
一种低合金Q390C厚板及其生产方法.pdf

悠柔****找我

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低合金Q390C厚板及其生产方法.pdf
本发明公开了一种低合金Q390C厚板,所述仅添加Al、V微合金元素生产低合金Q390C厚板包含如下质量百分比的化学成分(单位,wt%):C:0.10~0.16、Si:0.20~0.40、Mn:1.30~1.60、P≤0.017、S≤0.005、Als:0.015~0.040、V≤0.05,其它为Fe和残留元素。碳当量[Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15]:≤0.44。通过KR铁水预处理、转炉冶炼、吹氩处理、LF炉精炼、VD精炼、连铸、加热、控轧控冷、堆冷工艺,在原有的Q39
低合金高强度结构钢Q390C特厚板及其生产方法.pdf
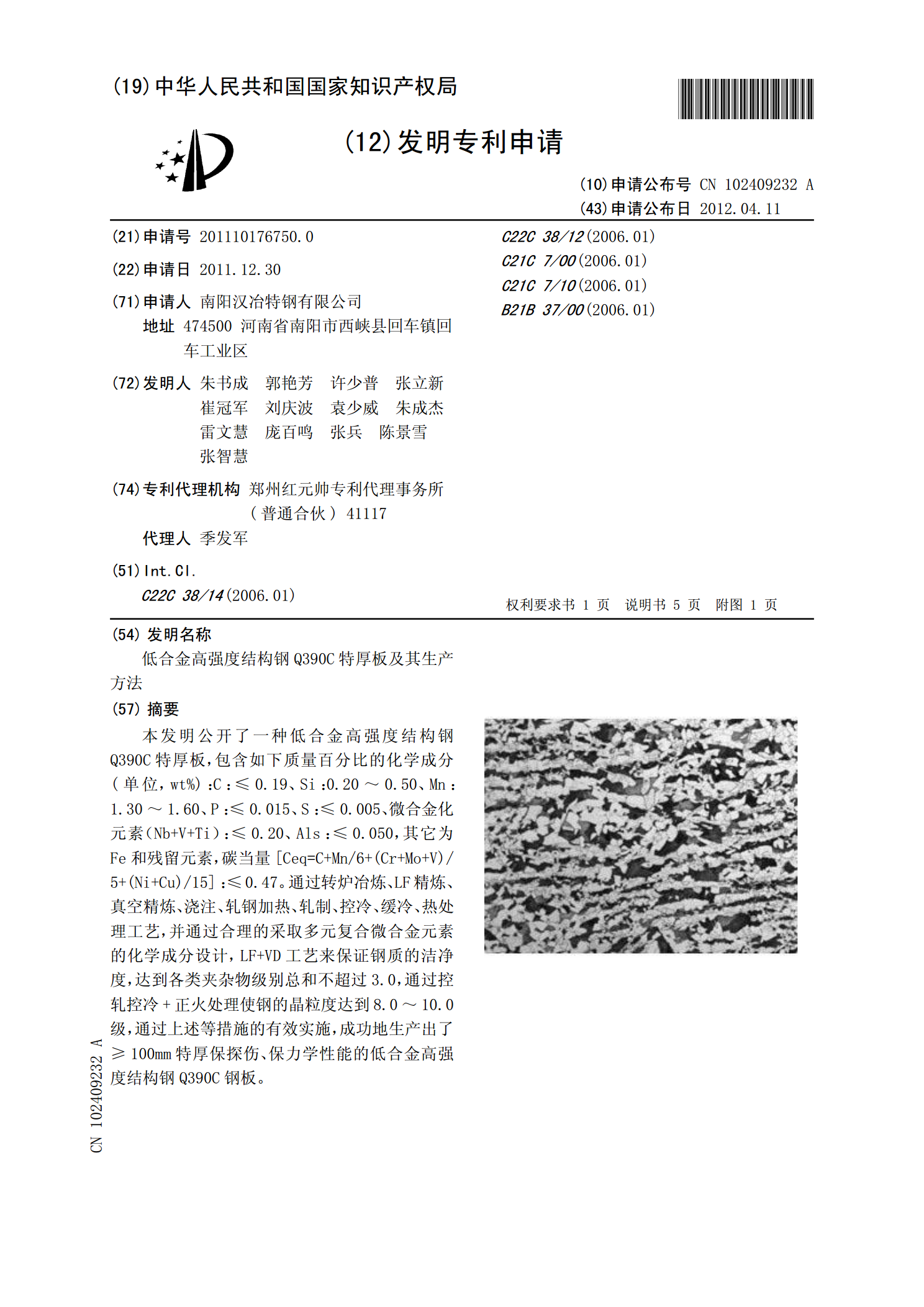
本发明公开了一种低合金高强度结构钢Q390C特厚板,包含如下质量百分比的化学成分(单位,wt%):C:≤0.19、Si:0.20~0.50、Mn:1.30~1.60、P:≤0.015、S:≤0.005、微合金化元素(Nb+V+Ti):≤0.20、Als:≤0.050,其它为Fe和残留元素,碳当量[Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15]:≤0.47。通过转炉冶炼、LF精炼、真空精炼、浇注、轧钢加热、轧制、控冷、缓冷、热处理工艺,并通过合理的采取多元复合微合金元素的化学成分设计,
一种低合金Q345C-Z35厚板及其生产方法.pdf
本发明公开了一种低合金Q345C-Z35厚板,所述采用不添加微合金元素生产的低合金Q345C-Z35厚板包含如下质量百分比的化学成分(单位,wt%):C:0.10~0.18、Si:0.20~0.45、Mn:1.30~1.60、P≤0.018、S≤0.007、Als:0.015~0.050、其它为Fe和残留元素。碳当量[Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15]:≤0.44。通过KR铁水预处理、转炉冶炼、吹氩处理、LF炉精炼、VD精炼、连铸、加热、控轧控冷、堆冷工艺,在原有Q345
一种低合金高强度厚板的生产方法.pdf
本发明提供一种低合金高强度厚板的生产方法,电炉冶炼后,LF炉精炼和VD脱气,控制浇铸温度和本体及帽口浇铸时间,钢锭冷却后快速脱模,帽口用保温罩保温,置于冷却装置中冷却;钢锭600~700℃炉温装炉,闷钢5~8h后以40~60℃/h的速度加热至1150℃保温,轧前5h自由升温至1180~1220℃;先纵轧消除锥度,开轧温度>1150℃,终轧温度850~950℃,总压下率>50%,缓冷堆垛温度≥500℃,缓冷时间≥48h;轧后钢板在880~920℃正火处理,保温1.9-2.25min/mm。本发明生产350~
一种新型低合金钢Q345系列特厚板及其生产方法.pdf
本发明提供了一种厚度为100-200mm的保性能、保探伤的新型低合金钢Q345系列特厚板,其包含如下质量百分比的化学成分:C:0.08~0.17、Si:0.15~0.40、Mn:1.00~1.40、P:≤0.020、S:≤0.020、Als:0.020~0.050、Cr:0.10~0.30,其它为Fe和残留元素。其生产方法包括:KR铁水预处理、转炉冶炼、LF精炼、真空精炼(可选)、连铸、铸坯加热、轧制、缓冷、热处理等工艺控制。本发明工艺克服了以往采取模铸锭生产特厚保探伤钢板时生产成本高、成材率低、工艺复杂