
接管与内径Di<600mm的筒体焊接变形控制方法及工装.pdf

婀娜****aj

1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
接管与内径Di<600mm的筒体焊接变形控制方法及工装.pdf
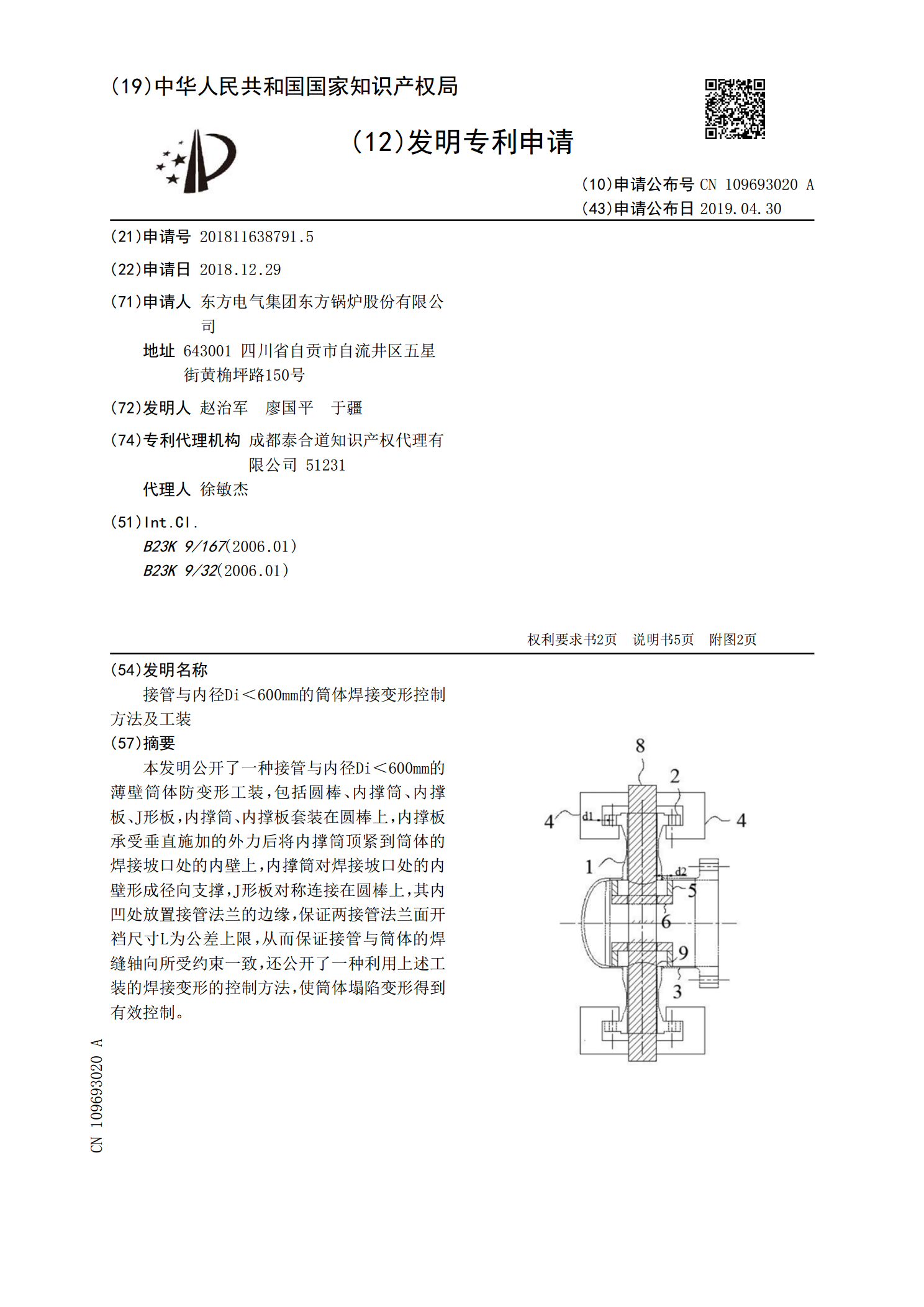
本发明公开了一种接管与内径Di<600mm的薄壁筒体防变形工装,包括圆棒、内撑筒、内撑板、J形板,内撑筒、内撑板套装在圆棒上,内撑板承受垂直施加的外力后将内撑筒顶紧到筒体的焊接坡口处的内壁上,内撑筒对焊接坡口处的内壁形成径向支撑,J形板对称连接在圆棒上,其内凹处放置接管法兰的边缘,保证两接管法兰面开裆尺寸L为公差上限,从而保证接管与筒体的焊缝轴向所受约束一致,还公开了一种利用上述工装的焊接变形的控制方法,使筒体塌陷变形得到有效控制。

法兰与筒体焊接变形分析与控制.docx
法兰与筒体焊接变形分析与控制标题:法兰与筒体焊接变形分析与控制摘要:焊接变形是在焊接过程中不可避免的,特别是在法兰与筒体焊接中。本论文通过对法兰与筒体焊接变形的分析和控制进行研究,旨在提供一种更有效的解决方案,减少焊接变形对焊接质量的影响。首先,论文主要介绍了焊接变形的机理,然后从焊接工艺参数、材料性能等方面进行分析,以获得焊接变形的主要因素。在此基础上,本论文提出了一种焊接变形控制的方法和技术,包括焊接工艺优化、预应力技术等。最后,通过实例分析和对比实验验证了所提出方法的有效性。关键词:法兰与筒体焊接、

接管法兰与筒体焊接裂纹分析及控制.docx
接管法兰与筒体焊接裂纹分析及控制标题:接管法兰与筒体焊接裂纹分析及控制摘要:焊接是一种常用的连接工艺,在工程实践中被广泛应用。然而,焊接过程中常常会出现焊接裂纹的问题,尤其是在接管法兰与筒体焊接过程中。本论文通过对接管法兰与筒体焊接裂纹的成因及其控制方法进行分析,并提出了一些有效的控制措施和实践经验,旨在为焊接裂纹的防治提供参考。1.引言焊接裂纹对工程结构的可靠性和安全性产生重大影响。在接管法兰与筒体焊接过程中,焊接裂纹的产生主要有以下几个原因:焊接温度过高、残余应力集中、焊接材料不匹配和焊接过程中的质量
插入式大斜管与筒体接头的焊接变形控制方法.pdf
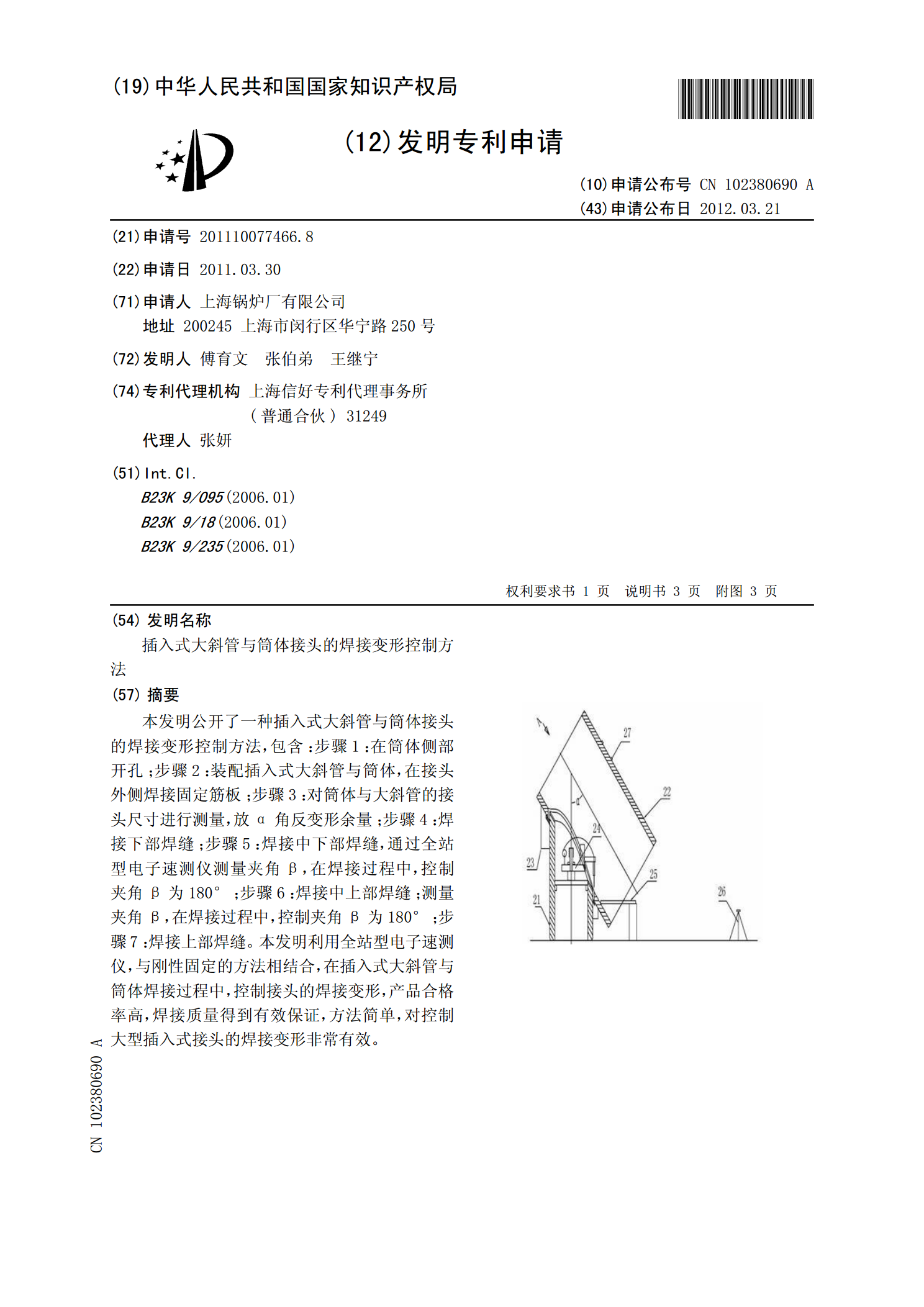
本发明公开了一种插入式大斜管与筒体接头的焊接变形控制方法,包含:步骤1:在筒体侧部开孔;步骤2:装配插入式大斜管与筒体,在接头外侧焊接固定筋板;步骤3:对筒体与大斜管的接头尺寸进行测量,放α角反变形余量;步骤4:焊接下部焊缝;步骤5:焊接中下部焊缝,通过全站型电子速测仪测量夹角β,在焊接过程中,控制夹角β为180°;步骤6:焊接中上部焊缝;测量夹角β,在焊接过程中,控制夹角β为180°;步骤7:焊接上部焊缝。本发明利用全站型电子速测仪,与刚性固定的方法相结合,在插入式大斜管与筒体焊接过程中,控制接头的焊接

薄壁钛合金焊接筒体的机加工变形控制装置及控制方法.pdf
本发明公开了一种薄壁钛合金焊接筒体的机加工变形控制装置,包括内径支撑工装和外径控制工装,内径支撑工装和外径控制工装均由支撑架、可调螺栓和随形顶板组成,支撑架为筒状网格化结构,可调螺栓呈矩阵状分布在支撑架上,随形顶板安装在可调螺栓自由端端部,随形顶板为弧形板,随形顶板的曲率半径与钛合金焊接筒体半径相同。本发明还公开薄壁钛合金焊接筒体的机加工变形控制装置的控制方法,包括采用该机加工变形控制装置,结合热处理,对钛合金筒体依次进行校形处理、粗加工、第一次定型热处理、半精加工、第二次定型热处理和精加工,实现了对钛合