
一种抗H2S腐蚀油井管用热轧钢板及其制造方法.pdf

琰琬****买买


1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种抗H2S腐蚀油井管用热轧钢板及其制造方法.pdf
本发明公开了一种抗H2S腐蚀油井管用热轧钢板及其制造方法,该钢板成分质量百分比为:C0.10-0.25%,Si0.20-0.60%,Mn0.50-1.80%,P≤0.015%,S≤0.008%,Cr0.40-1.00%,Ni≤0.35%,Cu≤0.50%,余量为Fe和不可避免的杂质,其制造方法包括转炉冶炼、经过钢包吹氩、LF炉精炼、RH真空处理和连铸、再加热后粗轧、再经连轧机组生产线进行热机械控轧、轧后采用管线钢钢专用高强度冷却工艺。本发明的抗H2S应力腐蚀油套管热轧板卷具有优秀的抗HIC性能、较低的屈强
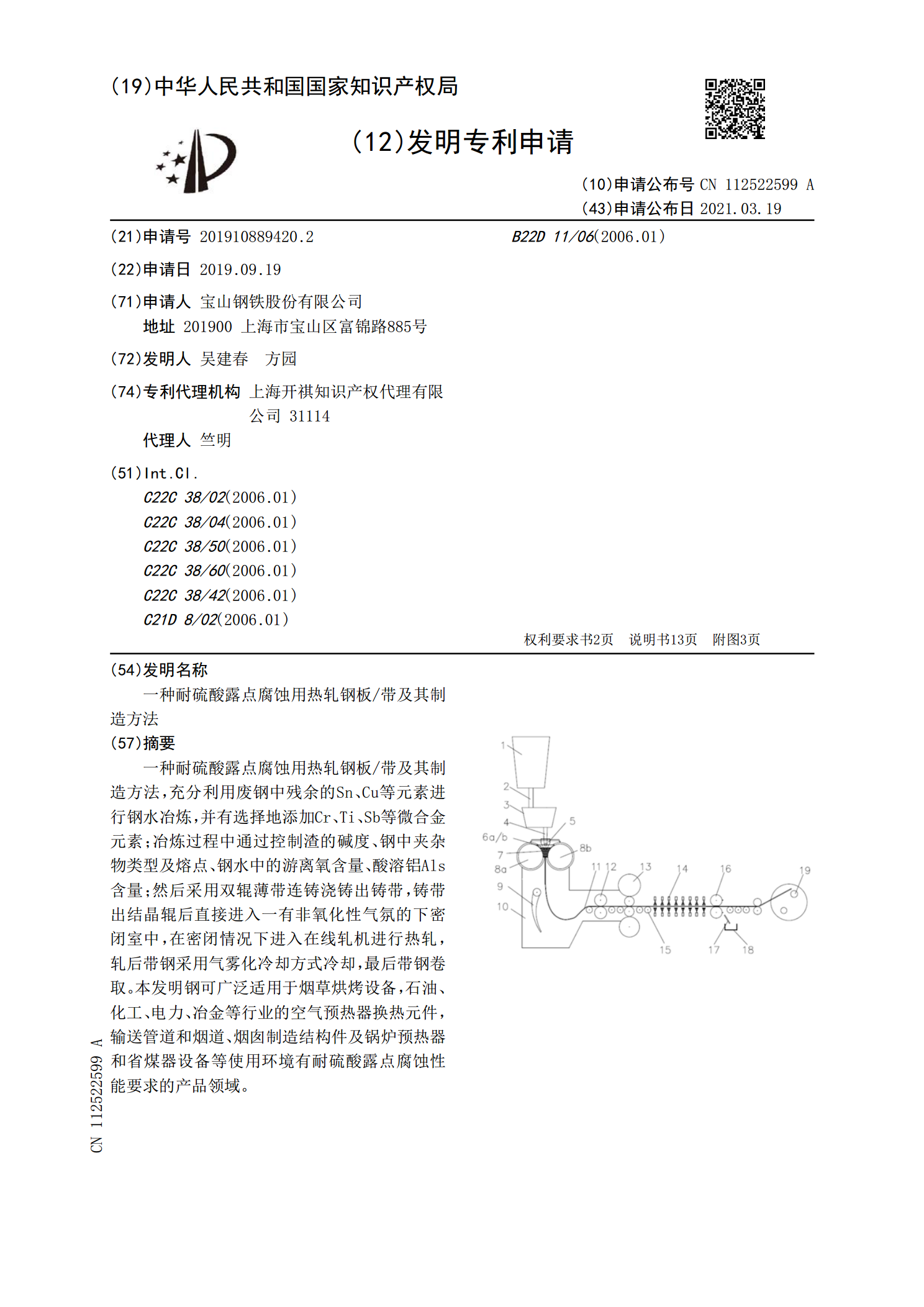
一种耐硫酸露点腐蚀用热轧钢板/带及其制造方法.pdf
一种耐硫酸露点腐蚀用热轧钢板/带及其制造方法,充分利用废钢中残余的Sn、Cu等元素进行钢水冶炼,并有选择地添加Cr、Ti、Sb等微合金元素;冶炼过程中通过控制渣的碱度、钢中夹杂物类型及熔点、钢水中的游离氧含量、酸溶铝Als含量;然后采用双辊薄带连铸浇铸出铸带,铸带出结晶辊后直接进入一有非氧化性气氛的下密闭室中,在密闭情况下进入在线轧机进行热轧,轧后带钢采用气雾化冷却方式冷却,最后带钢卷取。本发明钢可广泛适用于烟草烘烤设备,石油、化工、电力、冶金等行业的空气预热器换热元件,输送管道和烟道、烟囱制造结构件及锅

一种热轧磁极钢板及其制造方法.pdf
本发明涉及一种热轧磁极钢板及其制造方法。钢板通过C、Si、Mn、P、S、Nb、Ti、Al、N的配合,经转炉冶炼、LF精炼、轧制、退火与平整,钢板的屈服强度≥650MPa,磁感性能B50≥1.5T。制造方法的步骤是:Ⅰ转炉冶炼;ⅡLF精炼加入Fe-Ti合金化,出LF工位前喂Si-Ca线,钢水达到要求出钢;Ⅲ连铸长水口保护浇注,温度1530~1550℃;Ⅳ轧制铸坯加热1250~1350℃,保温:Ⅴ退火罩式炉中退火,温度450-600℃,保温在冷后出炉;Ⅵ平整钢卷开平后,横纵不平度≤2mm/m。本发明制造的热轧
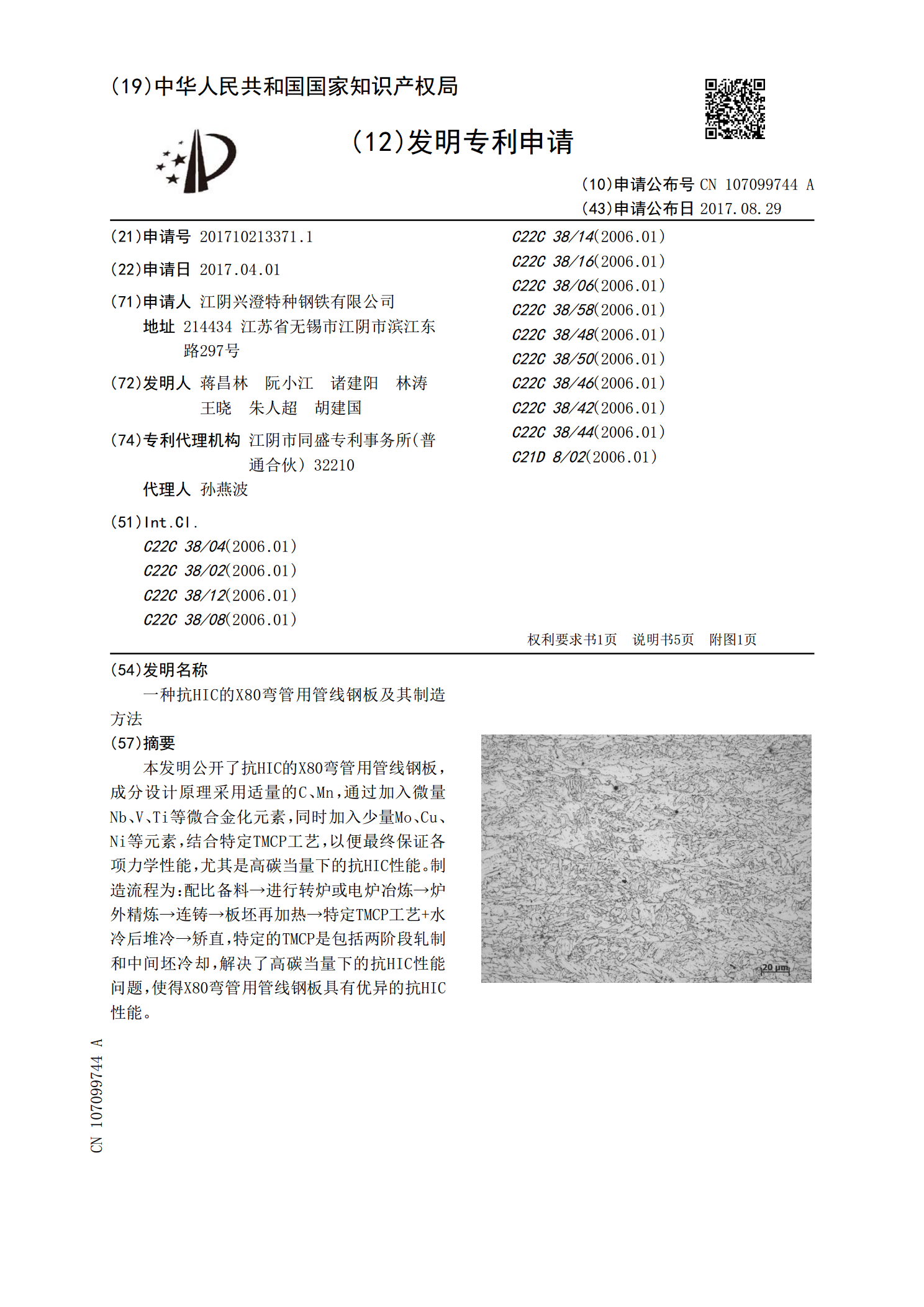
一种抗HIC的X80弯管用管线钢板及其制造方法.pdf
本发明公开了抗HIC的X80弯管用管线钢板,成分设计原理采用适量的C、Mn,通过加入微量Nb、V、Ti等微合金化元素,同时加入少量Mo、Cu、Ni等元素,结合特定TMCP工艺,以便最终保证各项力学性能,尤其是高碳当量下的抗HIC性能。制造流程为:配比备料→进行转炉或电炉冶炼→炉外精炼→连铸→板坯再加热→特定TMCP工艺+水冷后堆冷→矫直,特定的TMCP是包括两阶段轧制和中间坯冷却,解决了高碳当量下的抗HIC性能问题,使得X80弯管用管线钢板具有优异的抗HIC性能。

热轧钢板及其制造方法.pdf
一种热轧钢板,以质量%计,C:0.05~0.15%、Si:0~0.2%、Al:0.5~3.0%、Mn:1.2~2.5%、P:0.1%以下、S:0.01%以下、N:0.007%以下、Ti:0.03~0.10%、Nb:0.008~0.06%、V:0~0.12%、Cr、Cu、Ni、Mo的1种或2种以上:合计为0~2.0%、B:0~0.005%、Ca、Mg、La、Ce的1种或2种以上:合计为0~0.01%、Si和Al的合计量:0.8×(Mn-1)%以上、Ti和Nb的合计量:0.04~0.14%、余量为Fe和杂质,