
一种小口径热连轧无缝钢管生产工艺.pdf

猫巷****奕声


1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种小口径热连轧无缝钢管生产工艺.pdf
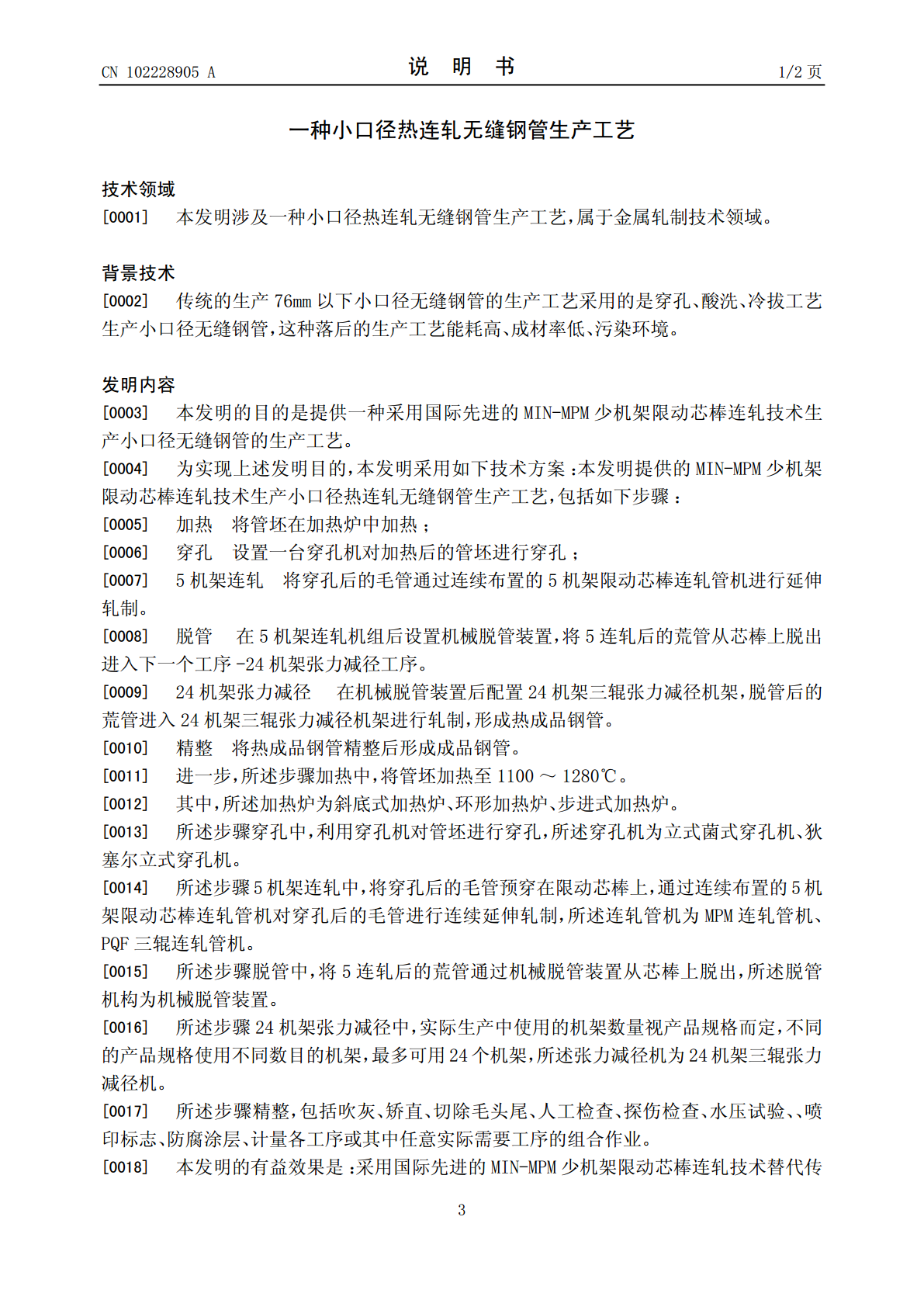
本发明公开了一种小口径热连轧无缝钢管生产工艺,用于解决传统工艺穿孔+冷拔生产小口径无缝钢管能耗高、成材率低、污染环境的问题;其工艺包括如下步骤:加热,将管坯在加热炉中加热;穿孔,设置一台穿孔机对加热后的管坯进行穿孔;5机架连轧,将穿孔后的毛管预穿在限动芯棒上,通过连续布置的5机架限动芯棒连轧管机对穿孔后的毛管进行连续延伸轧制;脱管,在5机架连轧机组后设置机械脱管装置,将5连轧后的荒管从芯棒上脱出进入下一个工序-24机架张力减径工序;24机架张力减径,在连轧机组后配置24架三辊张力减径机架,连轧后的荒管进入
一种热连轧无缝钢管生产方法.pdf
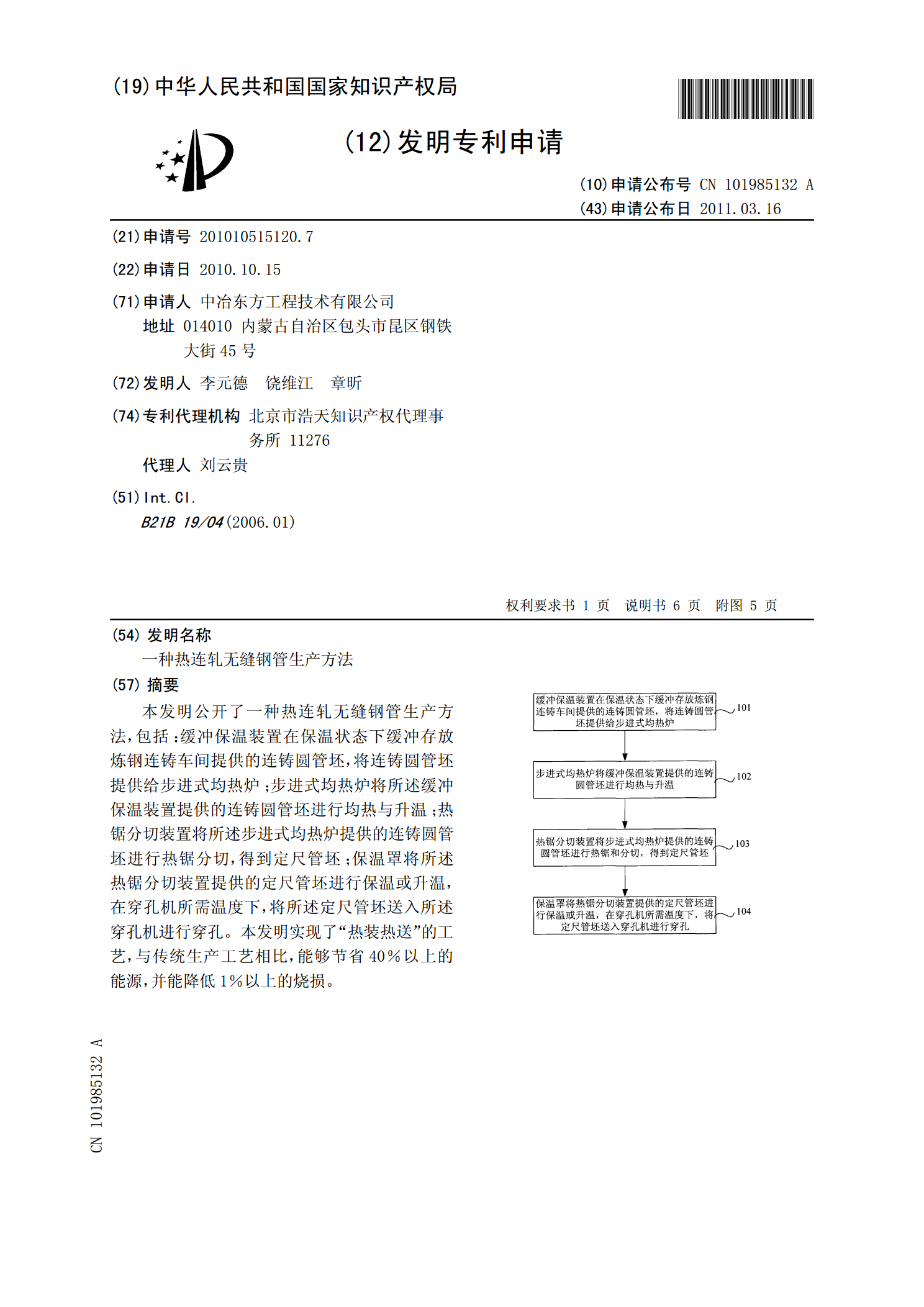
本发明公开了一种热连轧无缝钢管生产方法,包括:缓冲保温装置在保温状态下缓冲存放炼钢连铸车间提供的连铸圆管坯,将连铸圆管坯提供给步进式均热炉;步进式均热炉将所述缓冲保温装置提供的连铸圆管坯进行均热与升温;热锯分切装置将所述步进式均热炉提供的连铸圆管坯进行热锯分切,得到定尺管坯;保温罩将所述热锯分切装置提供的定尺管坯进行保温或升温,在穿孔机所需温度下,将所述定尺管坯送入所述穿孔机进行穿孔。本发明实现了“热装热送”的工艺,与传统生产工艺相比,能够节省40%以上的能源,并能降低1%以上的烧损。
全浮动芯棒连轧无缝钢管生产工艺.pdf
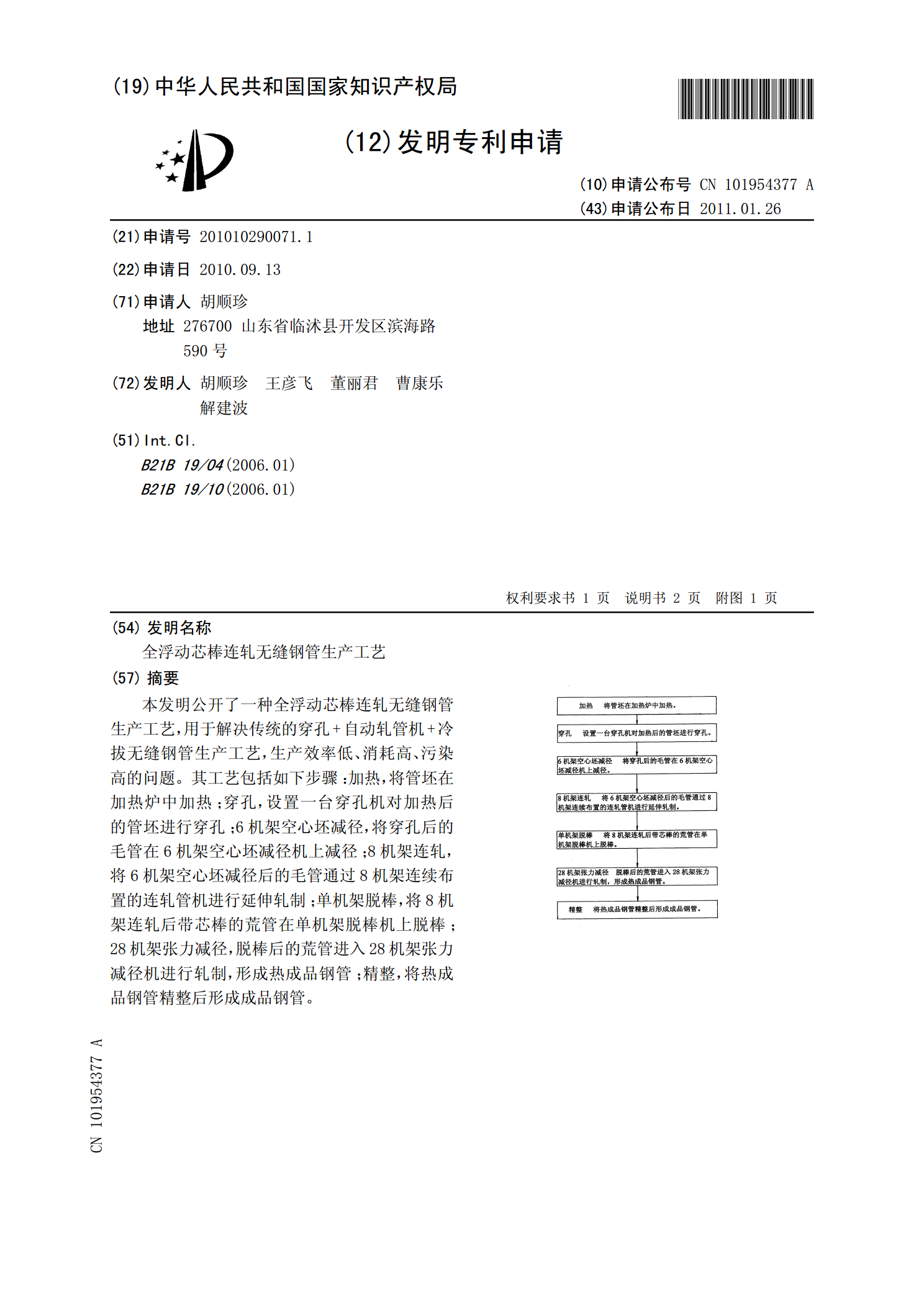
本发明公开了一种全浮动芯棒连轧无缝钢管生产工艺,用于解决传统的穿孔+自动轧管机+冷拔无缝钢管生产工艺,生产效率低、消耗高、污染高的问题。其工艺包括如下步骤:加热,将管坯在加热炉中加热;穿孔,设置一台穿孔机对加热后的管坯进行穿孔;6机架空心坯减径,将穿孔后的毛管在6机架空心坯减径机上减径;8机架连轧,将6机架空心坯减径后的毛管通过8机架连续布置的连轧管机进行延伸轧制;单机架脱棒,将8机架连轧后带芯棒的荒管在单机架脱棒机上脱棒;28机架张力减径,脱棒后的荒管进入28机架张力减径机进行轧制,形成热成品钢管;精整

攀西热连轧生产工艺的选择及特点.docx
攀西热连轧生产工艺的选择及特点攀西热连轧生产工艺的选择及特点摘要:攀西热连轧生产工艺是一种先进的连轧工艺,具有高效、节能、环保等优点。本论文将介绍攀西热连轧生产工艺的选择及特点,并对其产生的影响及未来发展进行探讨。关键词:攀西热连轧、生产工艺、选择、特点、影响、发展一、引言攀西热连轧生产工艺是指在连轧过程中采用预热技术,以提高连轧效率、降低能耗和保护环境的一种工艺方法。近年来,攀西热连轧工艺在钢铁行业得到广泛应用,其选择与特点值得研究。二、攀西热连轧工艺选择攀西热连轧工艺的选择主要受到以下几个方面因素的影

攀西热连轧生产工艺的选择及特点.docx
攀西热连轧生产工艺的选择及特点攀西热连轧是一种连续轧制工艺,广泛应用于钢铁行业。它的生产工艺选择和特点对于提高钢铁产品的质量、降低生产成本以及提高生产效率都具有重要意义。本论文将对攀西热连轧的生产工艺选择及其特点进行深入探讨。首先,攀西热连轧的生产工艺选择是基于产品质量和生产效率的要求。目前,主流的热连轧工艺包括常规连轧工艺、半连轧工艺和紧凑连轧工艺。常规连轧工艺适用于一次性完成多个轧制工序的产品,如型材,板材等。半连轧工艺适用于分段进行轧制的产品,如钢管,线材等。紧凑连轧工艺则是在高速连轧机的基础上进行