
管板与壳程筒体合拢缝焊接方法.pdf

努力****幻翠

1/8

2/8
3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
管板与壳程筒体合拢缝焊接方法.pdf
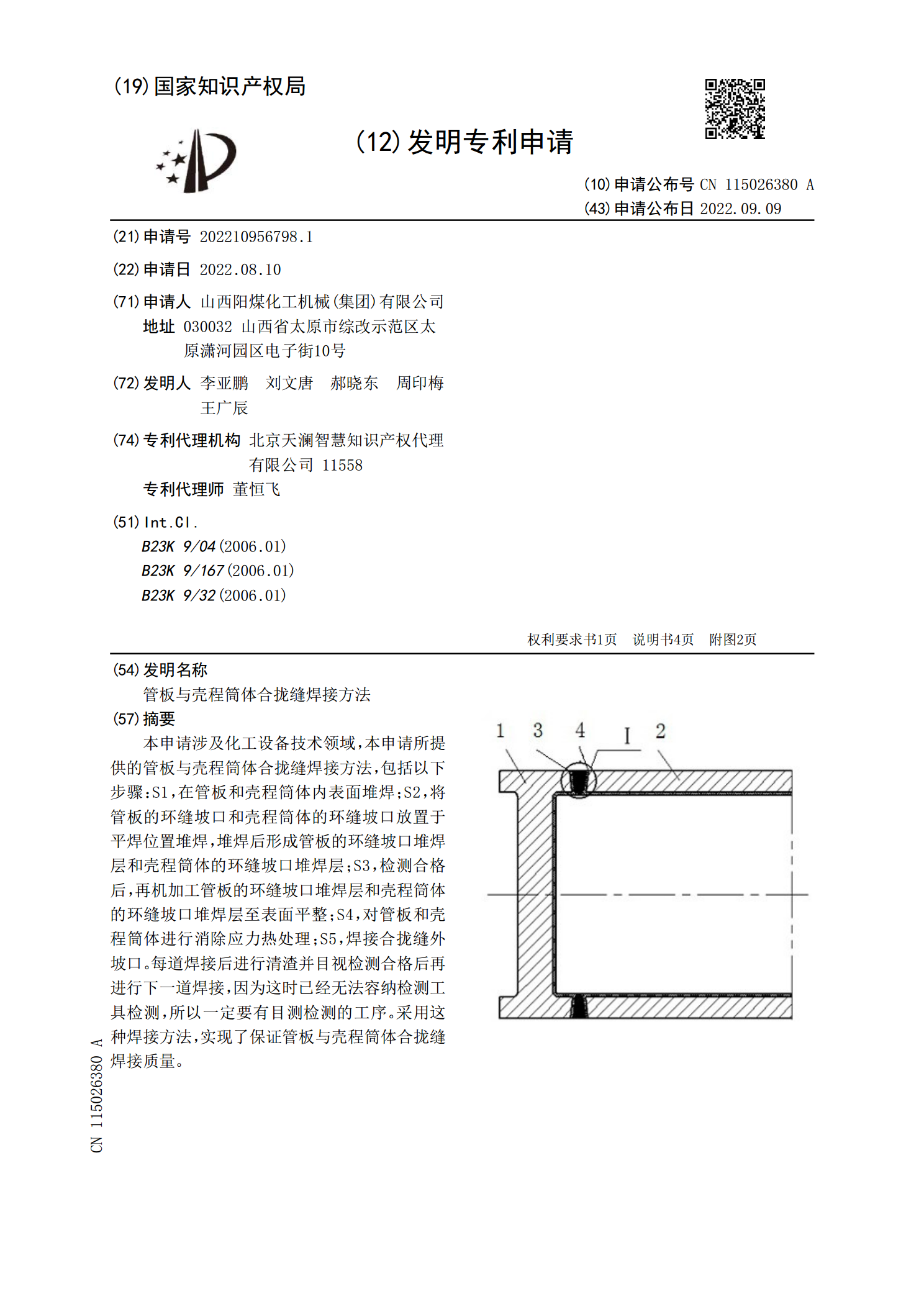
本申请涉及化工设备技术领域,本申请所提供的管板与壳程筒体合拢缝焊接方法,包括以下步骤:S1,在管板和壳程筒体内表面堆焊;S2,将管板的环缝坡口和壳程筒体的环缝坡口放置于平焊位置堆焊,堆焊后形成管板的环缝坡口堆焊层和壳程筒体的环缝坡口堆焊层;S3,检测合格后,再机加工管板的环缝坡口堆焊层和壳程筒体的环缝坡口堆焊层至表面平整;S4,对管板和壳程筒体进行消除应力热处理;S5,焊接合拢缝外坡口。每道焊接后进行清渣并目视检测合格后再进行下一道焊接,因为这时已经无法容纳检测工具检测,所以一定要有目测检测的工序。采用这
一种筒体纵环缝的焊接方法.pdf
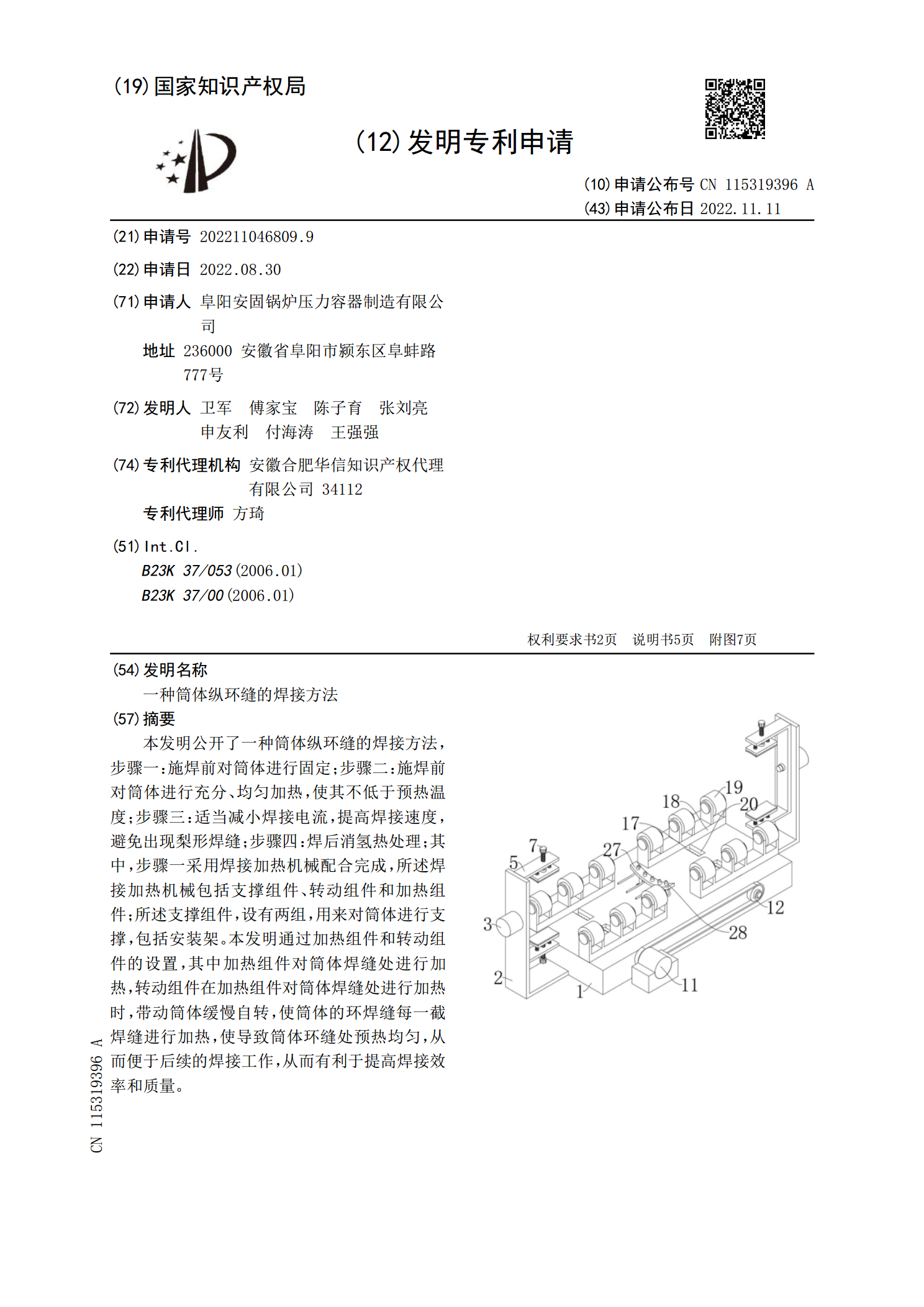
本发明公开了一种筒体纵环缝的焊接方法,步骤一:施焊前对筒体进行固定;步骤二:施焊前对筒体进行充分、均匀加热,使其不低于预热温度;步骤三:适当减小焊接电流,提高焊接速度,避免出现梨形焊缝;步骤四:焊后消氢热处理;其中,步骤一采用焊接加热机械配合完成,所述焊接加热机械包括支撑组件、转动组件和加热组件;所述支撑组件,设有两组,用来对筒体进行支撑,包括安装架。本发明通过加热组件和转动组件的设置,其中加热组件对筒体焊缝处进行加热,转动组件在加热组件对筒体焊缝处进行加热时,带动筒体缓慢自转,使筒体的环焊缝每一截焊缝进

化工容器筒体环缝内壁的补堆焊接方法.pdf
本发明公开了一种化工容器筒体环缝内壁的补堆焊接方法,将筒体平放在可以带动筒体转动的滚轮架上,筒体内放置带有由电动小车带动的机械带极自动电渣焊焊机,环缝在堆焊时,小车带动焊机在筒体内壁上匀速爬行,滚轮架带动筒体反方向同步匀速转动,使焊机的焊接位置始终处于1G平焊位置。本方法采用自动焊补堆,直接改变了传统手工焊补堆的焊接方法,改善了以往手工焊补堆浪费时间、劳动强度大,焊接质量不稳定等诸多缺点,提高了劳动生产率、劳动条件。
窄筒体纵缝焊接工装.pdf
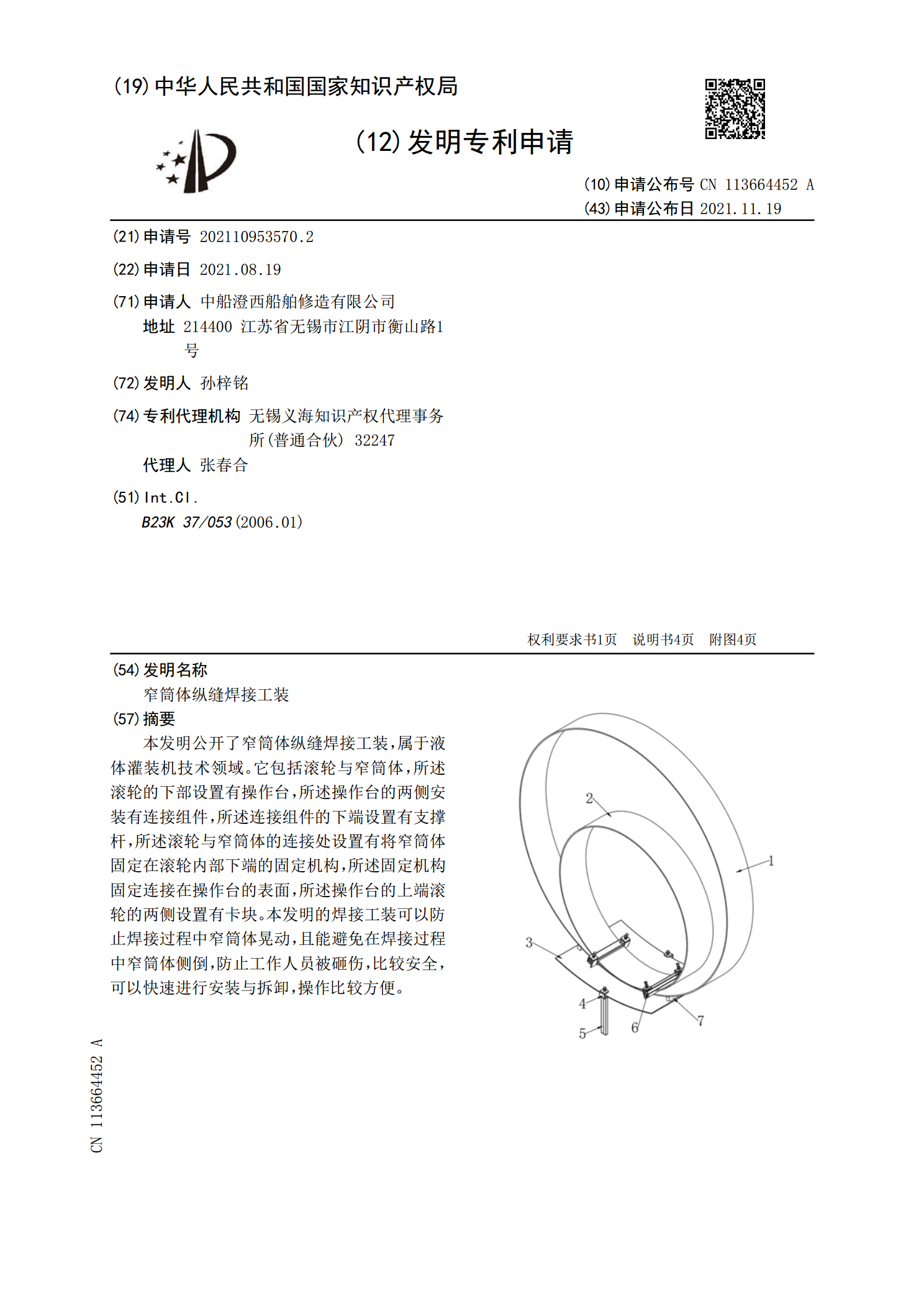
本发明公开了窄筒体纵缝焊接工装,属于液体灌装机技术领域。它包括滚轮与窄筒体,所述滚轮的下部设置有操作台,所述操作台的两侧安装有连接组件,所述连接组件的下端设置有支撑杆,所述滚轮与窄筒体的连接处设置有将窄筒体固定在滚轮内部下端的固定机构,所述固定机构固定连接在操作台的表面,所述操作台的上端滚轮的两侧设置有卡块。本发明的焊接工装可以防止焊接过程中窄筒体晃动,且能避免在焊接过程中窄筒体侧倒,防止工作人员被砸伤,比较安全,可以快速进行安装与拆卸,操作比较方便。
一种大直径薄壁双管板与筒体环缝焊接工艺.pdf
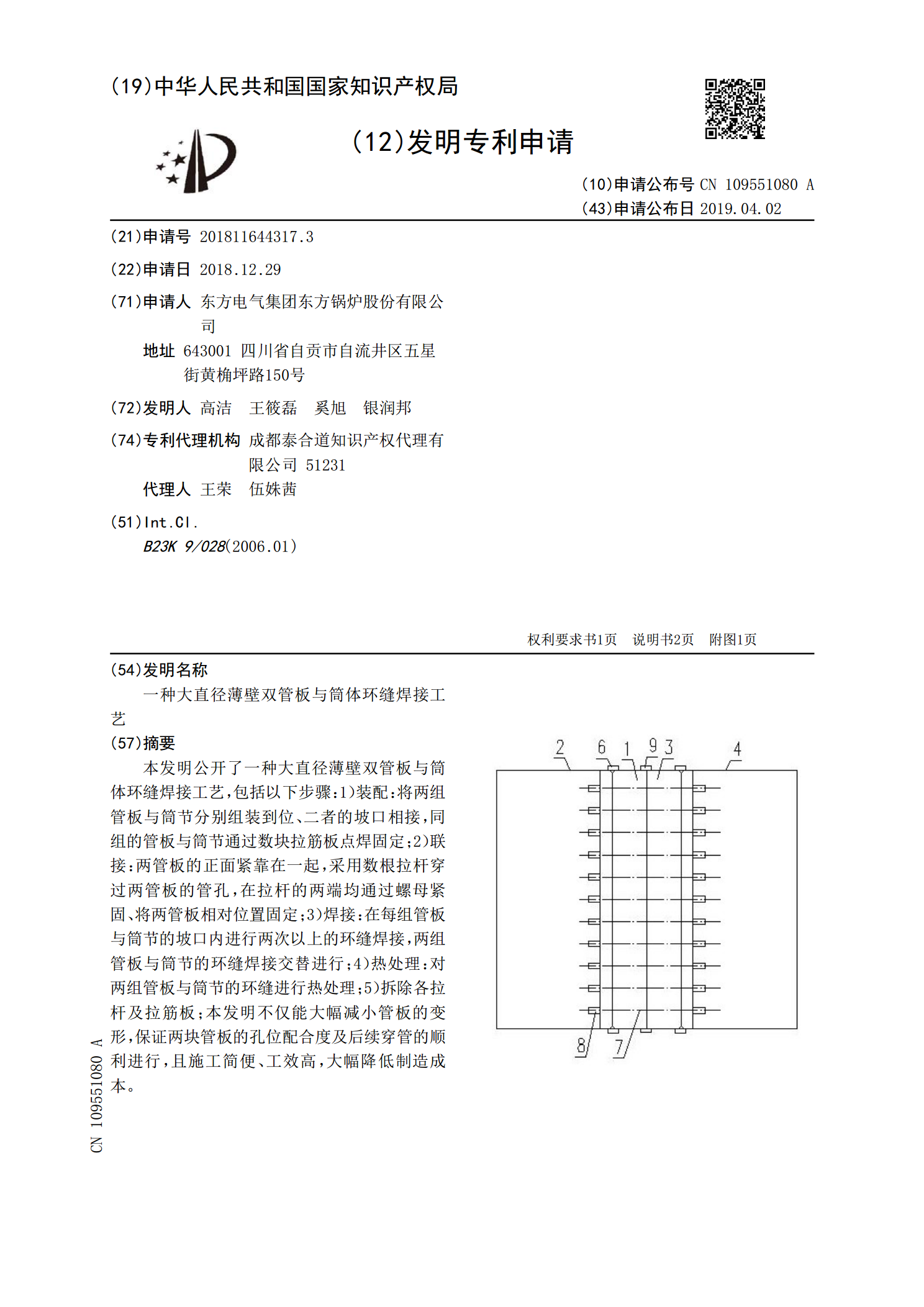
本发明公开了一种大直径薄壁双管板与筒体环缝焊接工艺,包括以下步骤:1)装配:将两组管板与筒节分别组装到位、二者的坡口相接,同组的管板与筒节通过数块拉筋板点焊固定;2)联接:两管板的正面紧靠在一起,采用数根拉杆穿过两管板的管孔,在拉杆的两端均通过螺母紧固、将两管板相对位置固定;3)焊接:在每组管板与筒节的坡口内进行两次以上的环缝焊接,两组管板与筒节的环缝焊接交替进行;4)热处理:对两组管板与筒节的环缝进行热处理;5)拆除各拉杆及拉筋板;本发明不仅能大幅减小管板的变形,保证两块管板的孔位配合度及后续穿管的顺利