
汽车离合器压盘铸造方法.pdf

又珊****ck

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车离合器压盘铸造方法.pdf
本发明公开了一种汽车离合器压盘铸造方法,按以下步骤进行:(1)炉料熔炼:将废钢、回炉料和生铁按照重量比为2:4:3置于电炉中熔炼得到铁水,将铁水温度控制在1500‑1510℃;(2)造型:按照铸件图纸尺寸要求制成模具,将型砂压满模具内,型砂在温度为125℃条件下加热固化成型后,备用;(3)浇注:在步骤(1)中铁水中加入孕育剂,浇注到步骤(2)中的造型中,浇铸时加入0.3mm的硅锶孕育剂,浇注时间为2min,浇注完成后,降温至480℃取出压盘;(4)热处理:将压盘在480‑490℃条件下保温80min,升温
压盘的铸造方法.pdf
本发明提供了一种压盘的铸造方法,包括以下几个步骤:(1)炉料熔炼:将废钢和生铁按照重量比为2:1置于电炉中熔炼,(2)造型:按照铸件图纸尺寸要求设计制模,模具包括上模具和下模具,将上模具和下模具组装到射芯机,通过射芯机将型砂压满模型内,型砂在温度为110-120℃条件下加热固化成型后,备用,(3)浇注:将步骤(1)中的铁液在温度为1420-1550℃条件下,加入孕育剂,浇注到步骤(2)中的造型中,浇注时间为2.5-3.5min,浇注完成后,降温至500-600℃取出压盘,(4)热处理。
一种汽车压盘铸件的铸造工艺.pdf
一种汽车压盘的铸造工艺,按砂型铸造工艺实施,配料比采用如下参数:1)将炉料进行配比熔化,熔料中各元素的重量百分比为:C3.40-3.45%、Si?1.80-1.85%、Mn?0.80±0.05%、P<0.15%、S?0.06-0.08%、Cu<0.35%、Sb?0.030-0.035%、Sn<0.01%,余量为Fe;2)浇注时加入70SB-1型瞬间孕育剂,其重量百分比为炉料总量的0.1%。本发明的优点是:汽车压盘铸件采用该化学成分和添加瞬间孕育剂的铸造工艺,既能消除铸件内部短小的石墨组织,又能提高铸件珠光
汽车离合器盘毂的制造方法.pdf
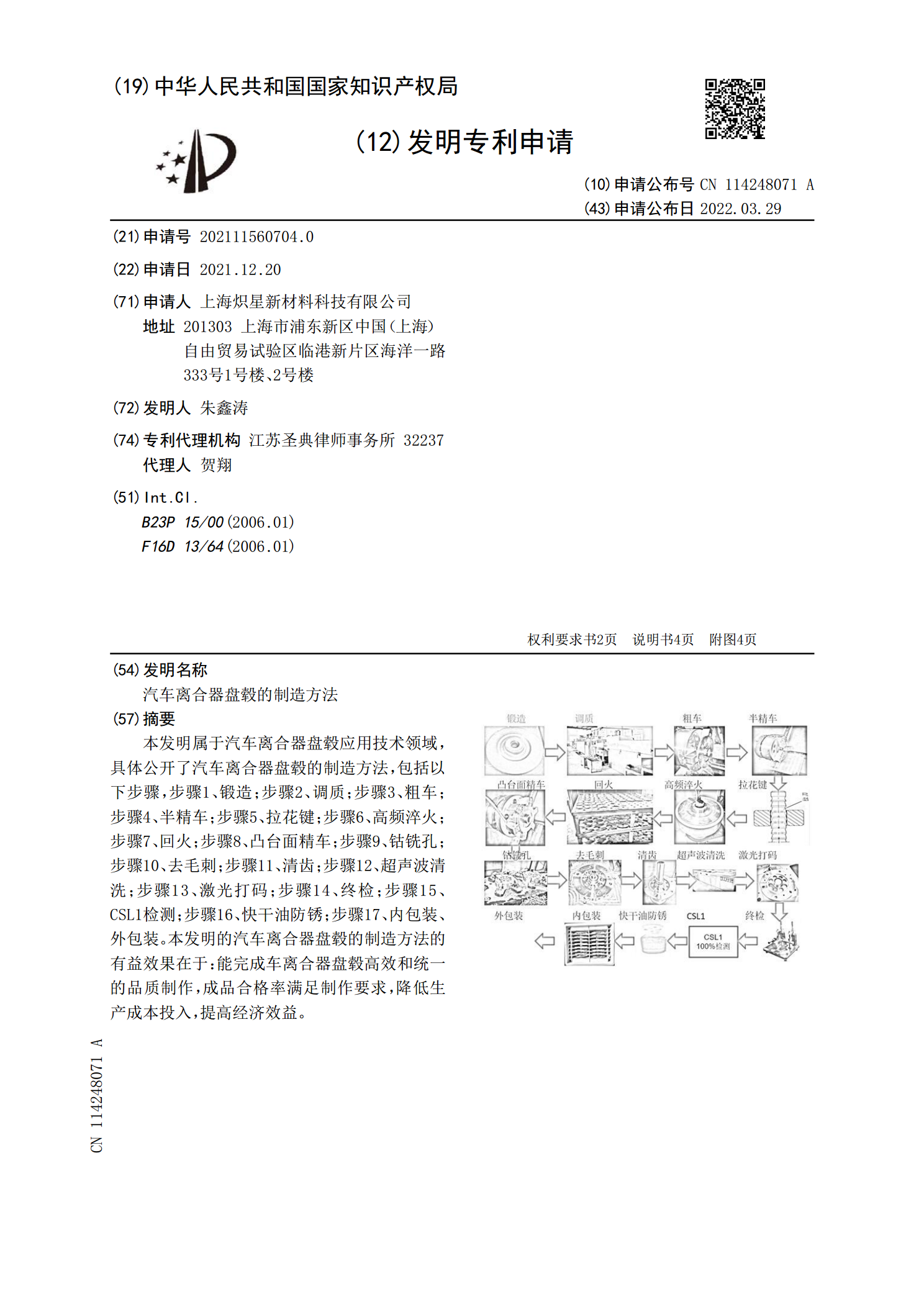
本发明属于汽车离合器盘毂应用技术领域,具体公开了汽车离合器盘毂的制造方法,包括以下步骤,步骤1、锻造;步骤2、调质;步骤3、粗车;步骤4、半精车;步骤5、拉花键;步骤6、高频淬火;步骤7、回火;步骤8、凸台面精车;步骤9、钴铣孔;步骤10、去毛刺;步骤11、清齿;步骤12、超声波清洗;步骤13、激光打码;步骤14、终检;步骤15、CSL1检测;步骤16、快干油防锈;步骤17、内包装、外包装。本发明的汽车离合器盘毂的制造方法的有益效果在于:能完成车离合器盘毂高效和统一的品质制作,成品合格率满足制作要求,降低
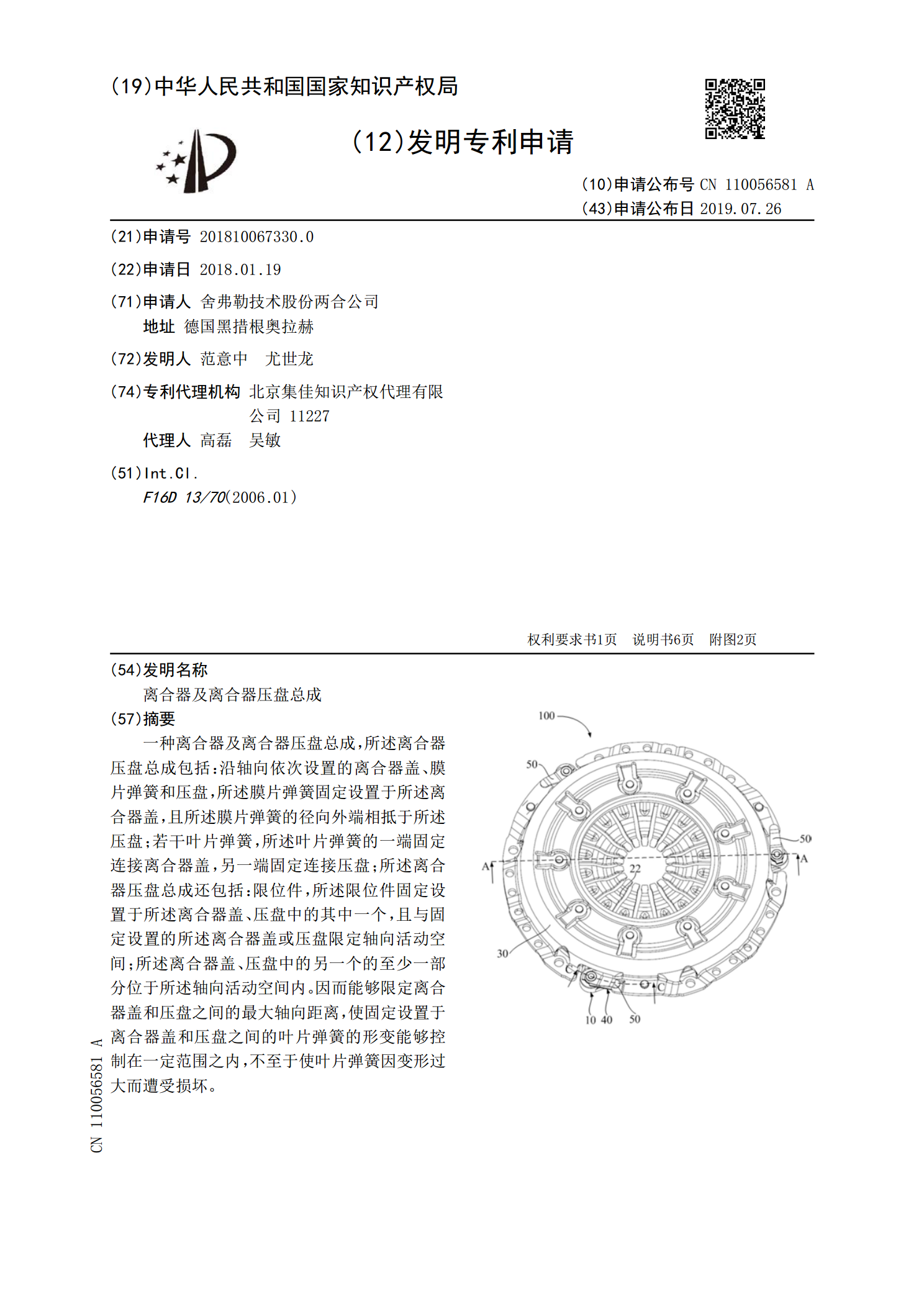
离合器及离合器压盘总成.pdf
一种离合器及离合器压盘总成,所述离合器压盘总成包括:沿轴向依次设置的离合器盖、膜片弹簧和压盘,所述膜片弹簧固定设置于所述离合器盖,且所述膜片弹簧的径向外端相抵于所述压盘;若干叶片弹簧,所述叶片弹簧的一端固定连接离合器盖,另一端固定连接压盘;所述离合器压盘总成还包括:限位件,所述限位件固定设置于所述离合器盖、压盘中的其中一个,且与固定设置的所述离合器盖或压盘限定轴向活动空间;所述离合器盖、压盘中的另一个的至少一部分位于所述轴向活动空间内。因而能够限定离合器盖和压盘之间的最大轴向距离,使固定设置于离合器盖和压