
一种炉卷轧机轧制专用管线钢的生产方法.pdf

努力****骞北

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种炉卷轧机轧制专用管线钢的生产方法.pdf
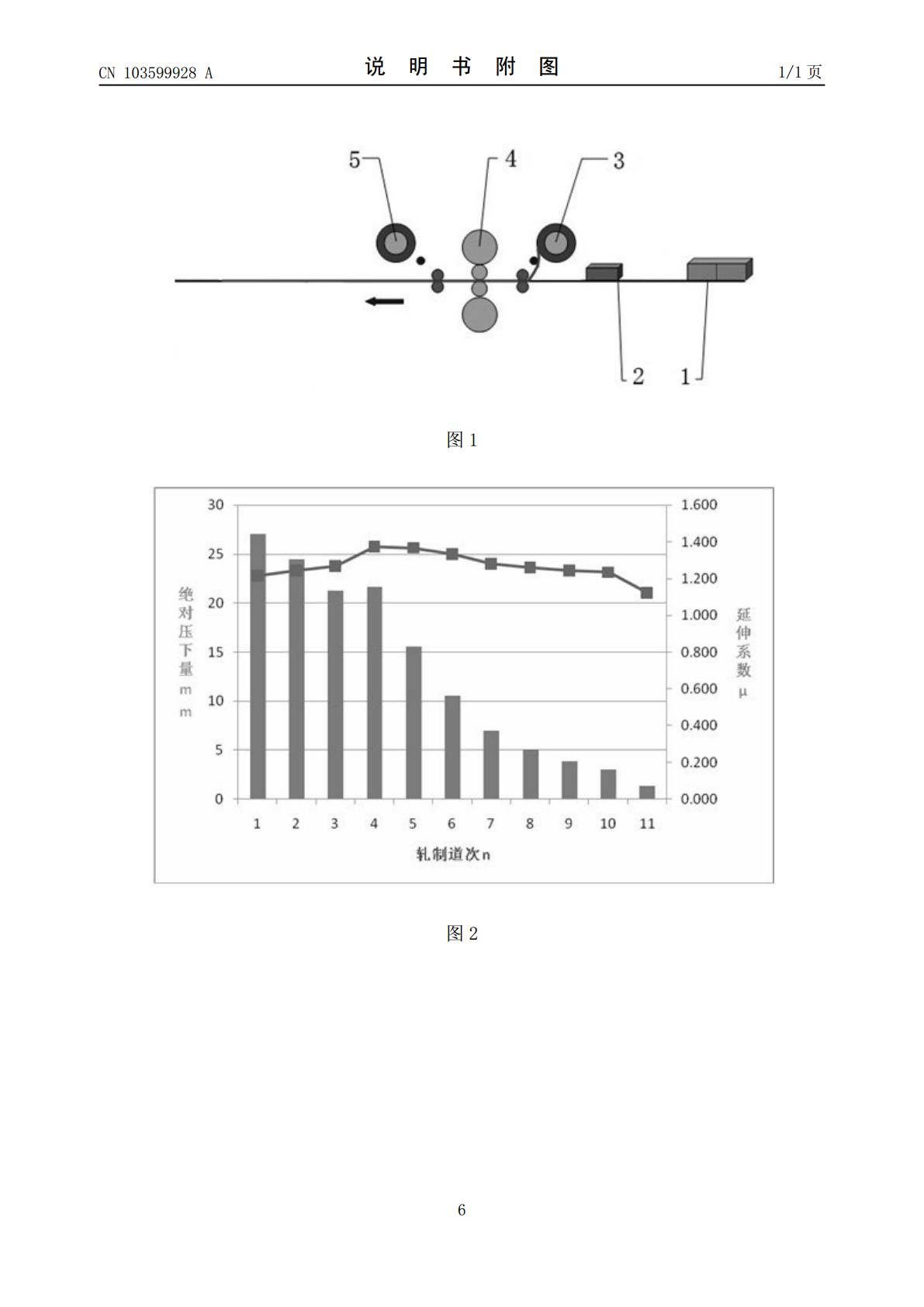
本发明公开了一种炉卷轧机轧制专用管线钢的生产方法,该方法用厚度为150mm的板坯生产成品厚度小于12mm的专用管线钢,通过控制出炉温度、卷取炉温度、道次压下量、轧制力、终轧速度、除磷系统,保证薄规格专用管线钢整体性能与板形和尺寸符合用户要求,适用于天然气管网工程中。
一种单机架炉卷轧机薄规格X65钢级管线钢及轧制方法.pdf
本发明公开了一种单机架炉卷轧机薄规格X65钢级管线钢及轧制方法,成分按重量百分比为C0.03~0.07%,Si0.10~0.30%,Mn1.30~1.70%,P≤0.015%,S≤0.0050%,Nb0.040~0.060%,V≤0.10%,Ti0.006~0.020%,Cr0.10~0.25%,Ni≤0.30%,Mo≤0.10%,Cu≤0.10%,Al0.015~0.050%,余量为Fe和杂质。该轧制方法用厚度为150mm的坯料生产成品规格(6~8)mmX65级别的薄规格管线钢板,通过控制
一种单机架炉卷轧机宽薄规格X60钢级管线钢及轧制方法.pdf
本发明公开了一种单机架炉卷轧机宽薄规格X60钢级管线钢及轧制方法,成分按重量百分比为C0.04~0.07%,Si0.10~0.40%,Mn1.30~1.80%,P≤0.015%,S≤0.0050%,Nb0.040~0.070%,V≤0.10%,Ti0.006~0.020%,Cr0.10~0.30%,Ni≤0.30%,Mo≤0.10%,Cu≤0.10%,Al0.015~0.050%,余量为Fe和杂质。该轧制工艺用厚度为150mm的坯料生产成品规格(6~8)mm×(>2800)mmX60级
一种基于炉卷轧机生产的深海管线钢及其制备方法.pdf
本发明涉及一种管线钢及其制备方法,是一种基于炉卷轧机生产的深海管线钢及其制备方法,按重量百分比由以下组分组成:C:0.02~0.06%,Si:0.10~0.30%,Mn:1.3~1.65%,P60%;第二阶段轧制开轧温度在800~940℃,终轧温度保证在780~880℃之间,变形量>60%;冷却速度在15~25℃/s,终冷温度在200~500℃的范围内。成本低、工艺简单,可生产出具有低屈强比和高韧性的深海管线钢,并适用于炉卷轧机进行大规模生产。
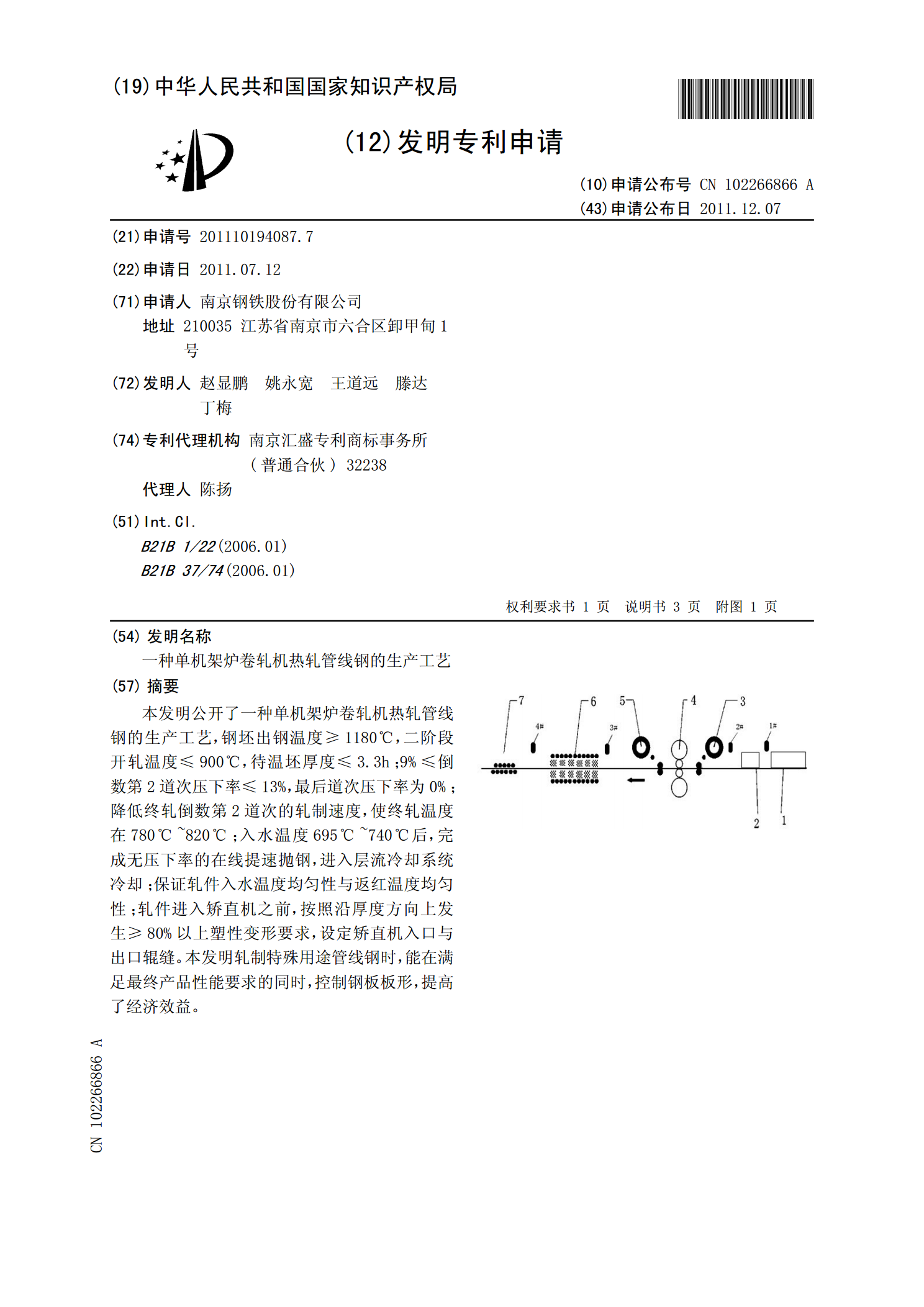
一种单机架炉卷轧机热轧管线钢的生产工艺.pdf
本发明公开了一种单机架炉卷轧机热轧管线钢的生产工艺,钢坯出钢温度≥1180℃,二阶段开轧温度≤900℃,待温坯厚度≤3.3h;9%≤倒数第2道次压下率≤13%,最后道次压下率为0%;降低终轧倒数第2道次的轧制速度,使终轧温度在780℃~820℃;入水温度695℃~740℃后,完成无压下率的在线提速抛钢,进入层流冷却系统冷却;保证轧件入水温度均匀性与返红温度均匀性;轧件进入矫直机之前,按照沿厚度方向上发生≥80%以上塑性变形要求,设定矫直机入口与出口辊缝。本发明轧制特殊用途管线钢时,能在满足最终产品性能要求