
一种汽车压盘铸件的铸造工艺.pdf

又珊****ck

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车压盘铸件的铸造工艺.pdf
一种汽车压盘的铸造工艺,按砂型铸造工艺实施,配料比采用如下参数:1)将炉料进行配比熔化,熔料中各元素的重量百分比为:C3.40-3.45%、Si?1.80-1.85%、Mn?0.80±0.05%、P<0.15%、S?0.06-0.08%、Cu<0.35%、Sb?0.030-0.035%、Sn<0.01%,余量为Fe;2)浇注时加入70SB-1型瞬间孕育剂,其重量百分比为炉料总量的0.1%。本发明的优点是:汽车压盘铸件采用该化学成分和添加瞬间孕育剂的铸造工艺,既能消除铸件内部短小的石墨组织,又能提高铸件珠光

铝合金支座铸件的压差铸造工艺研究.docx
铝合金支座铸件的压差铸造工艺研究铝合金支座铸件的压差铸造工艺研究摘要:铝合金支座在机械和工程结构中广泛应用,对其性能和质量要求较高。压差铸造是一种适用于铝合金支座的先进铸造工艺。本文通过对铝合金支座压差铸造工艺进行研究,探索了其工艺参数对支座质量的影响。实验结果表明,通过合理调整压差铸造的工艺参数,可以获得高质量的铝合金支座铸件。关键词:铝合金支座;压差铸造;工艺参数;质量1.引言铝合金支座是一种常见的机械和工程结构部件,其在工程领域中的应用越来越广泛。铝合金支座具有重量轻、强度高、耐腐蚀性好等优点,因此
汽车离合器压盘铸造方法.pdf
本发明公开了一种汽车离合器压盘铸造方法,按以下步骤进行:(1)炉料熔炼:将废钢、回炉料和生铁按照重量比为2:4:3置于电炉中熔炼得到铁水,将铁水温度控制在1500‑1510℃;(2)造型:按照铸件图纸尺寸要求制成模具,将型砂压满模具内,型砂在温度为125℃条件下加热固化成型后,备用;(3)浇注:在步骤(1)中铁水中加入孕育剂,浇注到步骤(2)中的造型中,浇铸时加入0.3mm的硅锶孕育剂,浇注时间为2min,浇注完成后,降温至480℃取出压盘;(4)热处理:将压盘在480‑490℃条件下保温80min,升温

一种铸造汽车制动毂铸件用灰铸铁的熔炼工艺.pdf
一种铸造汽车制动毂铸件用灰铸铁的熔炼工艺,采用70%‑80%废钢与20%‑30%灰铸铁回炉料作原料,选择配料为1.0‑1.3%碳化硅、2.0‑2.3%增碳剂,含量为65%的锰铁0.6‑0.8%、含量为60%的铬铁0.35‑0.45%、含量为30%的硫铁0.1‑0.2%,升温至摄氏1400‑1450度保温,加入称量好的锰铁、铬铁、硫铁,升温至摄氏1450‑1480度,铁水出炉时将0.5%的细粒钡硅铁随流加入铁水中,进行随流孕育,孕育剂采用粒度0.5mm的Si‑S孕育剂,用量0.10‑0.15%,浇注温度为摄
一种多规格铸件压盘机构.pdf
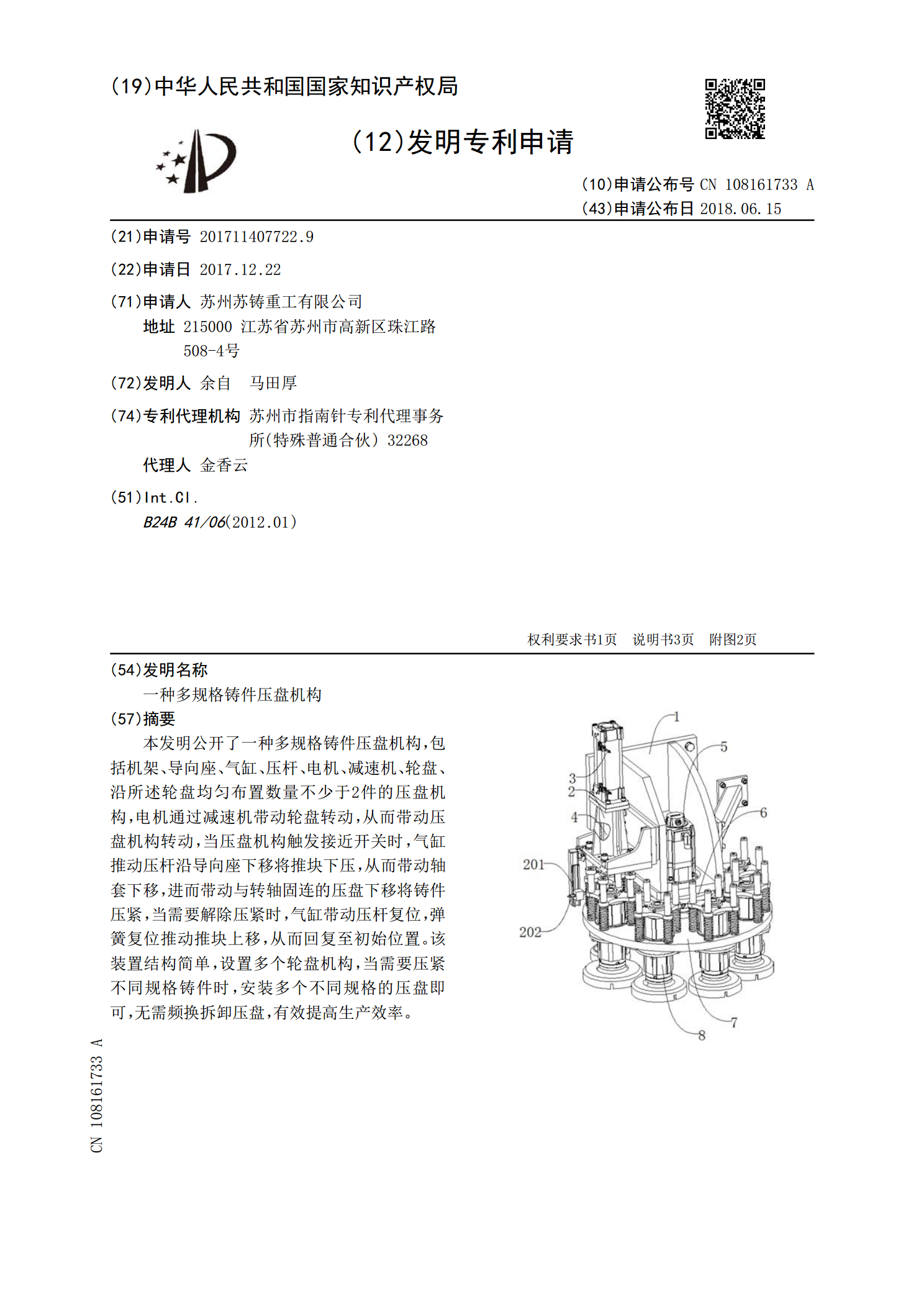
本发明公开了一种多规格铸件压盘机构,包括机架、导向座、气缸、压杆、电机、减速机、轮盘、沿所述轮盘均匀布置数量不少于2件的压盘机构,电机通过减速机带动轮盘转动,从而带动压盘机构转动,当压盘机构触发接近开关时,气缸推动压杆沿导向座下移将推块下压,从而带动轴套下移,进而带动与转轴固连的压盘下移将铸件压紧,当需要解除压紧时,气缸带动压杆复位,弹簧复位推动推块上移,从而回复至初始位置。该装置结构简单,设置多个轮盘机构,当需要压紧不同规格铸件时,安装多个不同规格的压盘即可,无需频换拆卸压盘,有效提高生产效率。