
直缝电阻焊管用X80管线钢及其热轧板卷的制造方法.pdf

雨巷****怡轩


1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
直缝电阻焊管用X80管线钢及其热轧板卷的制造方法.pdf
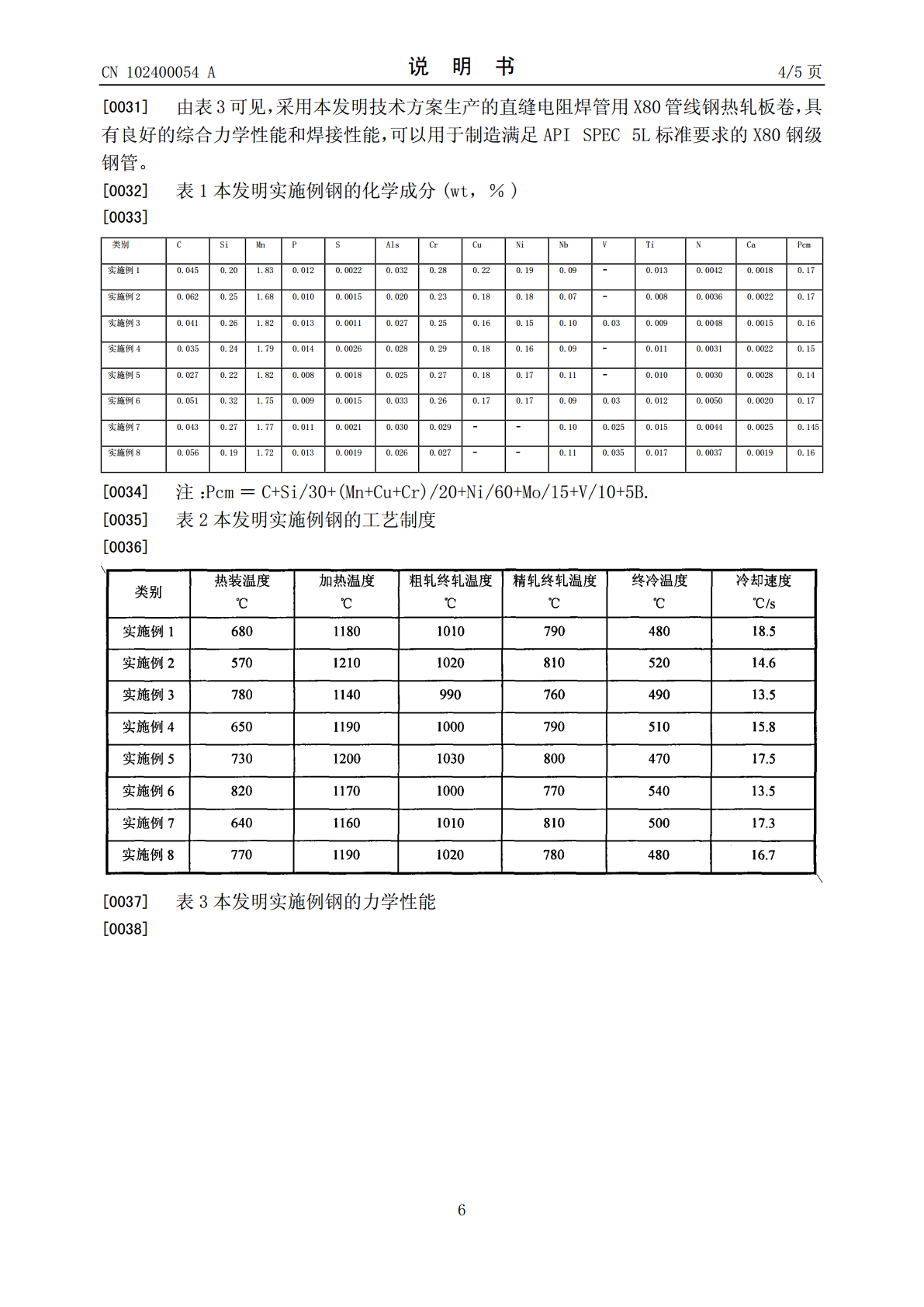
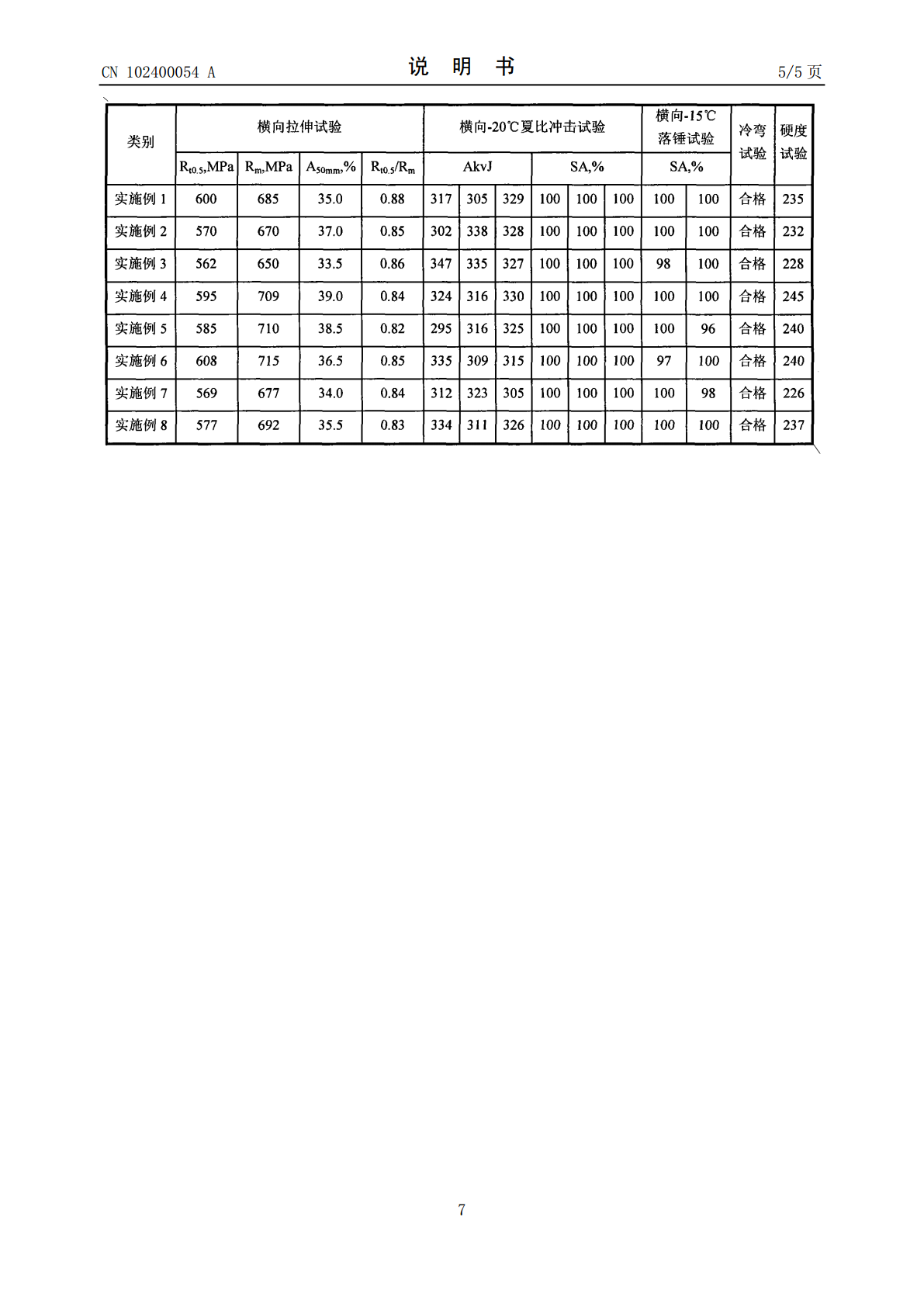
本发明提供一种直缝电阻焊管用X80管线钢及其热轧板卷的制造方法,成分:C?0.025%-0.065%、Si?0.10%-0.35%、Mn?1.68%-1.85%、Nb0.06%-0.11%、Cr?0.20%-0.35%、Ni≤0.25%、Cu≤0.25%、V≤0.04%、Ti?0.005%-0.020%、Als?0.015%-0.045%、Ca?0.001%-0.004%、N≤0.006%,余为铁。工艺:铁水预处理-转炉冶炼-炉外精炼-连铸-轧制,连铸坯在500-850℃直接热装炉加热,经步进式加热炉加热
K55级直缝电阻焊石油套管用钢及其制造方法.pdf
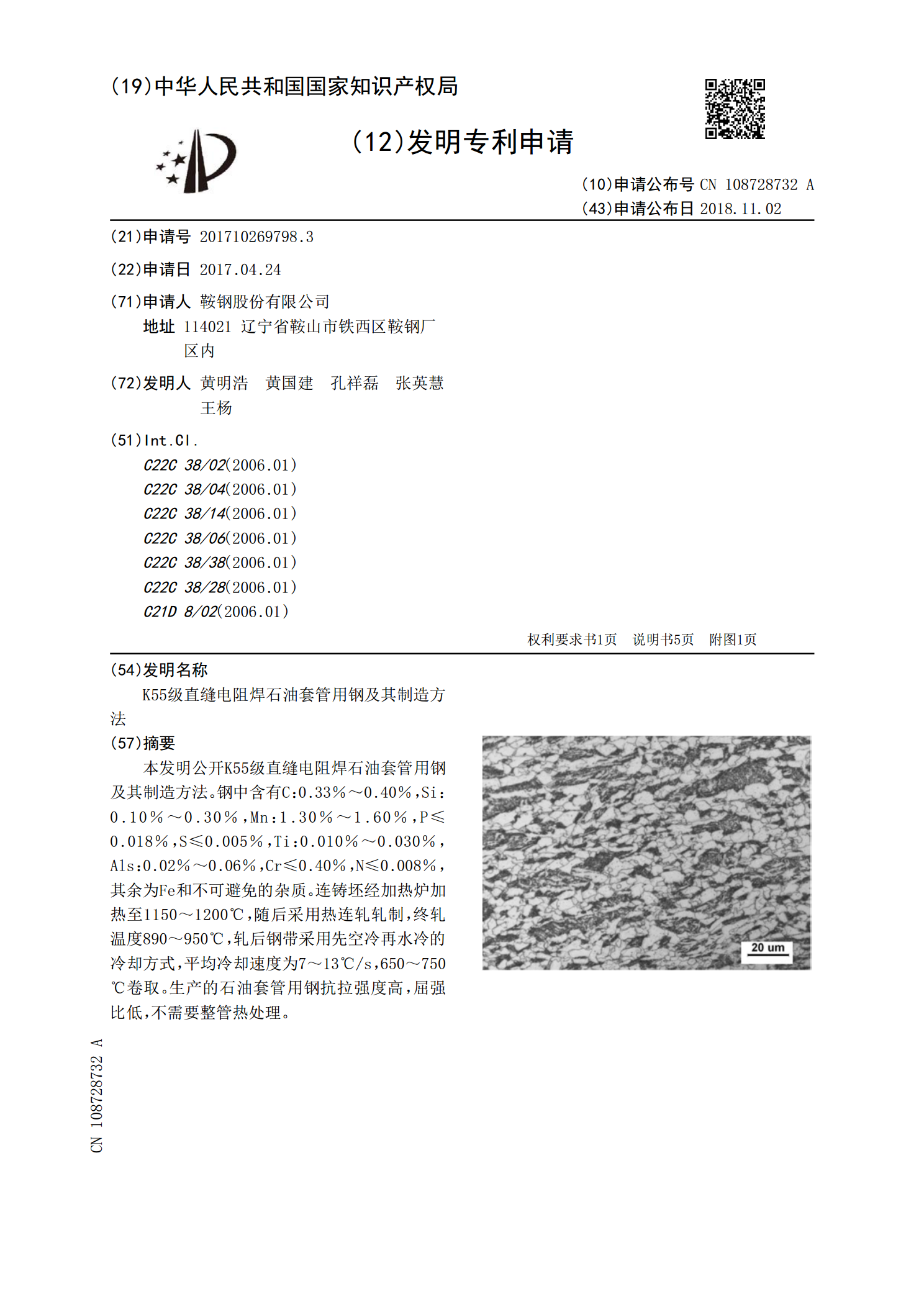
本发明公开K55级直缝电阻焊石油套管用钢及其制造方法。钢中含有C:0.33%~0.40%,Si:0.10%~0.30%,Mn:1.30%~1.60%,P≤0.018%,S≤0.005%,Ti:0.010%~0.030%,Als:0.02%~0.06%,Cr≤0.40%,N≤0.008%,其余为Fe和不可避免的杂质。连铸坯经加热炉加热至1150~1200℃,随后采用热连轧轧制,终轧温度890~950℃,轧后钢带采用先空冷再水冷的冷却方式,平均冷却速度为7~13℃/s,650~750℃卷取。生产的石油套管用钢

N80-Q级直缝焊油套管用钢及其制造方法.pdf
本发明公开一种N80-Q级直缝焊油套管用钢及其制造方法,其化学成分按重量百分比配比如下:C:0.22%-0.26%,Si:0.10%-0.30%,Mn:1.20%-1.50%,P:≤0.020%,S:≤0.008%,Ti:0.010%-0.030%,Als:0.02%-0.05%,B:0.0008%-0.0025%,N:≤0.008%,其余为Fe和不可避免元素。工艺特点是,连铸板坯经加热炉加热至1160-1260℃,采用常规两阶段轧制,HFW制管后,加热870-930℃,保温30-60min,水淬;再加热

抗HIC油气管道用X52直缝焊管用钢及其制造方法.pdf
一种抗HIC油气管道用X52直缝焊管用钢及其制造方法,钢中化学成分按重量百分比计为:C0.035%~0.05%、Si0.10%~0.25%、Mn0.45%~0.65%、Zr0.02%~0.04%、Cu0.12%~0.2%、P≤0.010%、S≤0.005%、Nb0.045%~0.065%、Ti0.015%~0.025%、Al0.015%~0.045%、N0.004%~0.006%,余量为Fe和不可避免的杂质。该钢板具有高强度、高韧性、组织中弥散分布2?10nm的富Cu和富Nb、Zr的纳米析出相,具有优异的
直缝电阻焊石油套管用热轧钢带及其生产方法.pdf
本发明公开了一种直缝电阻焊石油套管用热轧钢带及其生产方法,该热轧钢带中各组分的重量百分比为:C:0.25~0.40、Si:0.10~0.50、Mn:0.60~1.30、P≤0.018、S≤0.005、Cr:0~0.50、Ti:0.010~0.050、Alt:0.01~0.06,余量为Fe及不可避免杂质,该热轧钢带同时还满足碳当量Ceq(%)≤0.58。其生产方法包括铁水脱硫、转炉冶炼、真空处理、连铸、铸坯清理、铸坯下送、热轧、冷却、精整的步骤。实践证明,该热轧钢带的屈服强度≥410MPa,抗拉强度≥700