
拉丝炉气体流量自动控制装置.pdf

是浩****32


1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
拉丝炉气体流量自动控制装置.pdf
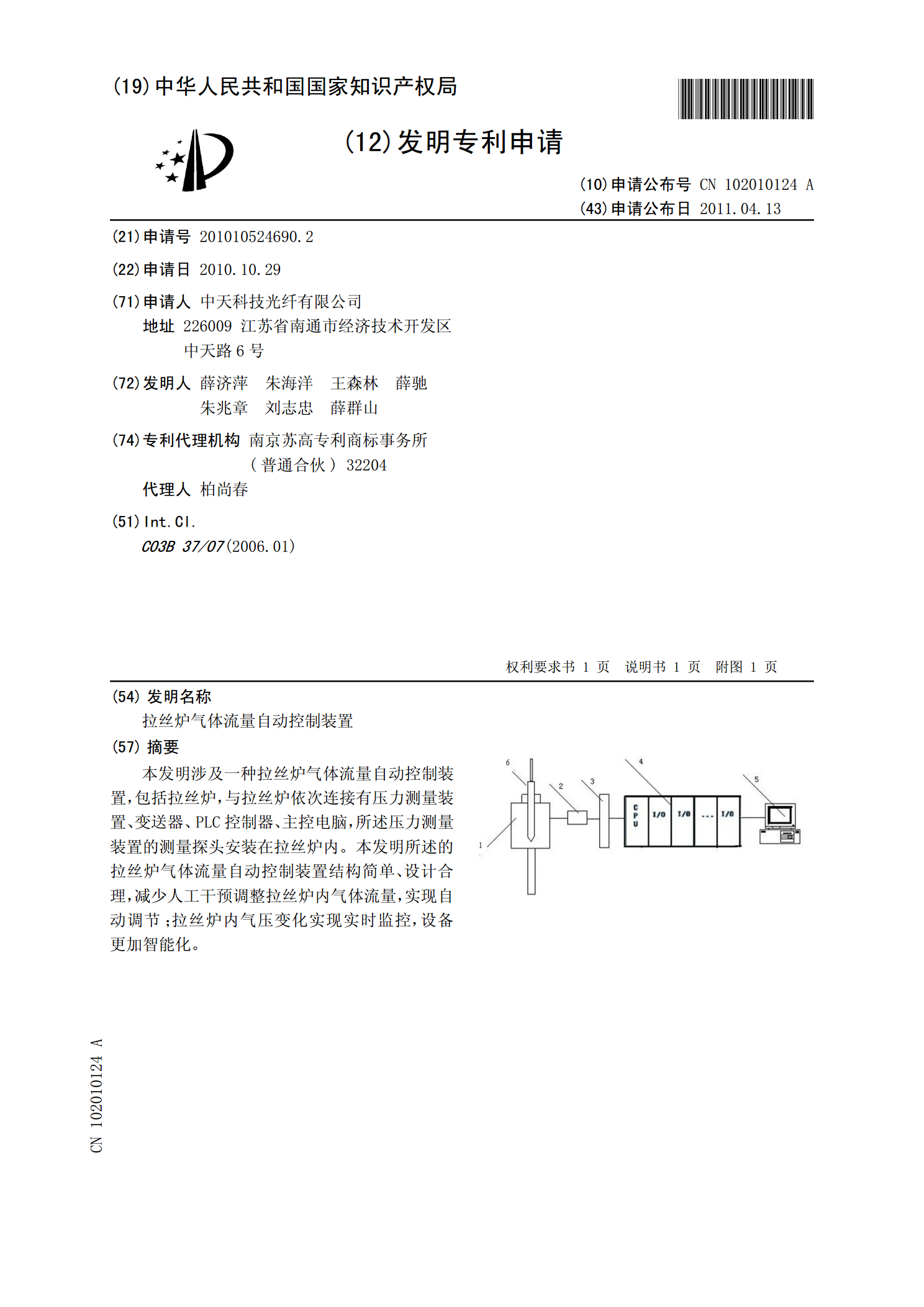
本发明涉及一种拉丝炉气体流量自动控制装置,包括拉丝炉,与拉丝炉依次连接有压力测量装置、变送器、PLC控制器、主控电脑,所述压力测量装置的测量探头安装在拉丝炉内。本发明所述的拉丝炉气体流量自动控制装置结构简单、设计合理,减少人工干预调整拉丝炉内气体流量,实现自动调节;拉丝炉内气压变化实现实时监控,设备更加智能化。?

一种拉丝炉气体回收装置.pdf
本申请涉及本发明涉及一种光纤拉丝炉气体回收装置,包括一个集气筒、一个导流环、四片稳流环,材质均为铝合金。集气筒外壁靠底部处开有对称的两个小孔,下口开有小孔,上口端面开有环形凹槽,集气筒下口小孔上设有导流环,导流环和集气筒外壁中间设有四片导流环。导流环呈上小下大的弧形结构,导流环相互对称交错,拉丝炉废气从拉丝炉中出来经过气体回收装置时,由于负压沿着导流环进入稳流环区域,经过两层稳流环后通过集气筒外壁两个小孔被抽走。本发明创造提供的光纤拉丝炉气体回收装置,提高了气体回收效率,稳定了气体回收装置内气流,降低了生
碳化炉保护气体自动控制装置.pdf
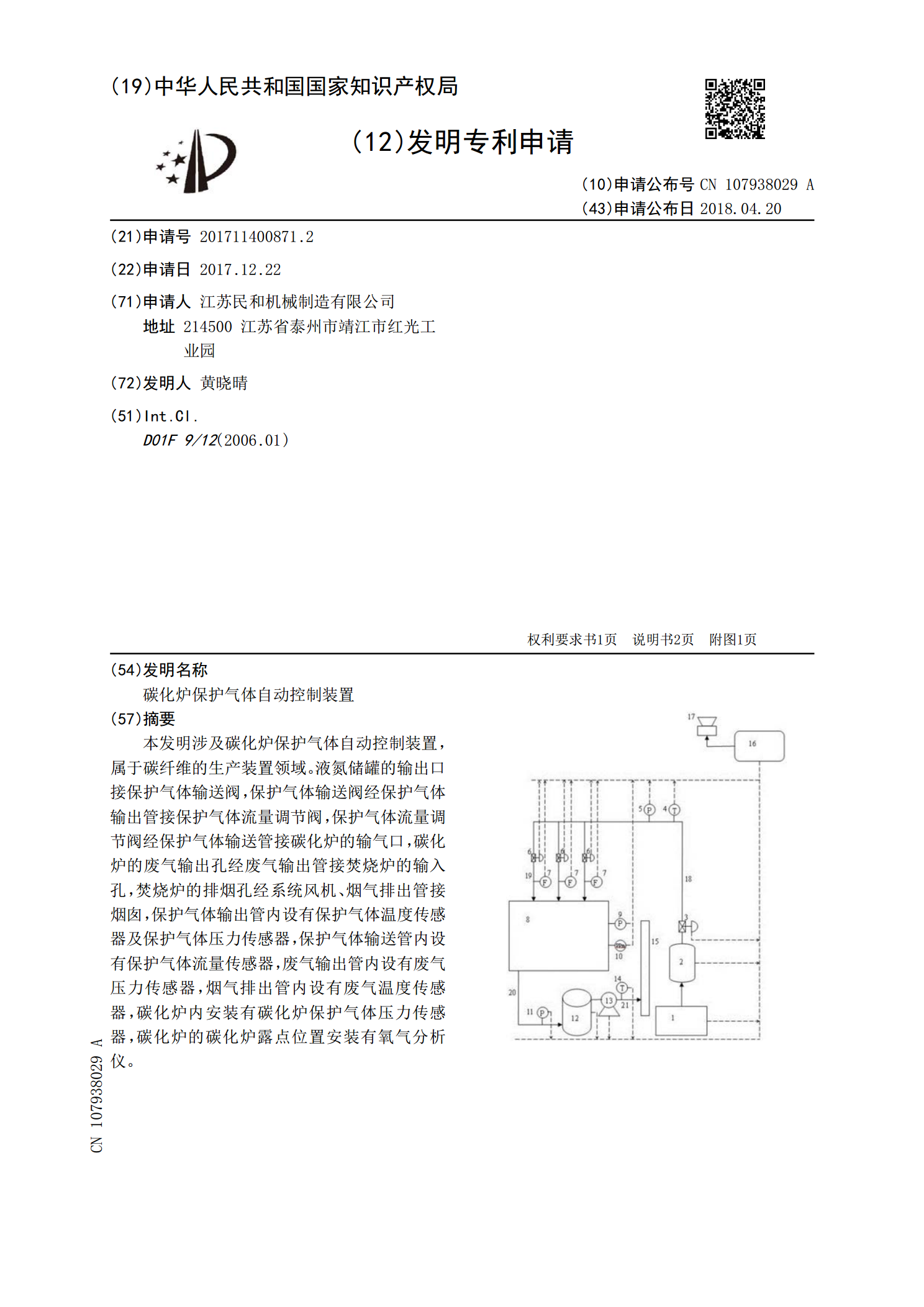
本发明涉及碳化炉保护气体自动控制装置,属于碳纤维的生产装置领域。液氮储罐的输出口接保护气体输送阀,保护气体输送阀经保护气体输出管接保护气体流量调节阀,保护气体流量调节阀经保护气体输送管接碳化炉的输气口,碳化炉的废气输出孔经废气输出管接焚烧炉的输入孔,焚烧炉的排烟孔经系统风机、烟气排出管接烟囱,保护气体输出管内设有保护气体温度传感器及保护气体压力传感器,保护气体输送管内设有保护气体流量传感器,废气输出管内设有废气压力传感器,烟气排出管内设有废气温度传感器,碳化炉内安装有碳化炉保护气体压力传感器,碳化炉的碳化
光纤拉丝炉气体稳定控制装置及其控制方法.pdf
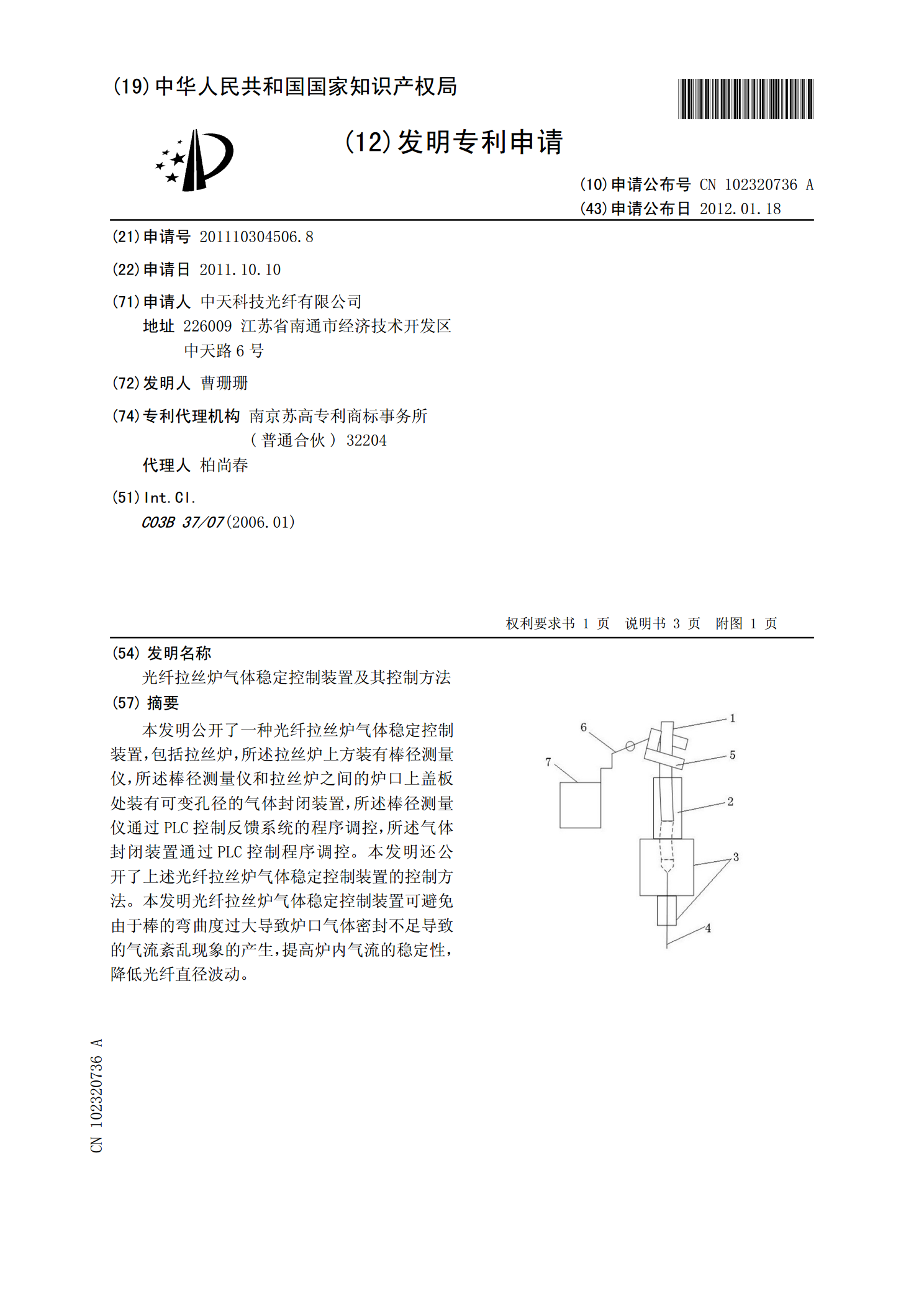
本发明公开了一种光纤拉丝炉气体稳定控制装置,包括拉丝炉,所述拉丝炉上方装有棒径测量仪,所述棒径测量仪和拉丝炉之间的炉口上盖板处装有可变孔径的气体封闭装置,所述棒径测量仪通过PLC控制反馈系统的程序调控,所述气体封闭装置通过PLC控制程序调控。本发明还公开了上述光纤拉丝炉气体稳定控制装置的控制方法。本发明光纤拉丝炉气体稳定控制装置可避免由于棒的弯曲度过大导致炉口气体密封不足导致的气流紊乱现象的产生,提高炉内气流的稳定性,降低光纤直径波动。

拉丝炉挡光隔热装置.pdf
本发明公开了一种拉丝炉挡光隔热装置,其包括:一吸热罩,其至少包括竖向布置的中空隔板,该吸热罩具有连通中空隔板内腔的进水口、出水口;一水循环系统,其包括蓄水罐、水泵、流出管道、流入管道,水泵经流出管道连接在进水口与蓄水罐之间,出水口经流入管道连接蓄水罐;一控制系统,其包括温度传感器、电磁流量计、控制器,温度传感器安装在流出管道,电磁流量计安装在流出管道或流入管道上,控制器依据温度传感器、电磁流量计的信号控制水泵的运转。本发明减小了拉丝过程中预制板尾端光溢出对熔融炉周边设备的照射,降低周围装置的表面温度,延长