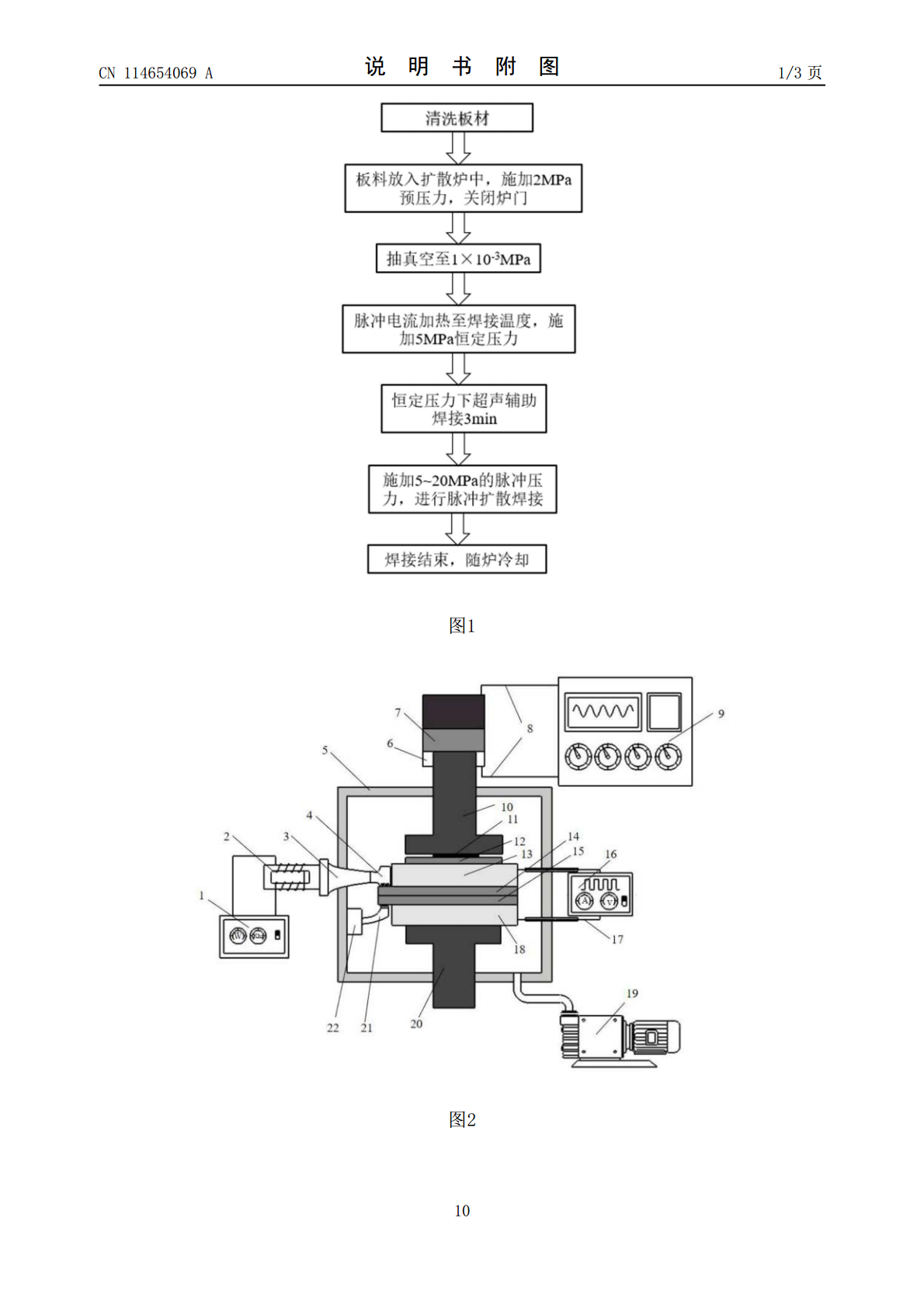
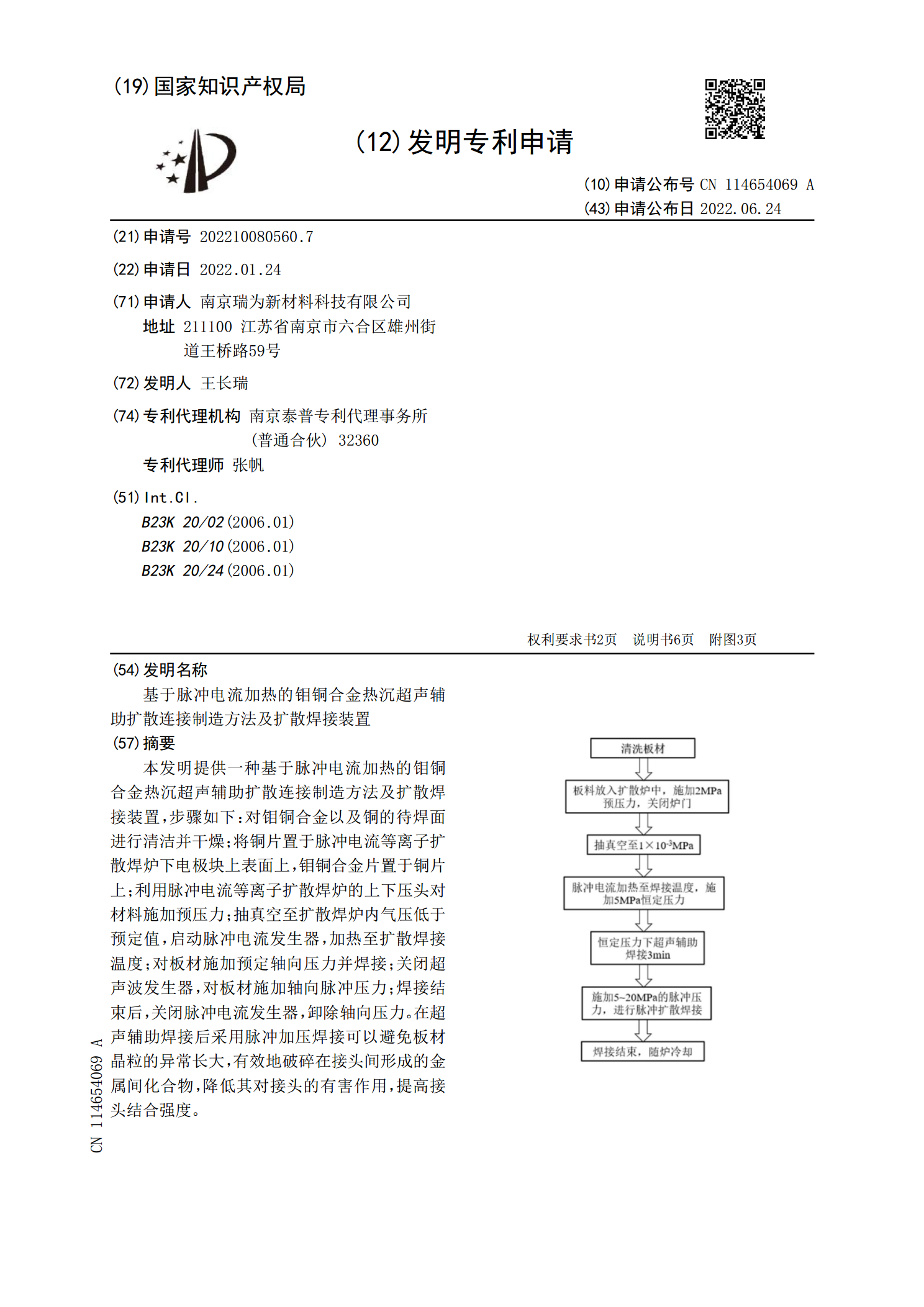
本发明提供一种基于脉冲电流加热的钼铜合金热沉超声辅助扩散连接制造方法及扩散焊接装置,步骤如下:对钼铜合金以及铜的待焊面进行清洁并干燥;将铜片置于脉冲电流等离子扩散焊炉下电极块上表面上,钼铜合金片置于铜片上;利用脉冲电流等离子扩散焊炉的上下压头对材料施加预压力;抽真空至扩散焊炉内气压低于预定值,启动脉冲电流发生器,加热至扩散焊接温度;对板材施加预定轴向压力并焊接;关闭超声波发生器,对板材施加轴向脉冲压力;焊接结束后,关闭脉冲电流发生器,卸除轴向压力。在超声辅助焊接后采用脉冲加压焊接可以避免板材晶粒的异常长大

钼合金与铜合金的低温扩散焊接方法.pdf
本发明是一种钼合金与铜合金的低温扩散焊接方法,该方法包括如下步骤:(1)工件表面清理步骤:将钼合金片、铜合金片加工到规定尺寸,除去它们待焊面的氧化层;(2)工件组装步骤:将中间层-镍箔置于钼合金片与铜合金片之间,在模具上压头和下压头上分别喷涂一层阻焊层,构造被焊接工件;(3)工件装卡入炉焊接步骤:将被焊接工件放入真空扩散焊接炉内,加热、保温,当保温开始前对被焊接工件施加轴向压力,保温结束后卸除压力。本发明能够实现钼合金与铜合金的高质量焊接,适合不同种类的钼合金和铜合金之间的可靠焊接,特别适用于钼合金薄板与
一种钕铁硼磁体超声辅助的晶界扩散方法及扩散装置.pdf
本发明是一种钕铁硼磁体超声辅助的晶界扩散方法,包括:步骤1:将钕铁硼磁体打磨干净,并在其表面涂敷或溅射沉积一层富含重稀土元素的扩散源;步骤2:将步骤1处理后的磁体放入扩散装置的炉体中,抽真空,然后升温;步骤:3:待温度升高到目标温度后保温并开启扩散装置的超声装置,在超声辅助下进行晶界扩散,等待扩散结束,关闭超声装置,冷却到室温;步骤4:将步骤3扩散处理后的磁体进一步加热到回火温度,进行回火处理,扩散装置包括炉体、超声发生装置和真空系统。本发明可以有效克服烧结钕铁硼磁体晶界扩散深度浅和矫顽力分布均匀性差的技
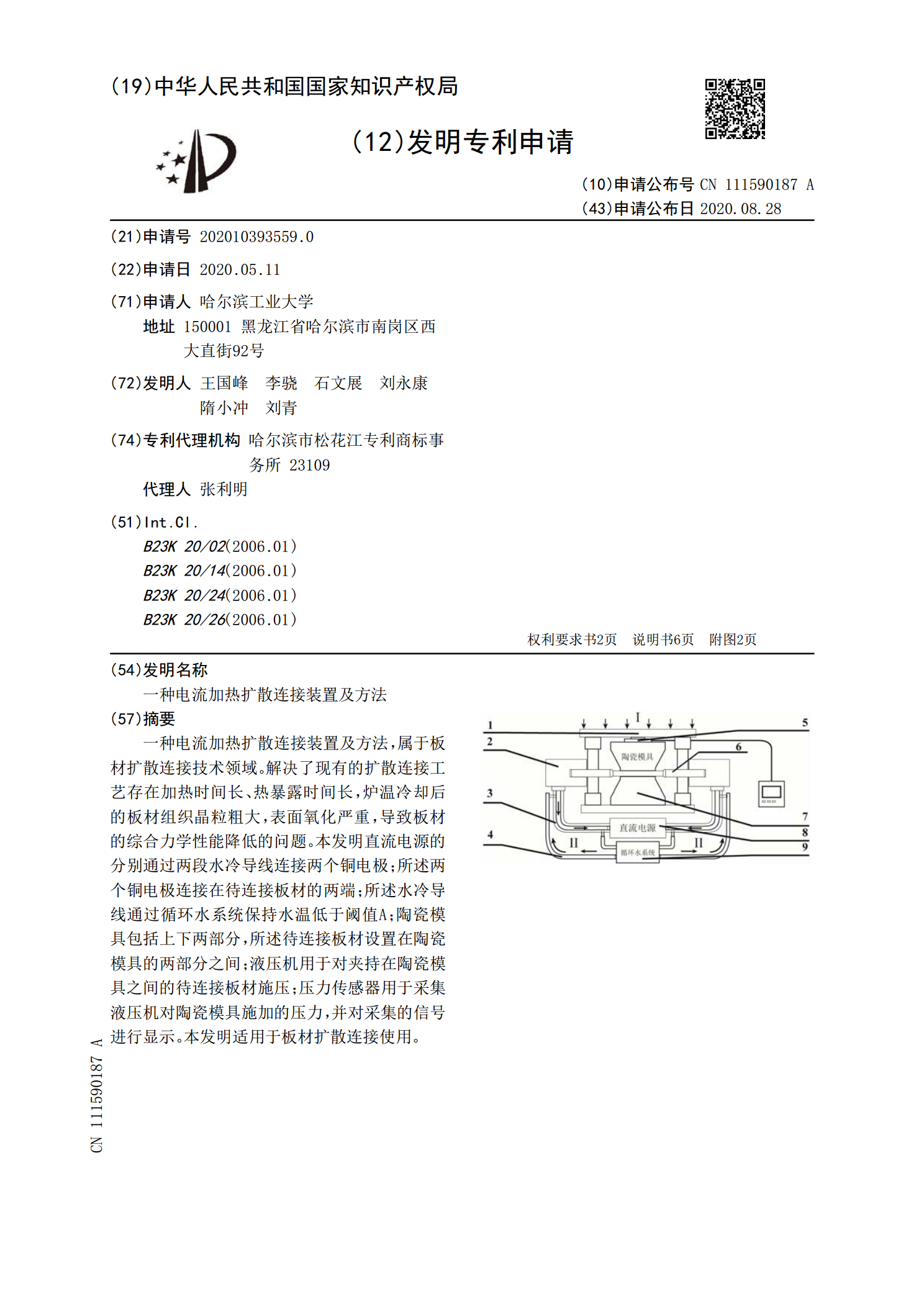
一种电流加热扩散连接装置及方法.pdf
一种电流加热扩散连接装置及方法,属于板材扩散连接技术领域。解决了现有的扩散连接工艺存在加热时间长、热暴露时间长,炉温冷却后的板材组织晶粒粗大,表面氧化严重,导致板材的综合力学性能降低的问题。本发明直流电源的分别通过两段水冷导线连接两个铜电极;所述两个铜电极连接在待连接板材的两端;所述水冷导线通过循环水系统保持水温低于阈值A;陶瓷模具包括上下两部分,所述待连接板材设置在陶瓷模具的两部分之间;液压机用于对夹持在陶瓷模具之间的待连接板材施压;压力传感器用于采集液压机对陶瓷模具施加的压力,并对采集的信号进行显示。
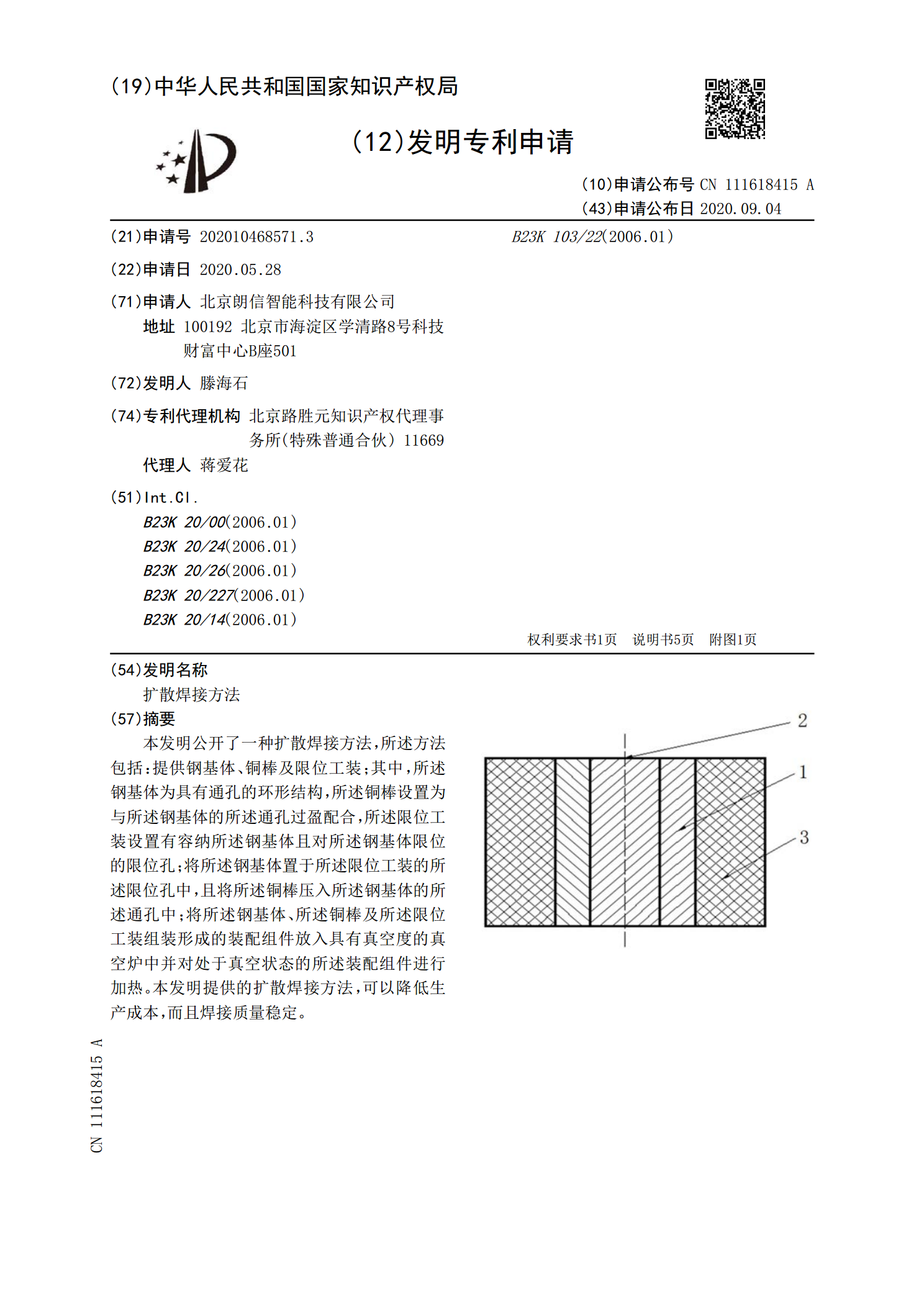
扩散焊接方法.pdf
本发明公开了一种扩散焊接方法,所述方法包括:提供钢基体、铜棒及限位工装;其中,所述钢基体为具有通孔的环形结构,所述铜棒设置为与所述钢基体的所述通孔过盈配合,所述限位工装设置有容纳所述钢基体且对所述钢基体限位的限位孔;将所述钢基体置于所述限位工装的所述限位孔中,且将所述铜棒压入所述钢基体的所述通孔中;将所述钢基体、所述铜棒及所述限位工装组装形成的装配组件放入具有真空度的真空炉中并对处于真空状态的所述装配组件进行加热。本发明提供的扩散焊接方法,可以降低生产成本,而且焊接质量稳定。