
一种基于炉卷轧机生产的高强韧管线钢及其生产工艺.pdf

一吃****书竹


1/6
2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种基于炉卷轧机生产的高强韧管线钢及其生产工艺.pdf
本发明公开了一种基于炉卷轧机生产的高强韧管线钢及其生产工艺,该高强韧管线钢的成分及质量百分比为:C0.01~0.06,Si0.2~0.45,Mn1~1.9,P

用炉卷轧机生产高强韧管线钢的生产技术.docx
用炉卷轧机生产高强韧管线钢的生产技术炉卷轧机是一种重要的钢铁制造设备,其在生产高强韧管线钢中起到了关键的作用。本文将从炉卷轧机的基本原理、工艺流程、关键技术和应用前景等方面进行分析和探讨。一、炉卷轧机的基本原理炉卷轧机是一种通过加热、轧制和冷却等过程将原料加工成卷状产品的设备。其基本原理是通过将原料加热到一定温度变软,然后进行轧制,使其形成所需的形状和尺寸,并在轧制过程中逐渐冷却,从而得到高强韧的管线钢产品。二、炉卷轧机生产高强韧管线钢的工艺流程炉卷轧机生产高强韧管线钢的工艺流程主要包括原料准备、预热、轧
一种基于炉卷轧机生产的深海管线钢及其制备方法.pdf
本发明涉及一种管线钢及其制备方法,是一种基于炉卷轧机生产的深海管线钢及其制备方法,按重量百分比由以下组分组成:C:0.02~0.06%,Si:0.10~0.30%,Mn:1.3~1.65%,P60%;第二阶段轧制开轧温度在800~940℃,终轧温度保证在780~880℃之间,变形量>60%;冷却速度在15~25℃/s,终冷温度在200~500℃的范围内。成本低、工艺简单,可生产出具有低屈强比和高韧性的深海管线钢,并适用于炉卷轧机进行大规模生产。
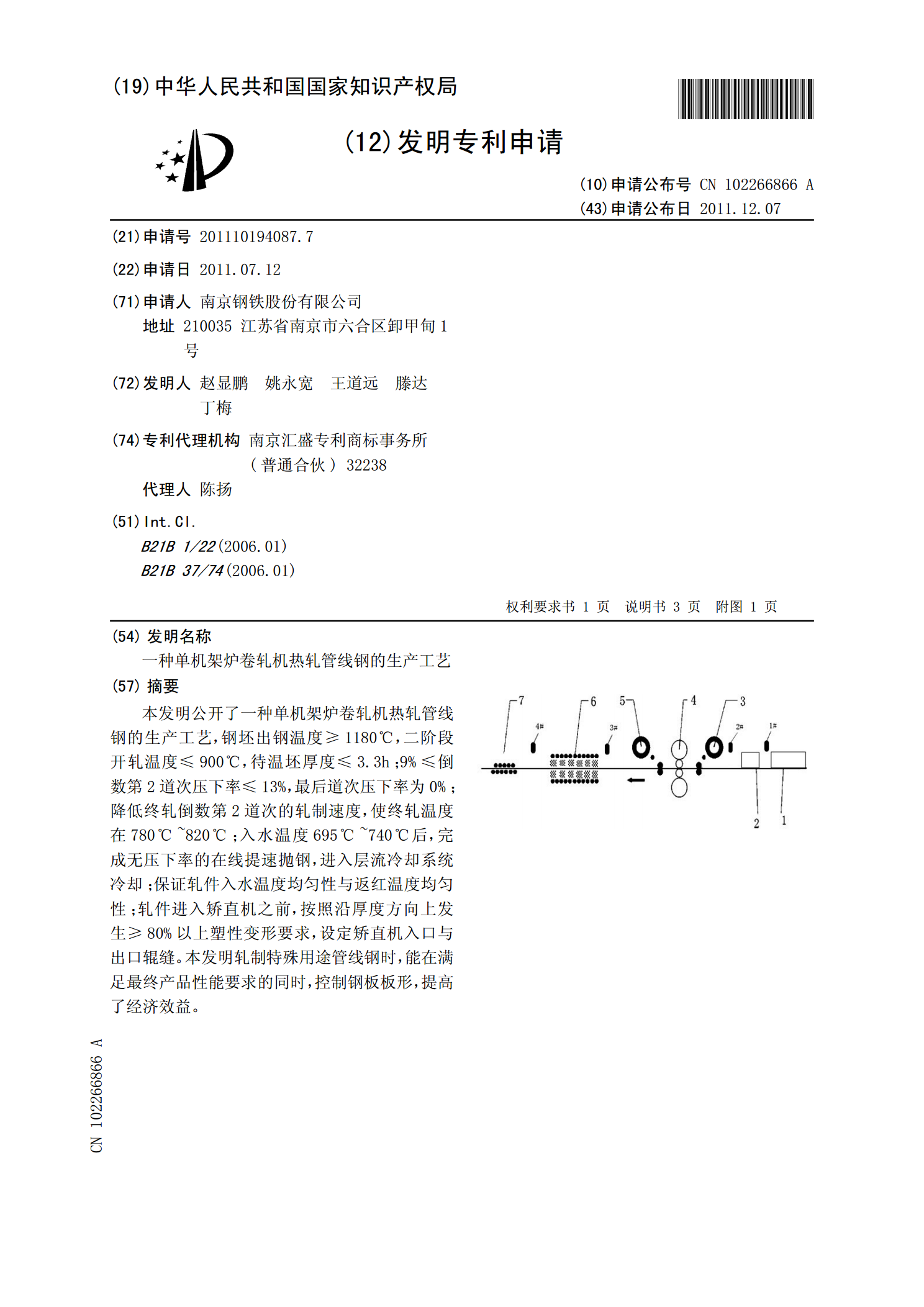
一种单机架炉卷轧机热轧管线钢的生产工艺.pdf
本发明公开了一种单机架炉卷轧机热轧管线钢的生产工艺,钢坯出钢温度≥1180℃,二阶段开轧温度≤900℃,待温坯厚度≤3.3h;9%≤倒数第2道次压下率≤13%,最后道次压下率为0%;降低终轧倒数第2道次的轧制速度,使终轧温度在780℃~820℃;入水温度695℃~740℃后,完成无压下率的在线提速抛钢,进入层流冷却系统冷却;保证轧件入水温度均匀性与返红温度均匀性;轧件进入矫直机之前,按照沿厚度方向上发生≥80%以上塑性变形要求,设定矫直机入口与出口辊缝。本发明轧制特殊用途管线钢时,能在满足最终产品性能要求
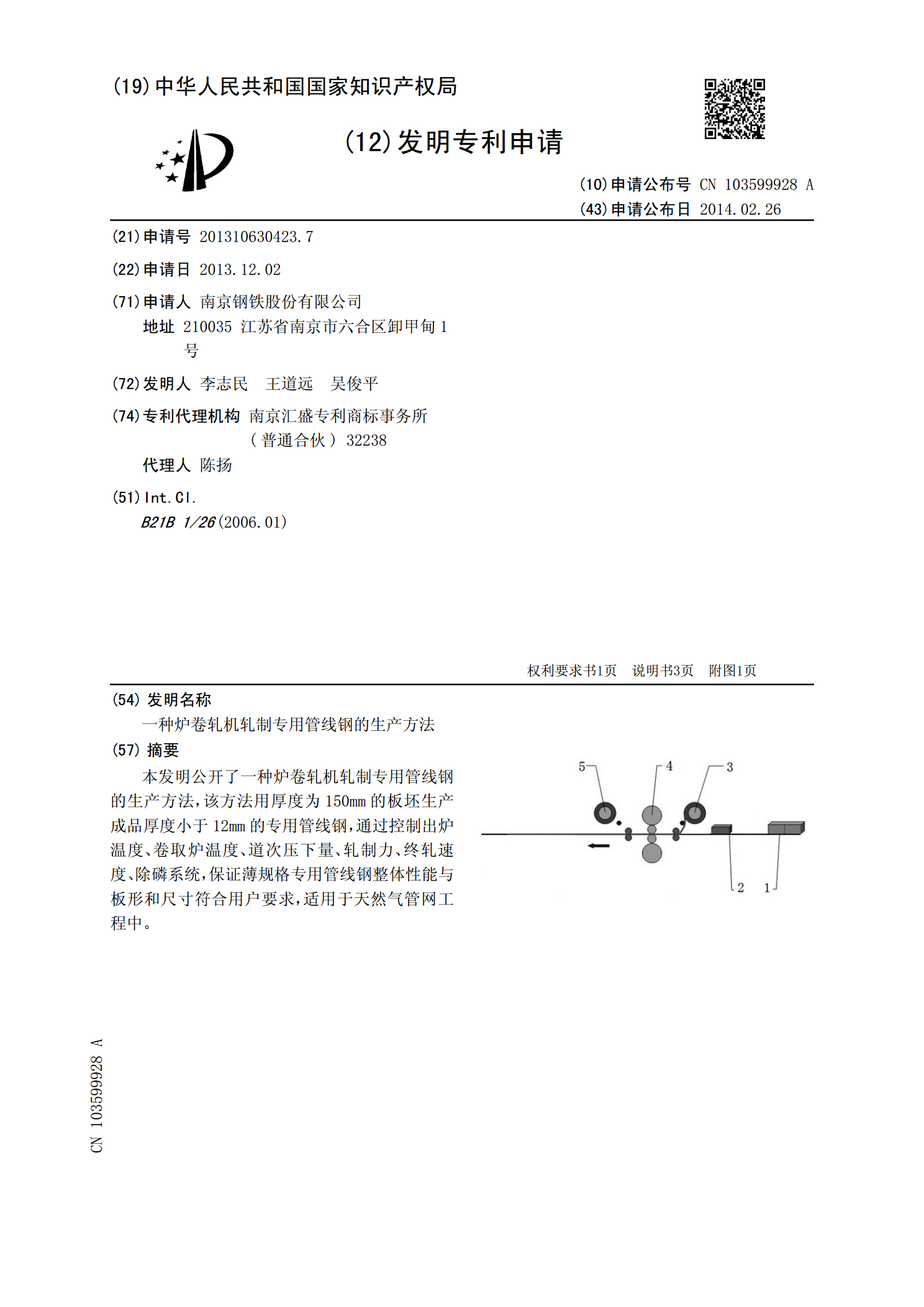
一种炉卷轧机轧制专用管线钢的生产方法.pdf
本发明公开了一种炉卷轧机轧制专用管线钢的生产方法,该方法用厚度为150mm的板坯生产成品厚度小于12mm的专用管线钢,通过控制出炉温度、卷取炉温度、道次压下量、轧制力、终轧速度、除磷系统,保证薄规格专用管线钢整体性能与板形和尺寸符合用户要求,适用于天然气管网工程中。