
均热坑连铸坯加热方法.pdf

猫巷****熙柔

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
均热坑连铸坯加热方法.pdf
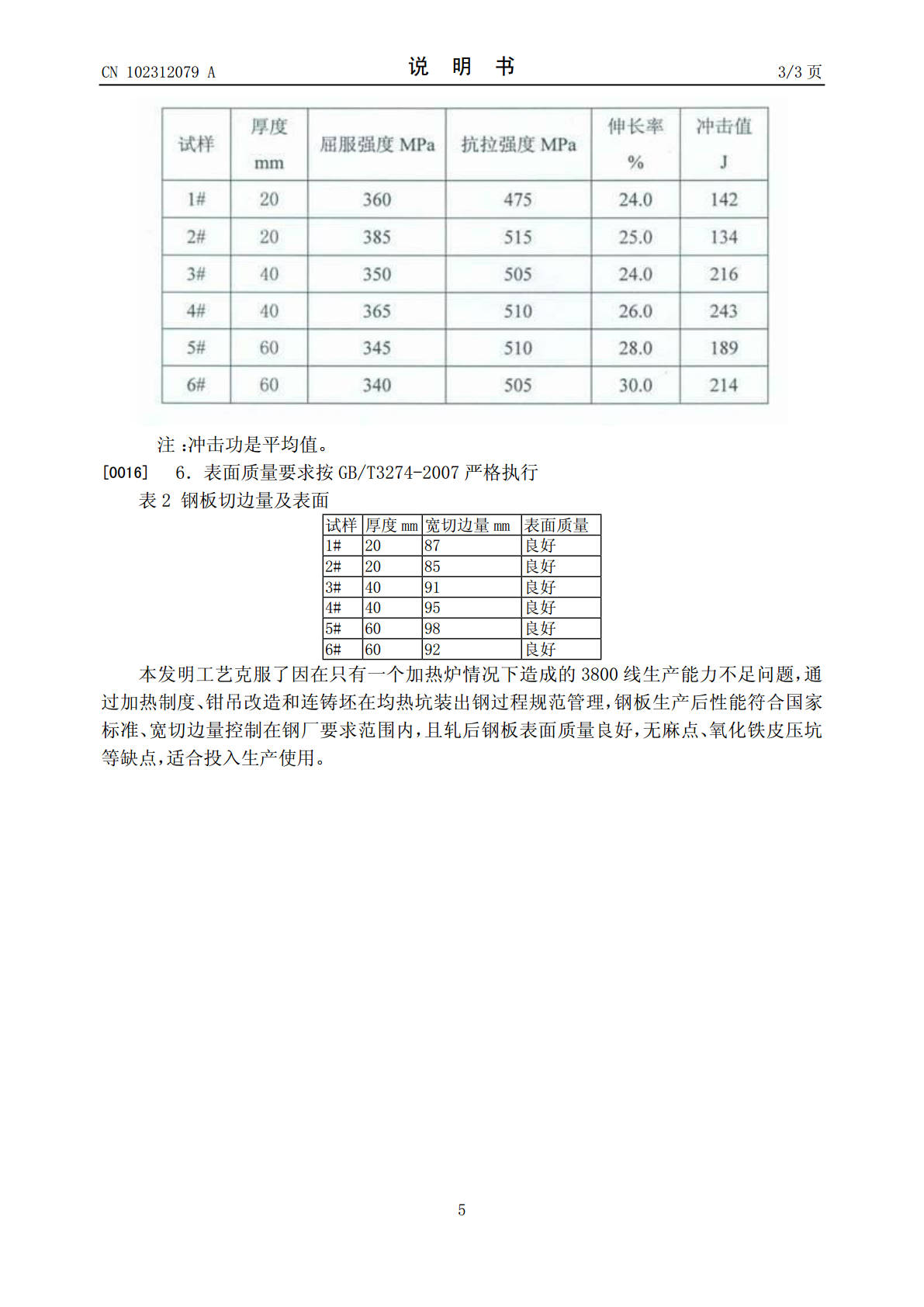
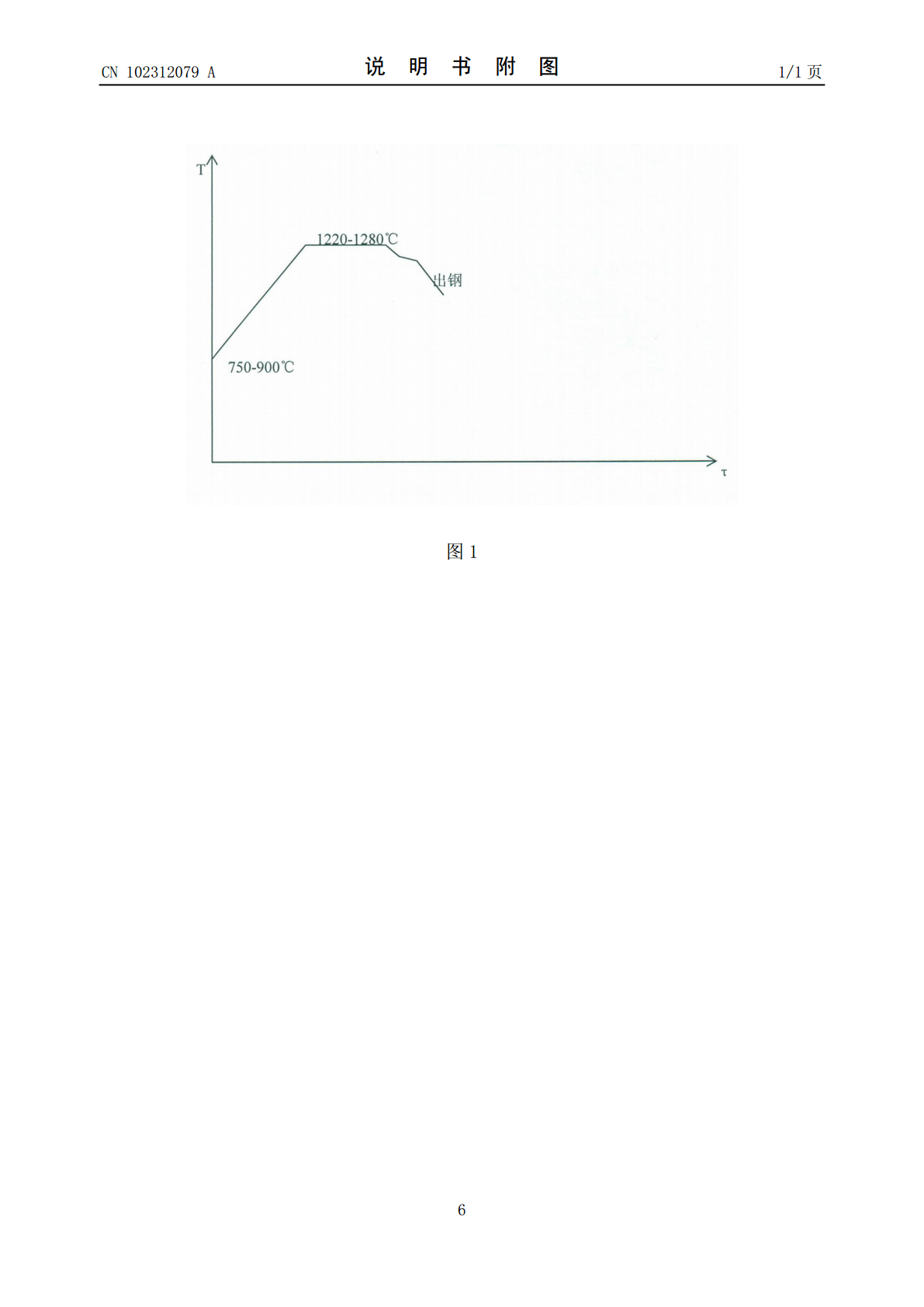
本发明涉及到连铸坯加热生产方法,具体涉及到连铸坯在均热坑加热生产方法。本发明所述均热坑连铸坯加热方法为:根据连铸坯在推钢式蓄热炉加热特点及均热坑加热钢锭特点,连铸坯在均热坑加热过程叙述为连铸坯随均热坑炉膛温度升温至工艺要求温度,然后均热保温,最后出钢。由于本发明采取了上述技术方案,使均热坑有效的利用起来,有效的提高了轧机利用率,在不增加新的推钢式蓄热炉的情况下,可以确保轧钢产能提高后轧机的正常生产,降低了轧机设备风、水、电、气方面的成本,节省能源;有效利用闲置的均热坑,使均热坑物尽其用。
普通步进式加热炉加热纯钛铸坯均热段温控方法.pdf
本发明公开一种普通步进式加热炉加热纯钛铸坯均热段温控方法,将电子束冷床炉生产出来的纯钛铸坯经过铣面、倒角、取化学成分试样、修磨、涂防氧化层后装入步进式加热炉进行加热,加热温度按特殊要求限定,在预热段及加热段的加热方式为常规加热。通过该加热办法可较好解决热轧卷卷头、卷中、卷后的力学性能不一及卷剪板后的不平度问题。用该温控办法不但可保证卷头、卷中、卷后的力学性能在符合国标的前提下,而且可实现卷头、卷中、卷尾的抗拉强度偏差控制在30MPa以内,还可使剪板后板材的不平度控制在国标范围内。大幅度提高热轧卷板的品位,

重轨钢连铸坯的加热工艺优化.pdf
武汉科技大学硕士学位论文重轨钢连铸坯的加热工艺优化姓名:卓钊申请学位级别:硕士专业:材料加工工程指导教师:杭乃勤20090426武汉科技大学硕士学位论文摘要第本文结合武汉钢铁公司大型厂重轨钢的生产实际以钢种为规格为的重轨钢为例针对该厂生产重轨钢产品中出现表面脱碳层深度超标的情况为解决存在的问题提高产品脱碳层的合格率通过观察加热过程中的钢坯脱碳层的变化研究了加热温度、加热时间对重轨钢坯脱碳的影响。通过对钢坯进行加热实验对

重轨钢连铸坯的加热工艺优化.docx
重轨钢连铸坯的加热工艺优化标题:重轨钢连铸坯的加热工艺优化摘要:随着铁路运输的快速发展,对于重轨钢的需求不断增加。重轨钢连铸坯的加热工艺对于保证材料质量和生产效率具有重要意义。本论文通过分析重轨钢连铸坯的加热过程中可能存在的问题,提出了一种优化的加热工艺。优化后的加热工艺能够提高坯料的均匀加热效果,降低能耗,并且对于减少铸坯表面裂纹和内部缺陷具有显著效果。实验结果表明,优化后的加热工艺能够提高重轨钢的质量,提高生产效率。关键词:重轨钢连铸坯;加热工艺;优化;质量;生产效率1.引言随着城市化的进程,铁路交通
二火轧制坯和大断面连铸坯相邻装炉的加热方法.pdf
本发明涉及冶金技术领域,具体而言,涉及二火轧制坯和大断面连铸坯相邻装炉的加热方法,包括:在二火非调钢轧制坯后续接大断面连铸坯相邻装炉;其中,在大断面连铸坯进入一加热段前,使一加热段的炉温按照大断面连铸坯在预热段的温度工艺要求控制;大断面在预热段加上一加热段的时间控制要求按其在预热段的工艺要求时间控制;大断面连铸坯进入二加热段前,使二加热段的炉温按照大断面连铸坯在一加热段的温度工艺要求控制;大断面连铸坯在二加热段的时间按照一加热段的工艺要求时间控制;大断面连铸坯在均热段的温度和时间按照其在高温段的工艺要求控