
插入式大斜管与筒体接头的焊接变形控制方法.pdf

努力****恨风

1/8

2/8

3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
插入式大斜管与筒体接头的焊接变形控制方法.pdf
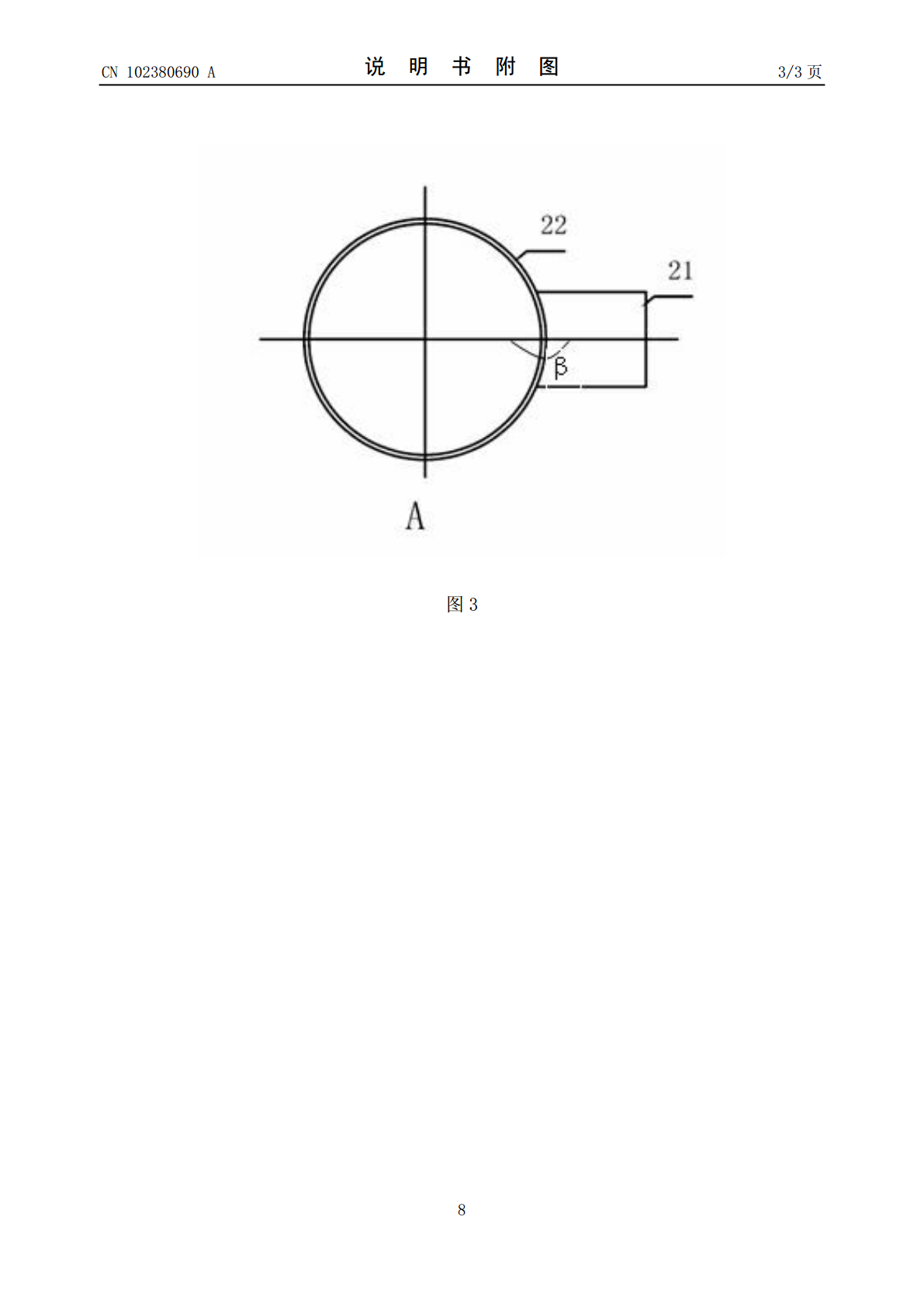
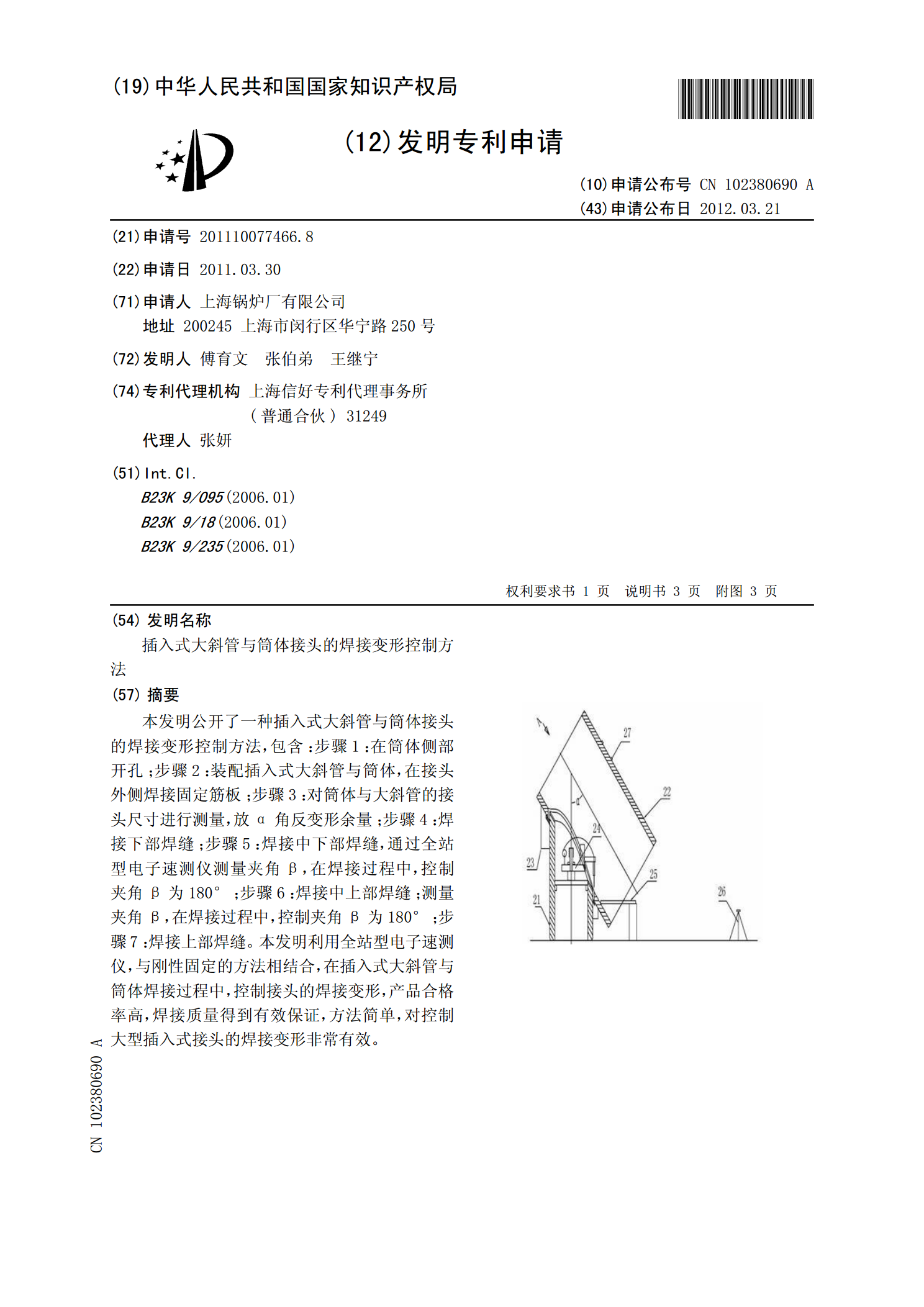
本发明公开了一种插入式大斜管与筒体接头的焊接变形控制方法,包含:步骤1:在筒体侧部开孔;步骤2:装配插入式大斜管与筒体,在接头外侧焊接固定筋板;步骤3:对筒体与大斜管的接头尺寸进行测量,放α角反变形余量;步骤4:焊接下部焊缝;步骤5:焊接中下部焊缝,通过全站型电子速测仪测量夹角β,在焊接过程中,控制夹角β为180°;步骤6:焊接中上部焊缝;测量夹角β,在焊接过程中,控制夹角β为180°;步骤7:焊接上部焊缝。本发明利用全站型电子速测仪,与刚性固定的方法相结合,在插入式大斜管与筒体焊接过程中,控制接头的焊接

薄壁钛合金焊接筒体的机加工变形控制装置及控制方法.pdf
本发明公开了一种薄壁钛合金焊接筒体的机加工变形控制装置,包括内径支撑工装和外径控制工装,内径支撑工装和外径控制工装均由支撑架、可调螺栓和随形顶板组成,支撑架为筒状网格化结构,可调螺栓呈矩阵状分布在支撑架上,随形顶板安装在可调螺栓自由端端部,随形顶板为弧形板,随形顶板的曲率半径与钛合金焊接筒体半径相同。本发明还公开薄壁钛合金焊接筒体的机加工变形控制装置的控制方法,包括采用该机加工变形控制装置,结合热处理,对钛合金筒体依次进行校形处理、粗加工、第一次定型热处理、半精加工、第二次定型热处理和精加工,实现了对钛合
一种偏心焊接接头焊接变形控制方法.pdf
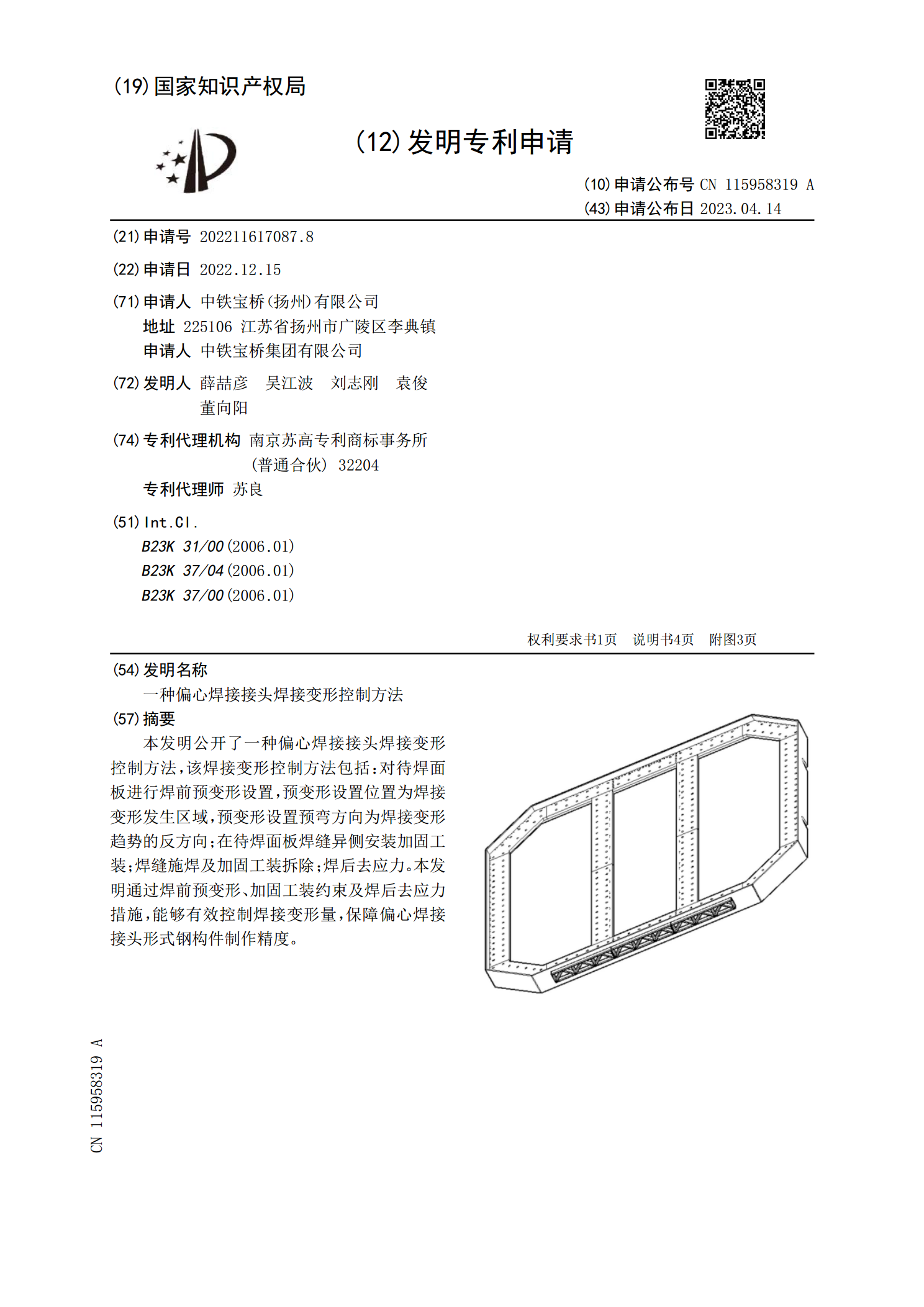
本发明公开了一种偏心焊接接头焊接变形控制方法,该焊接变形控制方法包括:对待焊面板进行焊前预变形设置,预变形设置位置为焊接变形发生区域,预变形设置预弯方向为焊接变形趋势的反方向;在待焊面板焊缝异侧安装加固工装;焊缝施焊及加固工装拆除;焊后去应力。本发明通过焊前预变形、加固工装约束及焊后去应力措施,能够有效控制焊接变形量,保障偏心焊接接头形式钢构件制作精度。
管板与壳程筒体合拢缝焊接方法.pdf
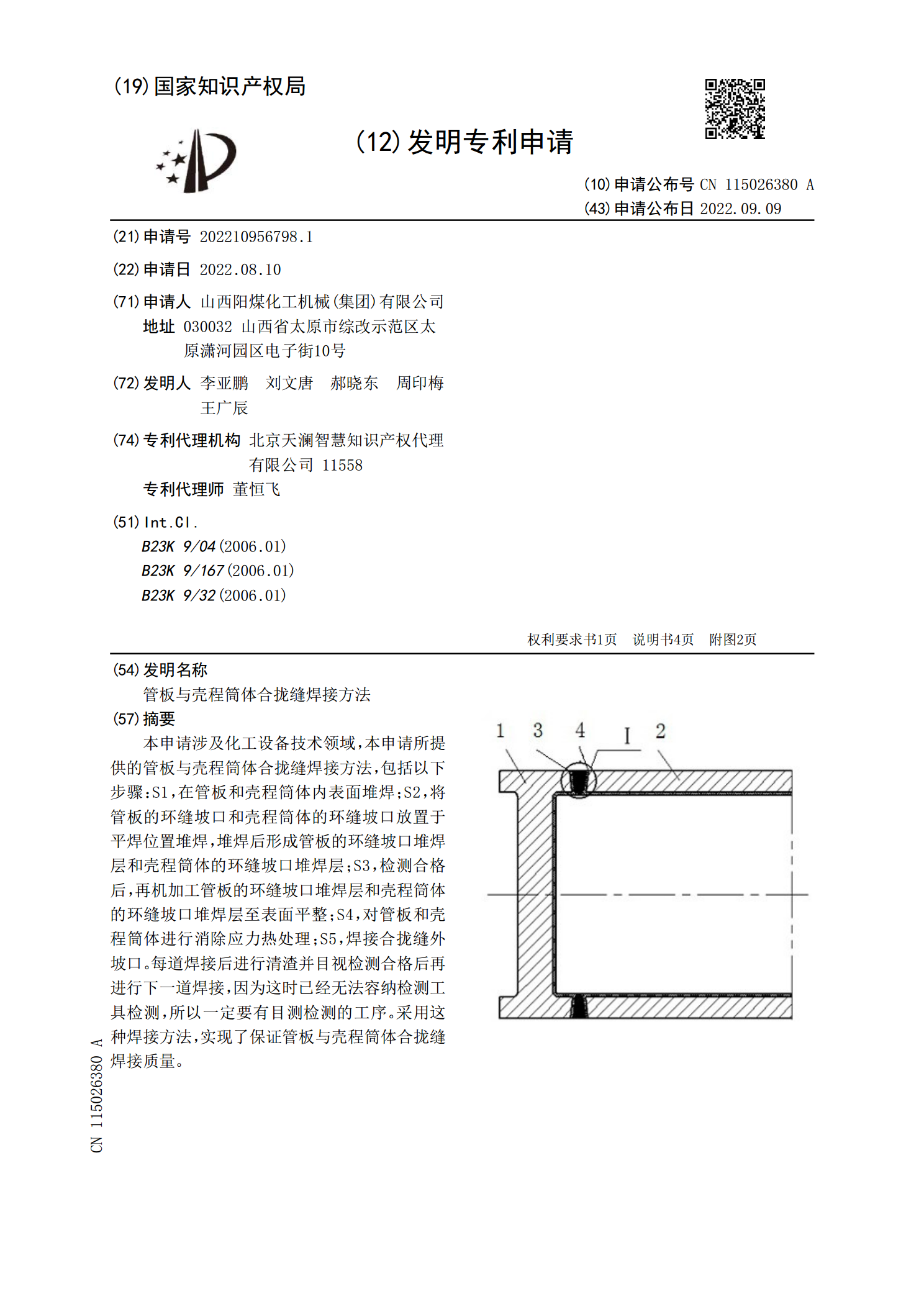
本申请涉及化工设备技术领域,本申请所提供的管板与壳程筒体合拢缝焊接方法,包括以下步骤:S1,在管板和壳程筒体内表面堆焊;S2,将管板的环缝坡口和壳程筒体的环缝坡口放置于平焊位置堆焊,堆焊后形成管板的环缝坡口堆焊层和壳程筒体的环缝坡口堆焊层;S3,检测合格后,再机加工管板的环缝坡口堆焊层和壳程筒体的环缝坡口堆焊层至表面平整;S4,对管板和壳程筒体进行消除应力热处理;S5,焊接合拢缝外坡口。每道焊接后进行清渣并目视检测合格后再进行下一道焊接,因为这时已经无法容纳检测工具检测,所以一定要有目测检测的工序。采用这
接管与内径Di<600mm的筒体焊接变形控制方法及工装.pdf
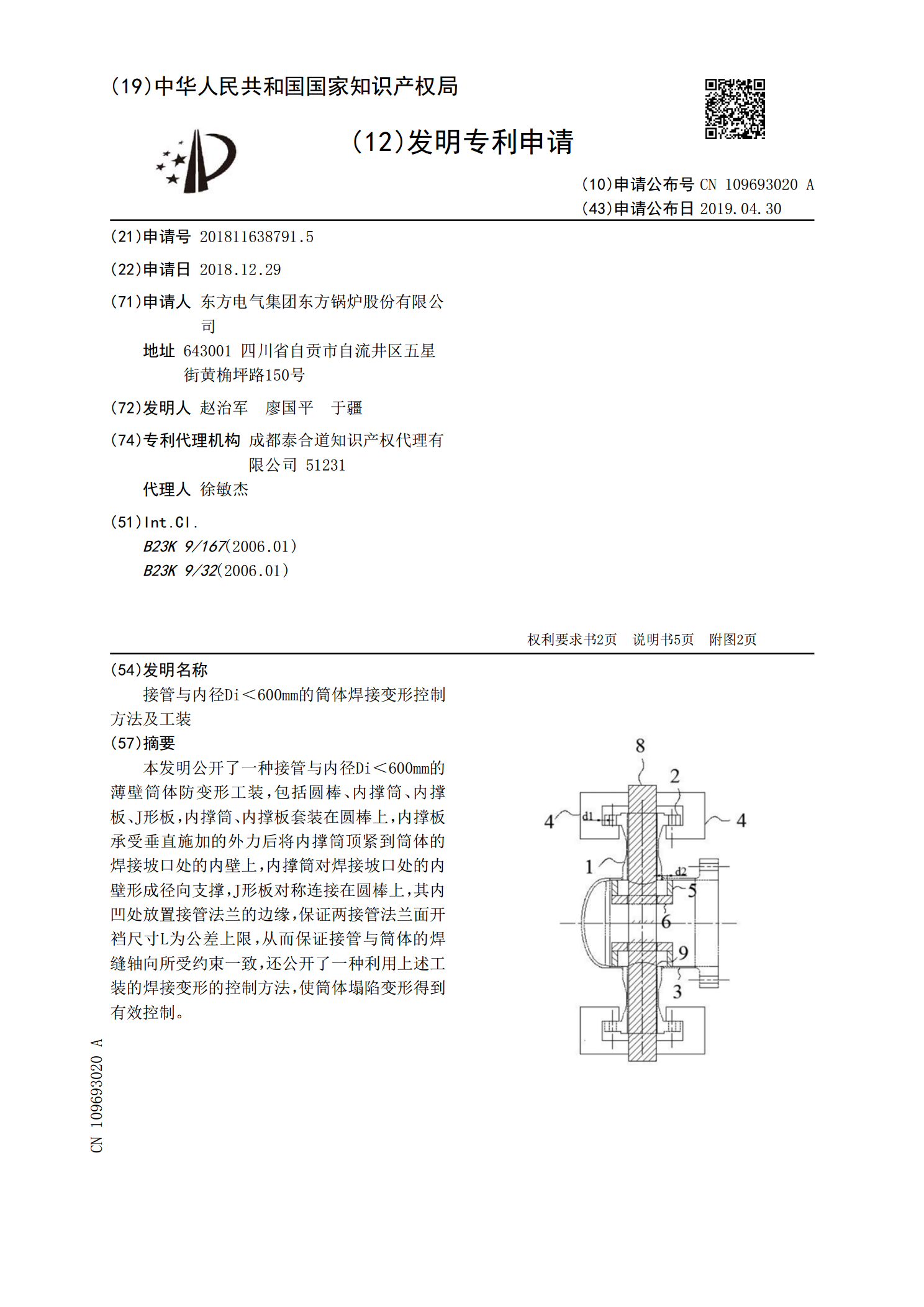
本发明公开了一种接管与内径Di<600mm的薄壁筒体防变形工装,包括圆棒、内撑筒、内撑板、J形板,内撑筒、内撑板套装在圆棒上,内撑板承受垂直施加的外力后将内撑筒顶紧到筒体的焊接坡口处的内壁上,内撑筒对焊接坡口处的内壁形成径向支撑,J形板对称连接在圆棒上,其内凹处放置接管法兰的边缘,保证两接管法兰面开裆尺寸L为公差上限,从而保证接管与筒体的焊缝轴向所受约束一致,还公开了一种利用上述工装的焊接变形的控制方法,使筒体塌陷变形得到有效控制。