
真空甩带炉自动浇注系统.pdf

梅雪****67


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
真空甩带炉自动浇注系统.pdf
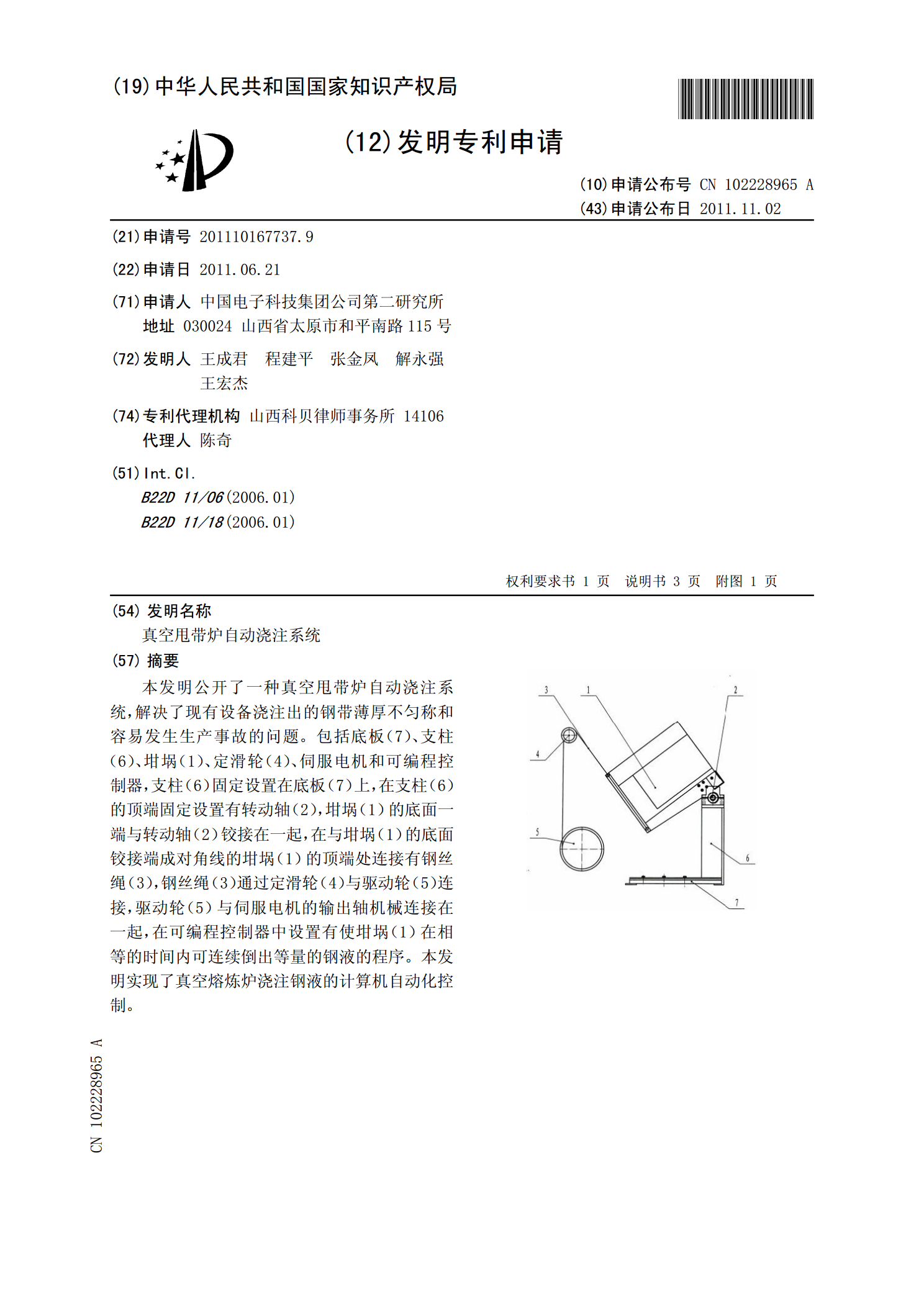
本发明公开了一种真空甩带炉自动浇注系统,解决了现有设备浇注出的钢带薄厚不匀称和容易发生生产事故的问题。包括底板(7)、支柱(6)、坩埚(1)、定滑轮(4)、伺服电机和可编程控制器,支柱(6)固定设置在底板(7)上,在支柱(6)的顶端固定设置有转动轴(2),坩埚(1)的底面一端与转动轴(2)铰接在一起,在与坩埚(1)的底面铰接端成对角线的坩埚(1)的顶端处连接有钢丝绳(3),钢丝绳(3)通过定滑轮(4)与驱动轮(5)连接,驱动轮(5)与伺服电机的输出轴机械连接在一起,在可编程控制器中设置有使坩埚(1)在相等
一种保温炉浇注平台自动浇注方法和系统.pdf
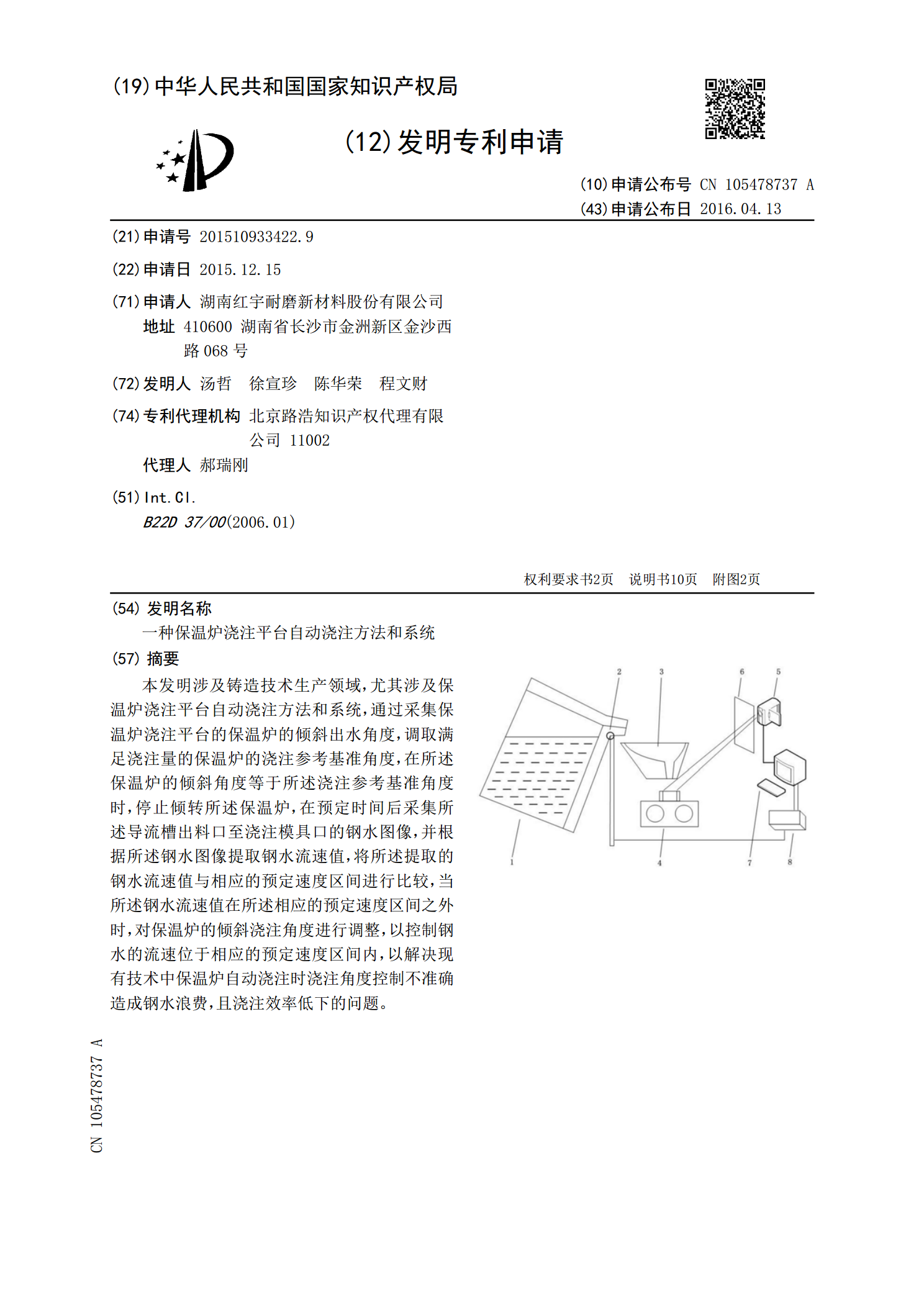
本发明涉及铸造技术生产领域,尤其涉及保温炉浇注平台自动浇注方法和系统,通过采集保温炉浇注平台的保温炉的倾斜出水角度,调取满足浇注量的保温炉的浇注参考基准角度,在所述保温炉的倾斜角度等于所述浇注参考基准角度时,停止倾转所述保温炉,在预定时间后采集所述导流槽出料口至浇注模具口的钢水图像,并根据所述钢水图像提取钢水流速值,将所述提取的钢水流速值与相应的预定速度区间进行比较,当所述钢水流速值在所述相应的预定速度区间之外时,对保温炉的倾斜浇注角度进行调整,以控制钢水的流速位于相应的预定速度区间内,以解决现有技术中保
真空感应炉浇注流槽及真空感应熔炼的浇注方法.pdf
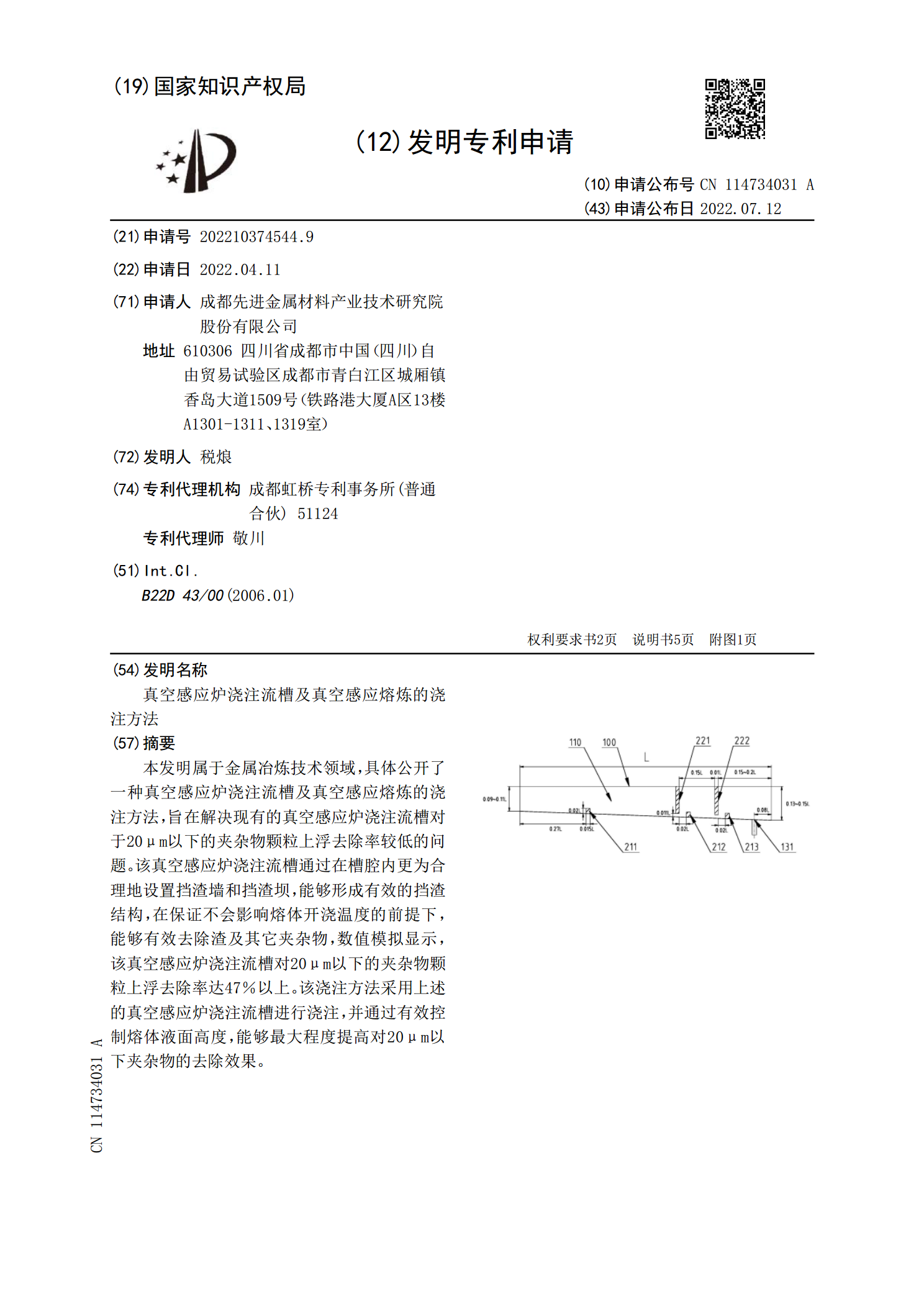
本发明属于金属冶炼技术领域,具体公开了一种真空感应炉浇注流槽及真空感应熔炼的浇注方法,旨在解决现有的真空感应炉浇注流槽对于20μm以下的夹杂物颗粒上浮去除率较低的问题。该真空感应炉浇注流槽通过在槽腔内更为合理地设置挡渣墙和挡渣坝,能够形成有效的挡渣结构,在保证不会影响熔体开浇温度的前提下,能够有效去除渣及其它夹杂物,数值模拟显示,该真空感应炉浇注流槽对20μm以下的夹杂物颗粒上浮去除率达47%以上。该浇注方法采用上述的真空感应炉浇注流槽进行浇注,并通过有效控制熔体液面高度,能够最大程度提高对20μm以下夹
单晶炉自动定量真空加料系统.pdf
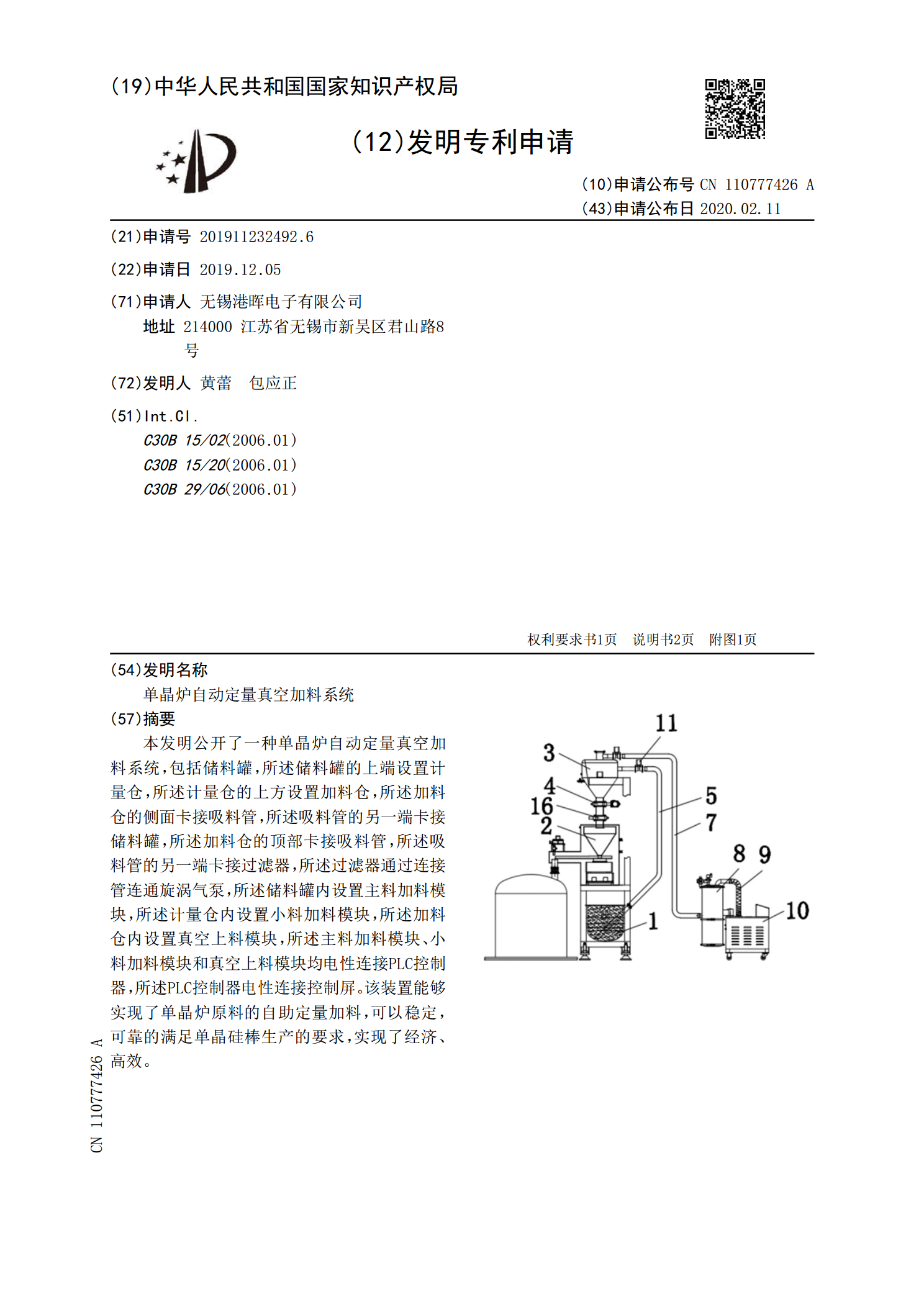
本发明公开了一种单晶炉自动定量真空加料系统,包括储料罐,所述储料罐的上端设置计量仓,所述计量仓的上方设置加料仓,所述加料仓的侧面卡接吸料管,所述吸料管的另一端卡接储料罐,所述加料仓的顶部卡接吸料管,所述吸料管的另一端卡接过滤器,所述过滤器通过连接管连通旋涡气泵,所述储料罐内设置主料加料模块,所述计量仓内设置小料加料模块,所述加料仓内设置真空上料模块,所述主料加料模块、小料加料模块和真空上料模块均电性连接PLC控制器,所述PLC控制器电性连接控制屏。该装置能够实现了单晶炉原料的自助定量加料,可以稳定,可靠的

真空浇注系统2.ppt
MCP真空铸形教学内容:1MCP真空浇注系统(1).硅胶模具制作原型,对原型表面处理,使其具有较好的表面粗糙度固定放置原型、模框,在原型表面涂脱模刑将硅橡胶混合体放置在抽真空装置中,抽去其中的气泡,浇注硅橡胶混合体得到硅橡胶模具硅橡胶固化沿分型面切开硅橡胶,取出原型,即得硅橡胶。如发现模具具有少数的缺陷,可用新调配的硅橡胶修补。(2).树脂型复合模具2.MCP硅胶模具制作程序步骤5:计算铸造箱的尺寸铸造的高度=模具高度×4至5。例子:模具的尺寸=100长×50宽×30高铸造箱尺寸=100长×50宽×150