
光纤拉丝炉气体稳定控制装置及其控制方法.pdf

一吃****春晓

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
光纤拉丝炉气体稳定控制装置及其控制方法.pdf
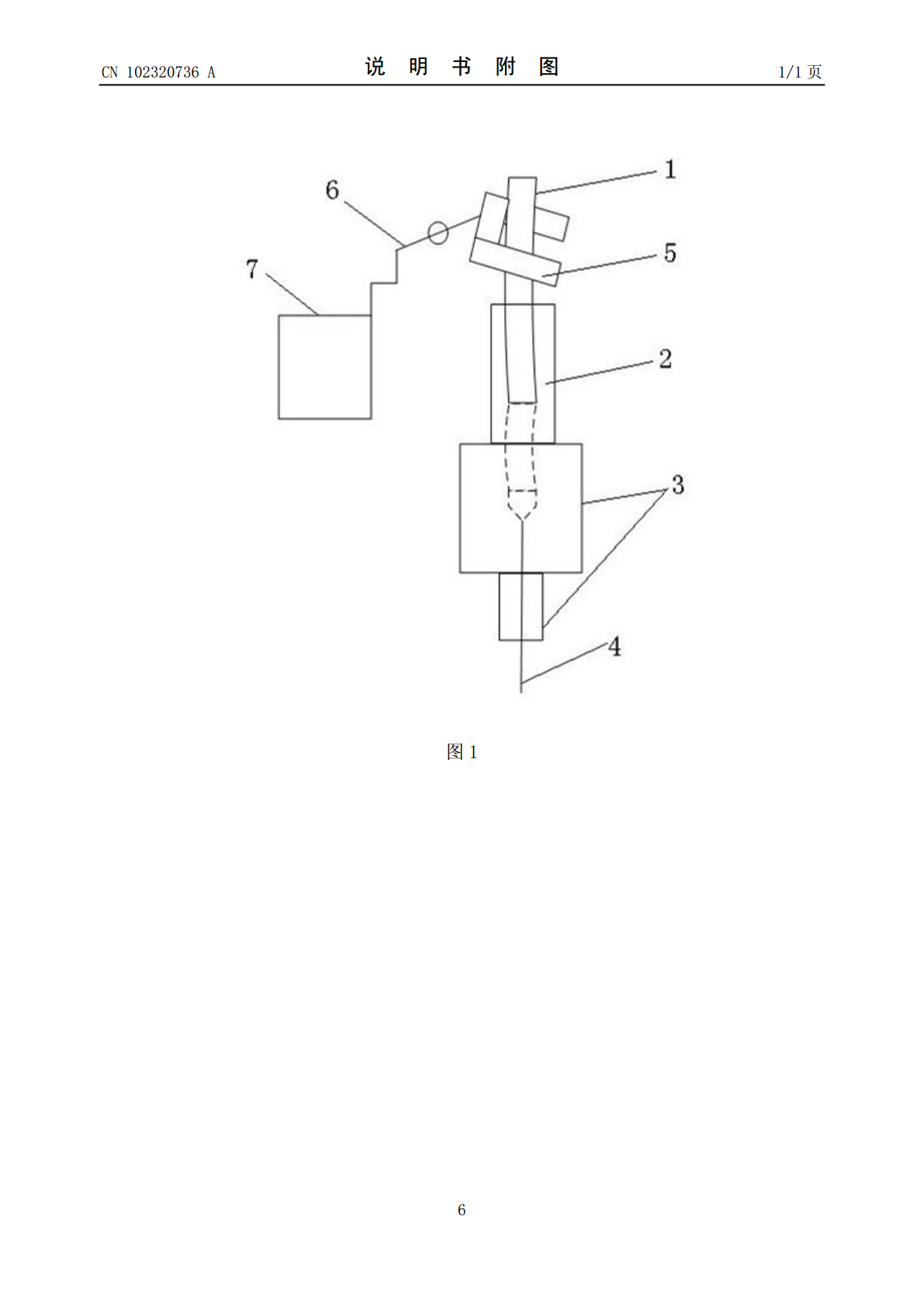
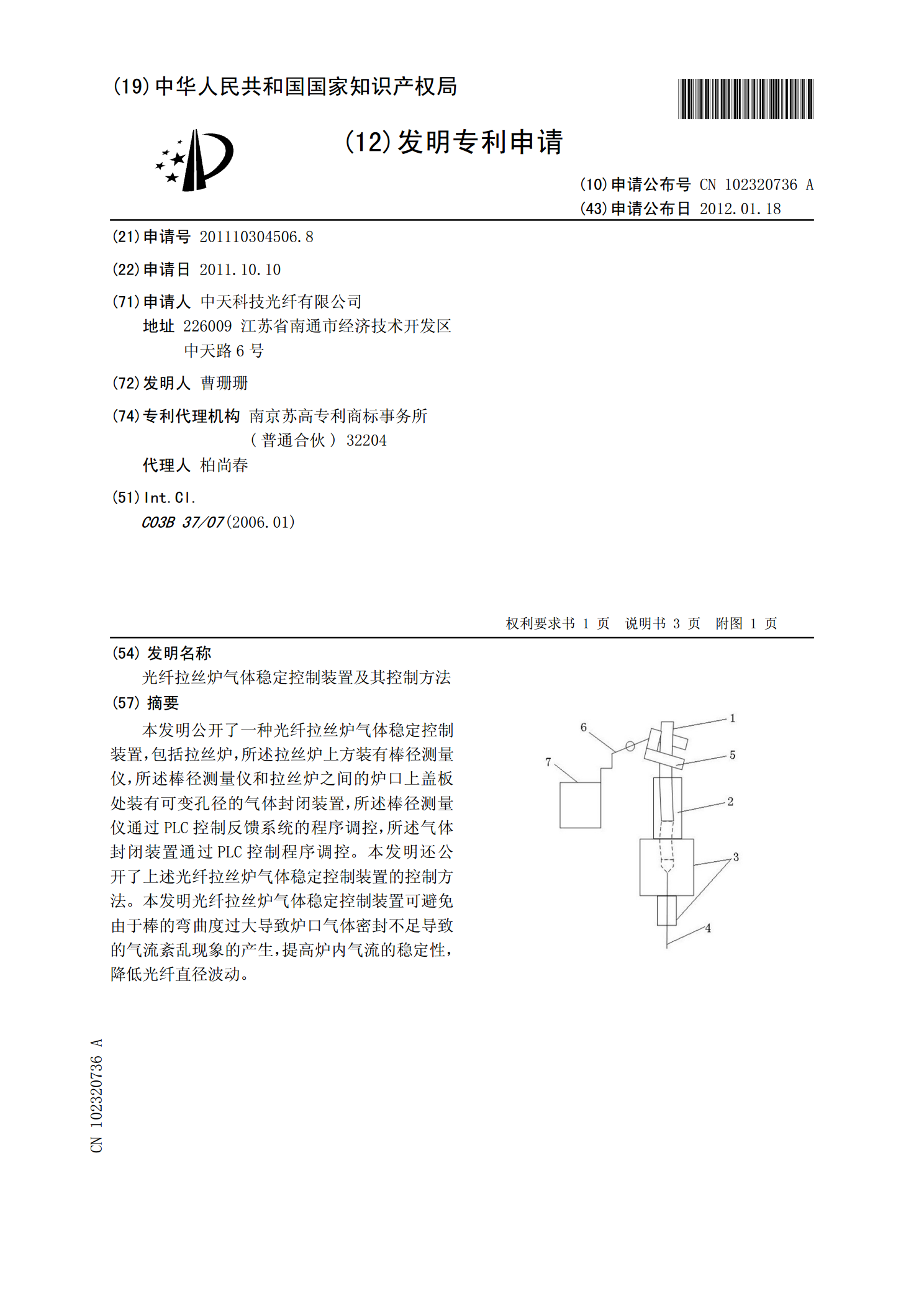
本发明公开了一种光纤拉丝炉气体稳定控制装置,包括拉丝炉,所述拉丝炉上方装有棒径测量仪,所述棒径测量仪和拉丝炉之间的炉口上盖板处装有可变孔径的气体封闭装置,所述棒径测量仪通过PLC控制反馈系统的程序调控,所述气体封闭装置通过PLC控制程序调控。本发明还公开了上述光纤拉丝炉气体稳定控制装置的控制方法。本发明光纤拉丝炉气体稳定控制装置可避免由于棒的弯曲度过大导致炉口气体密封不足导致的气流紊乱现象的产生,提高炉内气流的稳定性,降低光纤直径波动。
拉丝炉气体流量自动控制装置.pdf
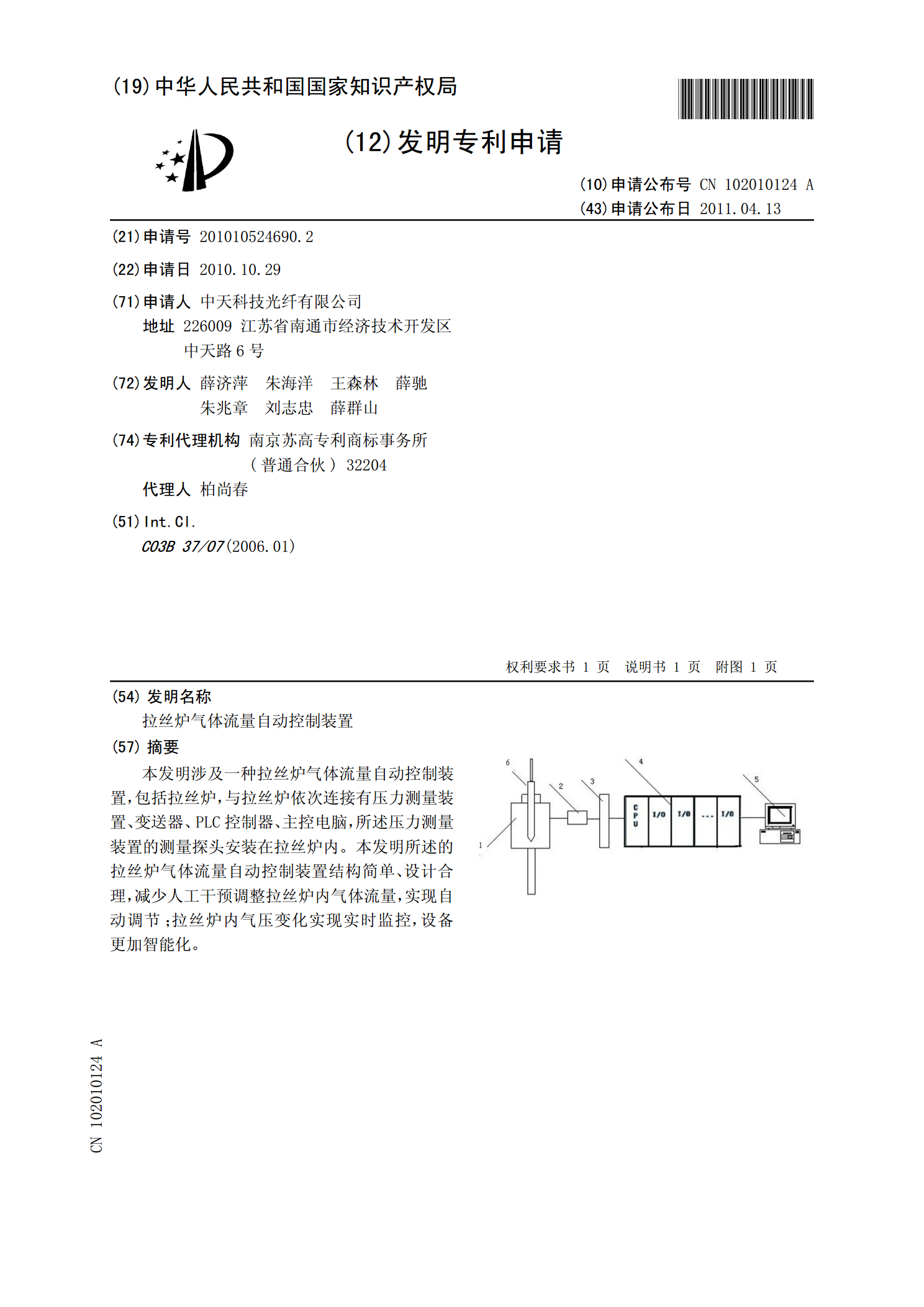
本发明涉及一种拉丝炉气体流量自动控制装置,包括拉丝炉,与拉丝炉依次连接有压力测量装置、变送器、PLC控制器、主控电脑,所述压力测量装置的测量探头安装在拉丝炉内。本发明所述的拉丝炉气体流量自动控制装置结构简单、设计合理,减少人工干预调整拉丝炉内气体流量,实现自动调节;拉丝炉内气压变化实现实时监控,设备更加智能化。?
光纤拉丝装置及光纤拉丝方法.pdf
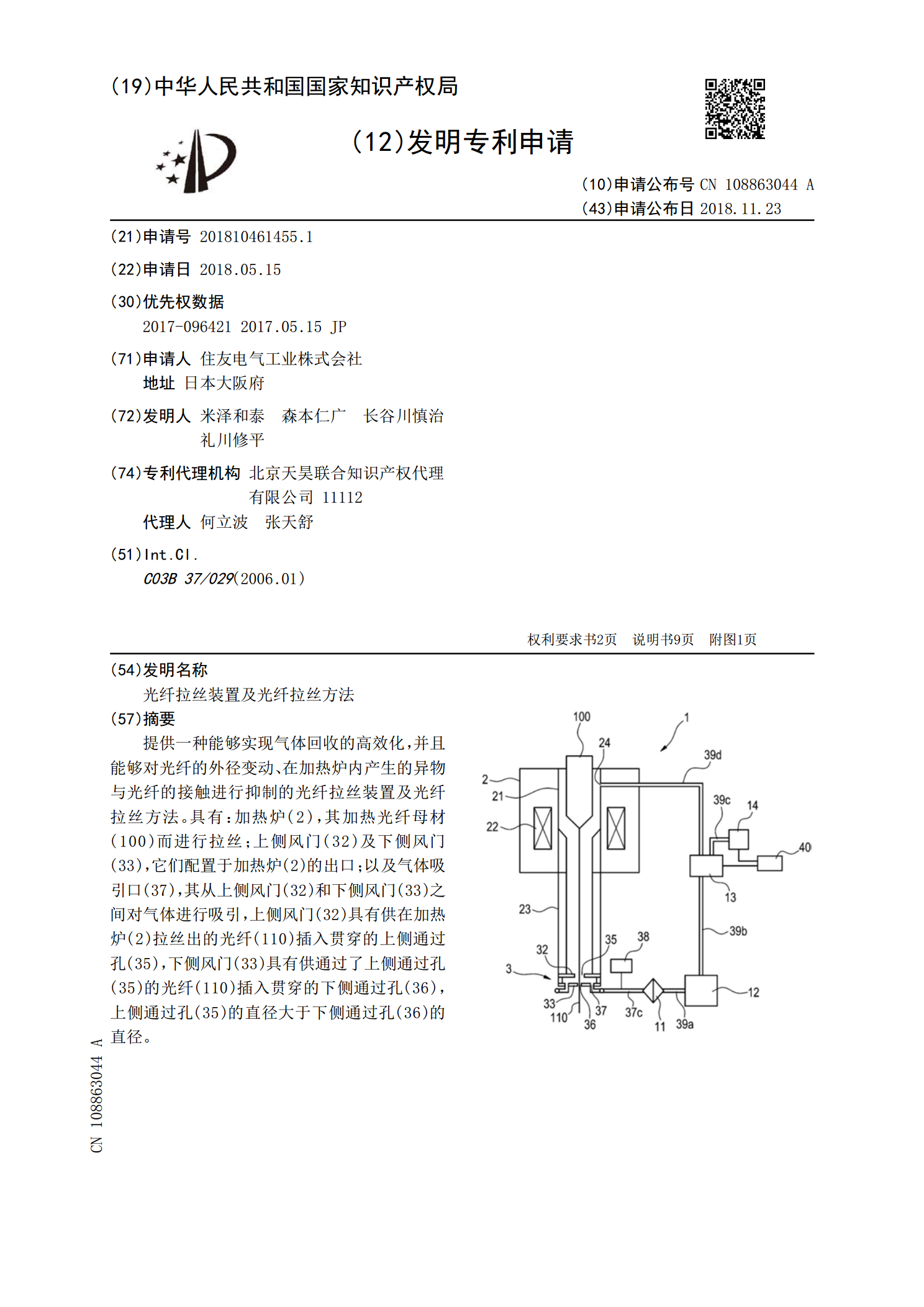
提供一种能够实现气体回收的高效化,并且能够对光纤的外径变动、在加热炉内产生的异物与光纤的接触进行抑制的光纤拉丝装置及光纤拉丝方法。具有:加热炉(2),其加热光纤母材(100)而进行拉丝;上侧风门(32)及下侧风门(33),它们配置于加热炉(2)的出口;以及气体吸引口(37),其从上侧风门(32)和下侧风门(33)之间对气体进行吸引,上侧风门(32)具有供在加热炉(2)拉丝出的光纤(110)插入贯穿的上侧通过孔(35),下侧风门(33)具有供通过了上侧通过孔(35)的光纤(110)插入贯穿的下侧通过孔(36
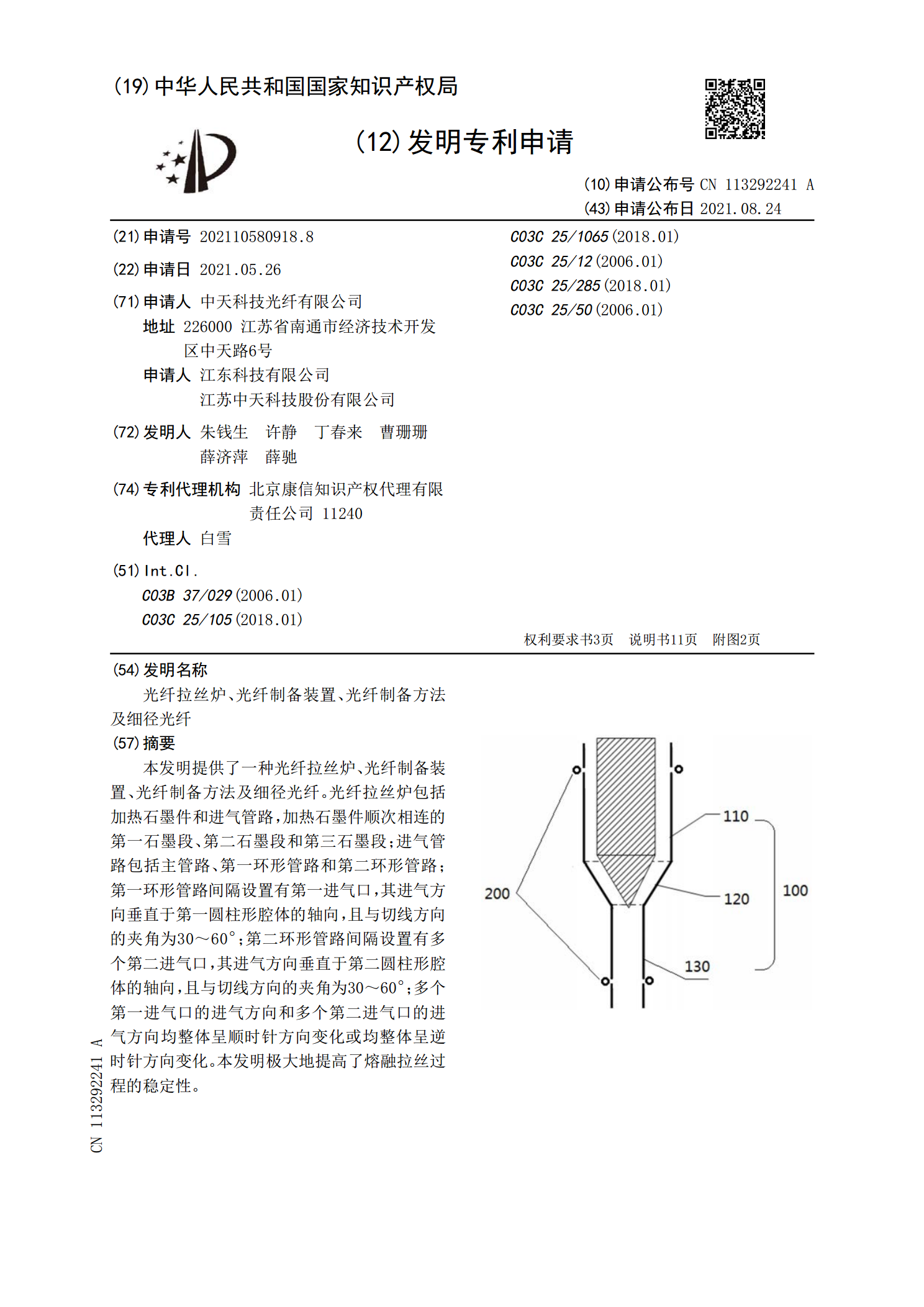
光纤拉丝炉、光纤制备装置、光纤制备方法及细径光纤.pdf
本发明提供了一种光纤拉丝炉、光纤制备装置、光纤制备方法及细径光纤。光纤拉丝炉包括加热石墨件和进气管路,加热石墨件顺次相连的第一石墨段、第二石墨段和第三石墨段;进气管路包括主管路、第一环形管路和第二环形管路;第一环形管路间隔设置有第一进气口,其进气方向垂直于第一圆柱形腔体的轴向,且与切线方向的夹角为30~60°;第二环形管路间隔设置有多个第二进气口,其进气方向垂直于第二圆柱形腔体的轴向,且与切线方向的夹角为30~60°;多个第一进气口的进气方向和多个第二进气口的进气方向均整体呈顺时针方向变化或均整体呈逆时针
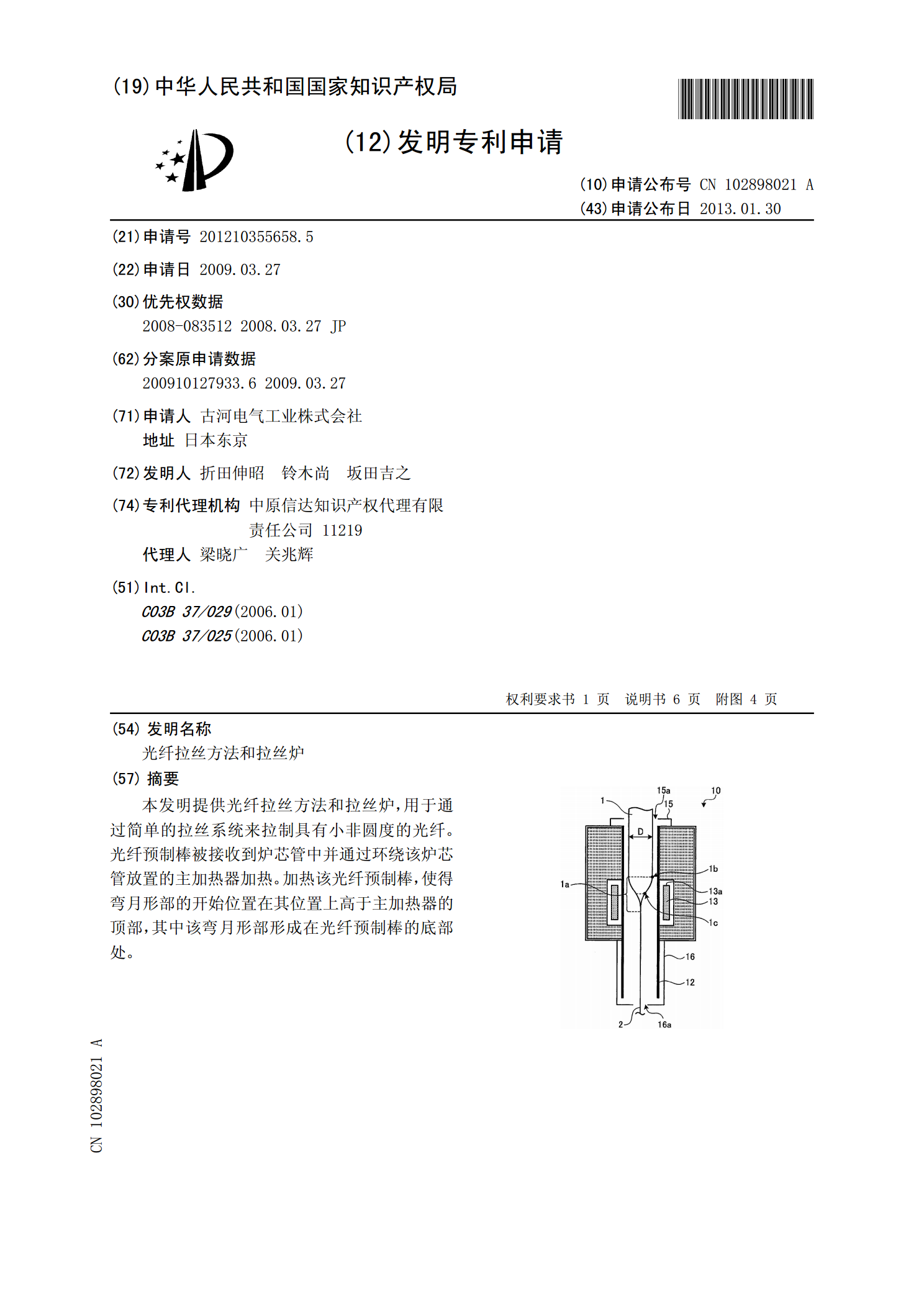
光纤拉丝方法和拉丝炉.pdf
本发明提供光纤拉丝方法和拉丝炉,用于通过简单的拉丝系统来拉制具有小非圆度的光纤。光纤预制棒被接收到炉芯管中并通过环绕该炉芯管放置的主加热器加热。加热该光纤预制棒,使得弯月形部的开始位置在其位置上高于主加热器的顶部,其中该弯月形部形成在光纤预制棒的底部处。