
AAR F级车轴的热处理方法.pdf

一只****懿呀


1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
AAR F级车轴的热处理方法.pdf
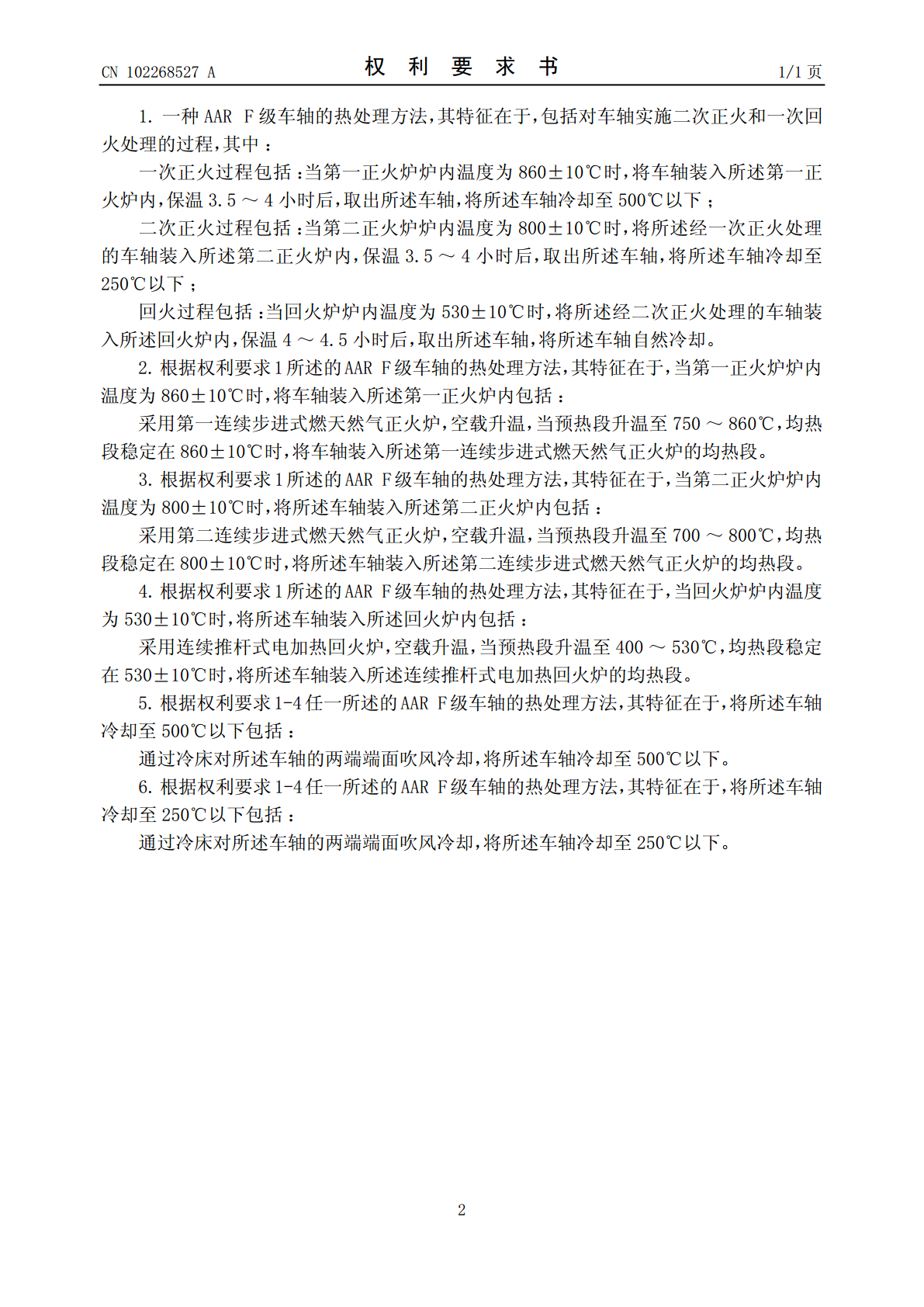
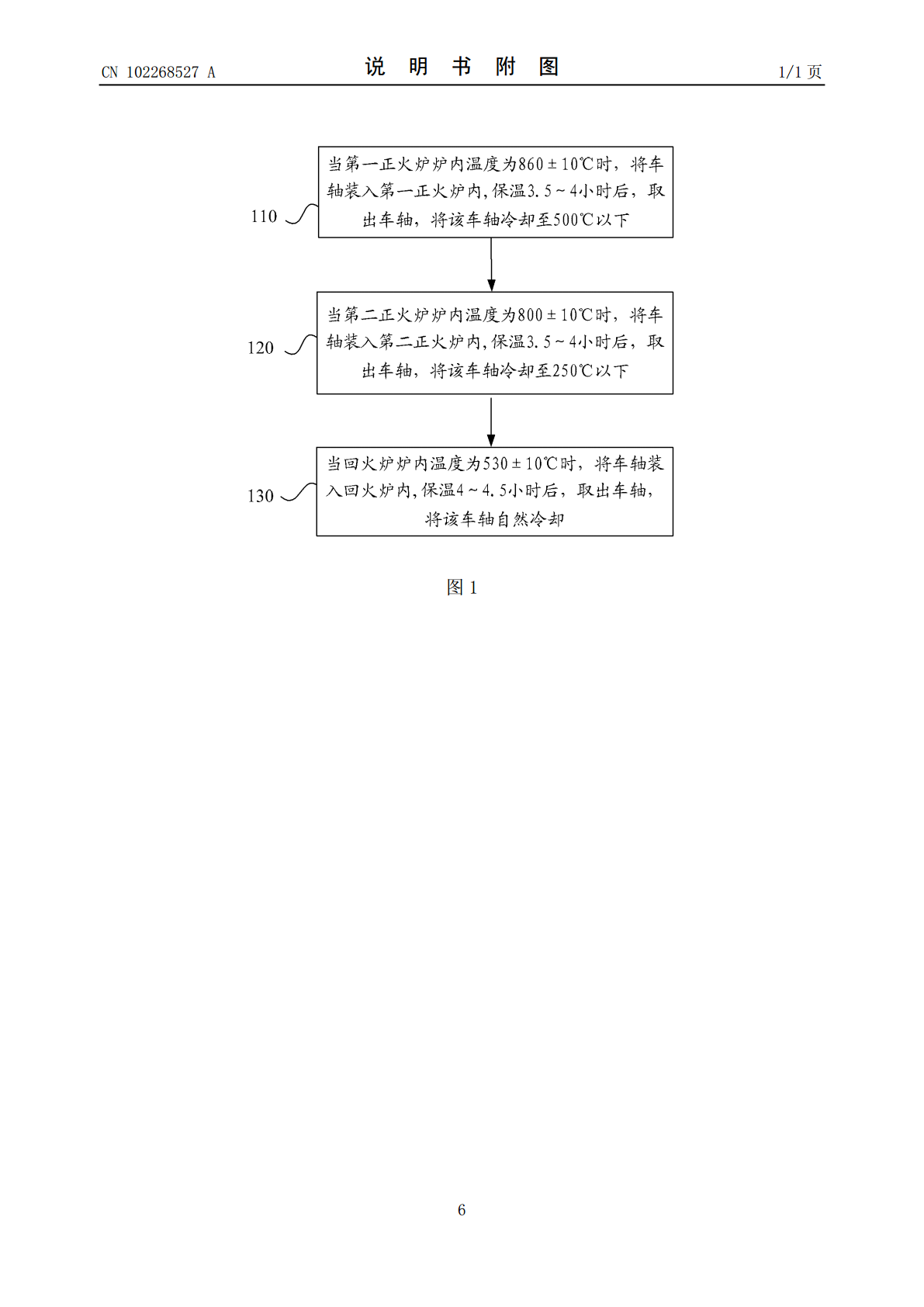
本发明提供了一种AAR?F级车轴的热处理工艺,其中,包括:当第一正火炉炉内温度为860±10℃时,将车轴装入第一正火炉内,保温3.5~4小时后,取出车轴,将车轴冷却至500℃以下;当第二正火炉炉内温度为800±10℃时,将经一次正火处理的车轴装入第二正火炉内,保温3.5~4小时后,取出车轴,将车轴冷却至250℃以下;当回火炉炉内温度为530±10℃时,将经二次正火处理的车轴装入回火炉内;保温4~4.5小时后,取出车轴,将车轴自然冷却。本发明提供的AAR?F级车轴的热处理工艺与现有车轴热处理技术相比,提高了

IRS车轴的热处理方法.pdf
本发明提供了一种IRS车轴的热处理方法,其中,采用正火炉对车轴实施热处理,包括:当正火炉炉内温度为860±10℃时,将车轴装入正火炉内;保温3.5~4小时后,取出车轴,将车轴进行风冷。本发明提供的IRS车轴的热处理方法与现有车轴热处理技术相比,提高了车轴热处理性能,保证了产品质量。

EA4T钢车轴热处理方法.pdf
本发明提供一种EA4T钢车轴热处理方法,包括以下步骤:(1)采用EA4T钢锻造出毛坯车轴并缓慢冷却;(2)淬火;将炉温升到870±10℃装入毛坯车轴,并保持此温度持续2±0.5小时后,然后将毛坯车轴放入温度保持在15~40℃的淬火液中冷却至与淬火液的温度相同;(3)回火;将毛坯车轴放入温度在630±10℃的炉内并保持此温度持续5.5±0.5小时,将毛坯车轴从炉中取出,并在空气中自然冷却。本发明提供的EA4T钢车轴热处理方法,具有完备的热处理参数及过程控制方法,在工业化车轴生产中采用本发明的热处理工艺产出的
EA1T钢车轴热处理方法.pdf
本发明提供一种EA1T钢车轴热处理方法。该方法包括:将锻造成型的EA1T钢车轴置于第一设定温度的淬火炉中,所述第一设定温度为800℃~820℃,保持淬火炉内温度对车轴实施淬火,保温时间范围为2小时40分钟~2小时50分钟,将淬火加热后的EA1T钢车轴出炉冷却至温度小于或等于250℃;将冷却后的EA1T钢车轴置于第二设定温度的回火炉中,所述第二设定温度为570℃~590℃,保持回火炉内温度对车轴实施回火,保温时间范围为3小时40分钟~4小时20分钟,将回火加热后的EA1T钢车轴出炉冷却。采用本发明所提供的E

铁路车轴热处理系统.pdf
本发明提供了一种铁路车轴热处理系统,铁路车轴热处理系统包括冷却装置、正火装置和回火装置,冷却装置与正火装置的入口通过辊道连接,正火装置的出口与回火装置的入口通过辊道连接。本发明的有益效果是,将正火装置与回火装置连接,可以实现不同工艺路线的连续生产,并且设置冷却装置,能够对车轴进行冷却,可以提高降温速度和生产效率。