
铝镁硅系铝合金冷拉管淬火设备及其淬火方法.pdf

骊蓉****23

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝镁硅系铝合金冷拉管淬火设备及其淬火方法.pdf
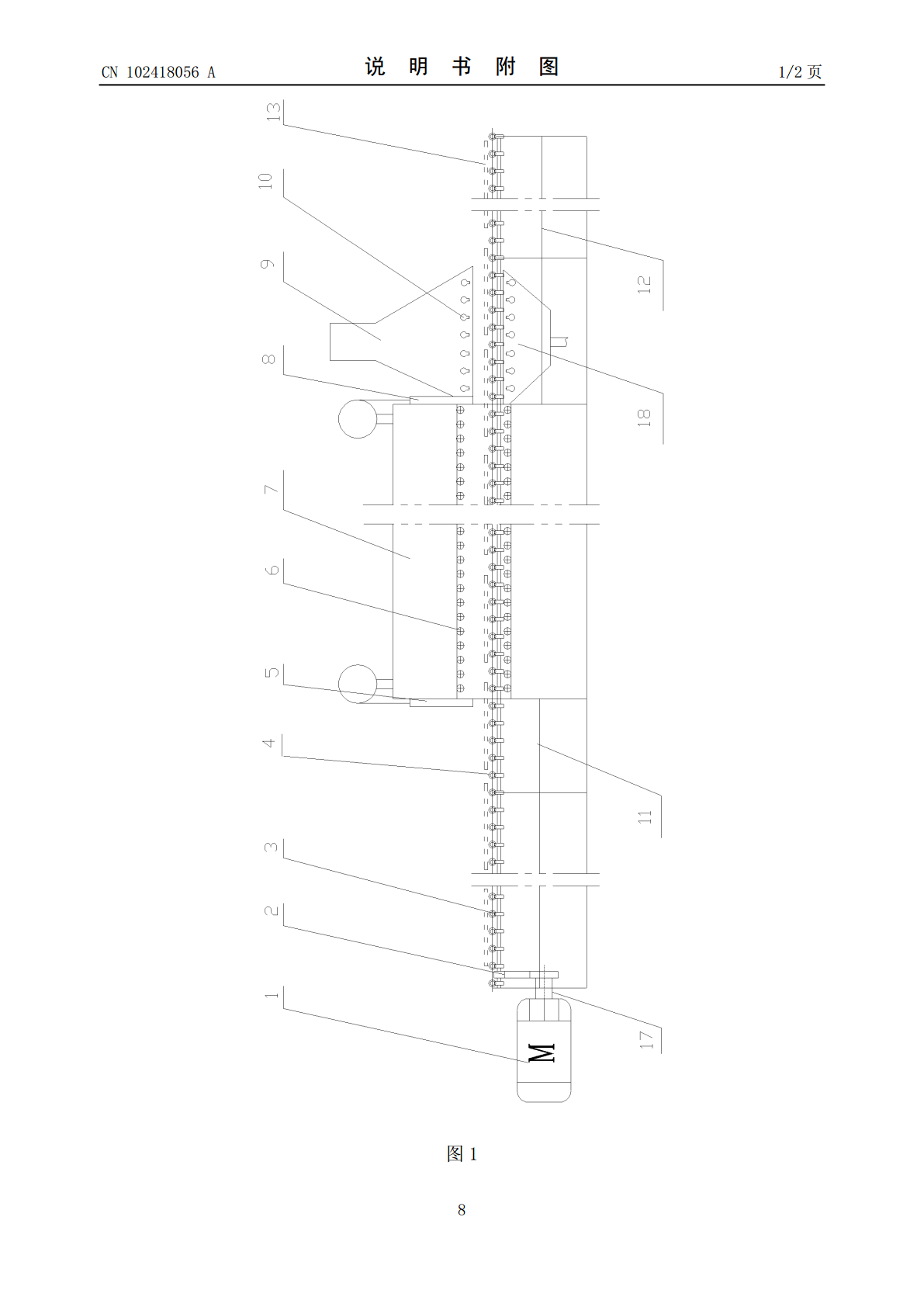
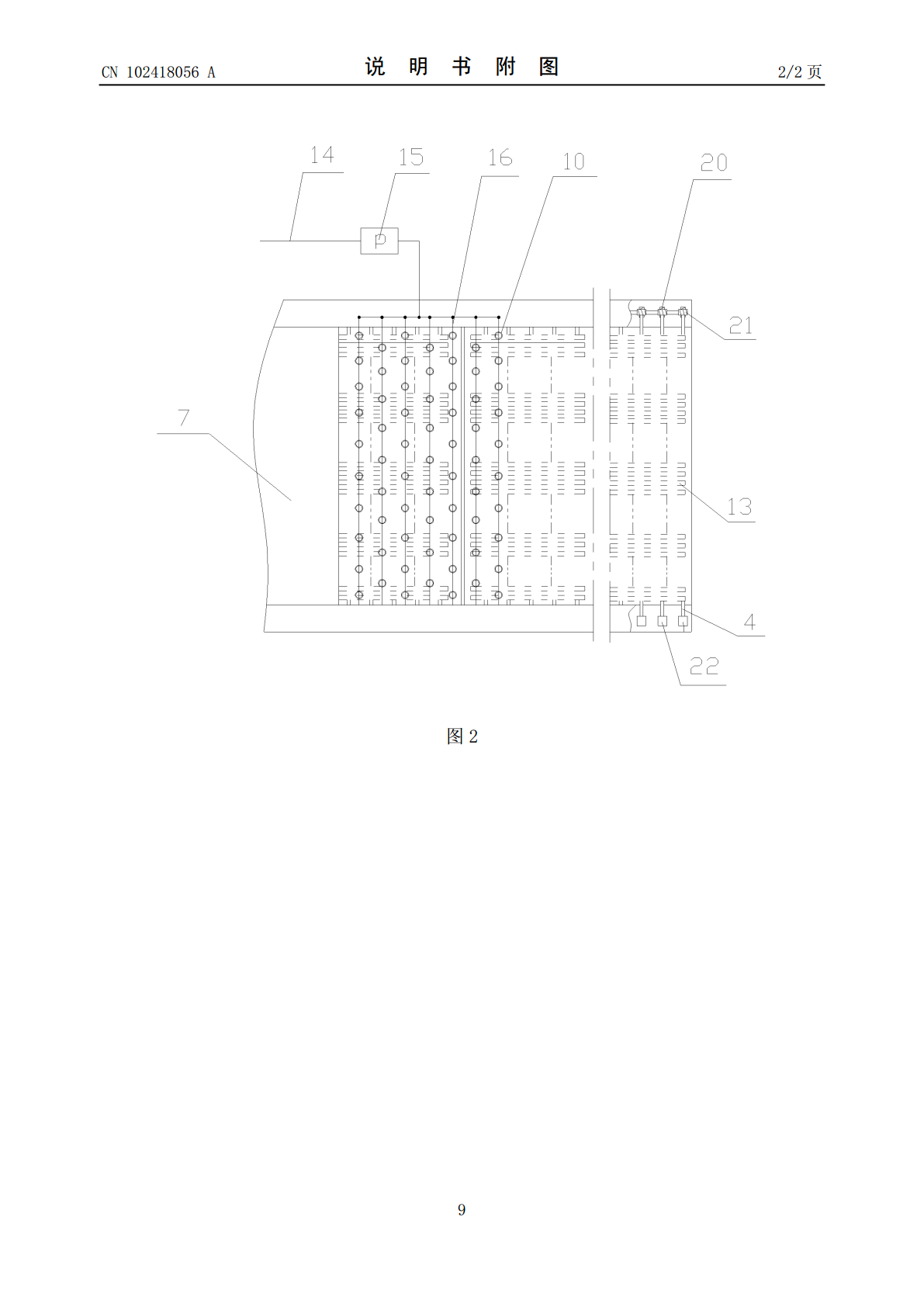
本发明公开了一种铝镁硅系铝合金冷拉管淬火设备以及利用该设备的淬火方法,包括传动系统,还包括依次连接的进料台、卧式加热炉、出料台、淬火系统、出料台,传动系统包括电机、传动机构和托辊传动链,托辊传动链依次排列贯穿进料台、卧式加热炉、出料台、淬火系统、出料台,在卧式加热炉内的托辊传动链上的托辊的上、下对称放置电热管,电热管的排列方式与托辊平行,铝管的装料区、加热区、淬火区及收料区处于同一水平直线上,铝管一直处于运动状态,铝管依靠与旋转的托辊传动链上的托辊之间的摩擦力向前移动,在前移过程中完成加热和淬火最后到达收
铝硅镁系铸造铝合金及铸造工艺.pdf
本发明涉及一种铝硅镁系铸造铝合金及铸造工艺,该铝合金组分包含以下质量百分比的元素:硅6.5-7.5;镁0.40-0.60;钛0.10-0.30;锶0.01-0.03;铁≤0.20;铜≤0.10;锌≤0.20;锰≤0.10;铍≤0.01;钒≤0.02;其余为铝。铝合金铸造工艺包括:将A356.2铝锭装炉熔炼;再加入变质材料进行精炼;静置预定时间后进行浇铸;之后依次进行固溶、冷却、转移及时效处理,本发明克服了铝硅系合金强度偏低,延伸率偏低,铝铜系和铝锌系合金铸造性能和耐腐蚀性能较差的不足,提高了铝合金的抗拉强
铝硅镁材质铝合金裂纹焊接方法.pdf
本发明涉及一种铝硅镁材质铝合金裂纹焊接方法,解决了传统氩弧焊焊接过程中会发生裂纹现象的问题。冷裂纹采用直径2.6‑4mm的等材匹配的焊丝,焊丝要求消氢,焊前清洗坡口保持金属光泽,焊丝和母材加热120℃‑150℃,采用99.99%高纯氩气保护,控制枪位填充焊丝,焊接工艺参数为:焊接电压为10‑13V,焊接电流根据工件大小控制为160‑260A,焊接速度为16‑22mm/min,氩气流量为10‑15L/min,压低钨极,焊丝与铸件保持60°‑70°倾斜角度,焊丝送填位置保持在氩气保护区,所述钨极是指镧‑钨、铈

一种镁硅合金光面淬火铝板的生产方法.pdf
本发明公开了一种镁硅合金光面淬火铝板的生产方法,该产品属于铝制品加工领域;本发明是以6061F铝板为原料,以四辊冷轧机、平推式开卷淬火炉、拉弯矫平机、横切机、时效炉为设备,通过冷轧、淬火、拉弯矫平、冷轧、拉弯矫平、横切、时效等工艺后制得6061T6A光面淬火铝板成品,产品的强度在淬火后进一步增加。本发明产品最大的优点是淬火加工前后铝板的表面颜色一致,内应力小,加工后的成品铝板在使用过程中不容易变形,表面也不需再次处理,因此在使用时极为方便。
一种镁硅合金光面淬火铝板的生产方法.pdf
本发明公开了一种镁硅合金光面淬火铝板的生产方法,该产品属于铝制品加工领域;本发明是以6061F铝板为原料,以四辊冷轧机、平推式开卷淬火炉、拉弯矫平机、横切机、时效炉为设备,通过冷轧、淬火、拉弯矫平、冷轧、拉弯矫平、横切、时效等工艺后制得6061T6A光面淬火铝板成品,产品的强度在淬火后进一步增加。本发明产品最大的优点是淬火加工前后铝板的表面颜色一致,内应力小,加工后的成品铝板在使用过程中不容易变形,表面也不需再次处理,因此在使用时极为方便。