
一种等离子切割电极的真空钎焊工艺.pdf

是来****文章


1/8
2/8
3/8
4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种等离子切割电极的真空钎焊工艺.pdf
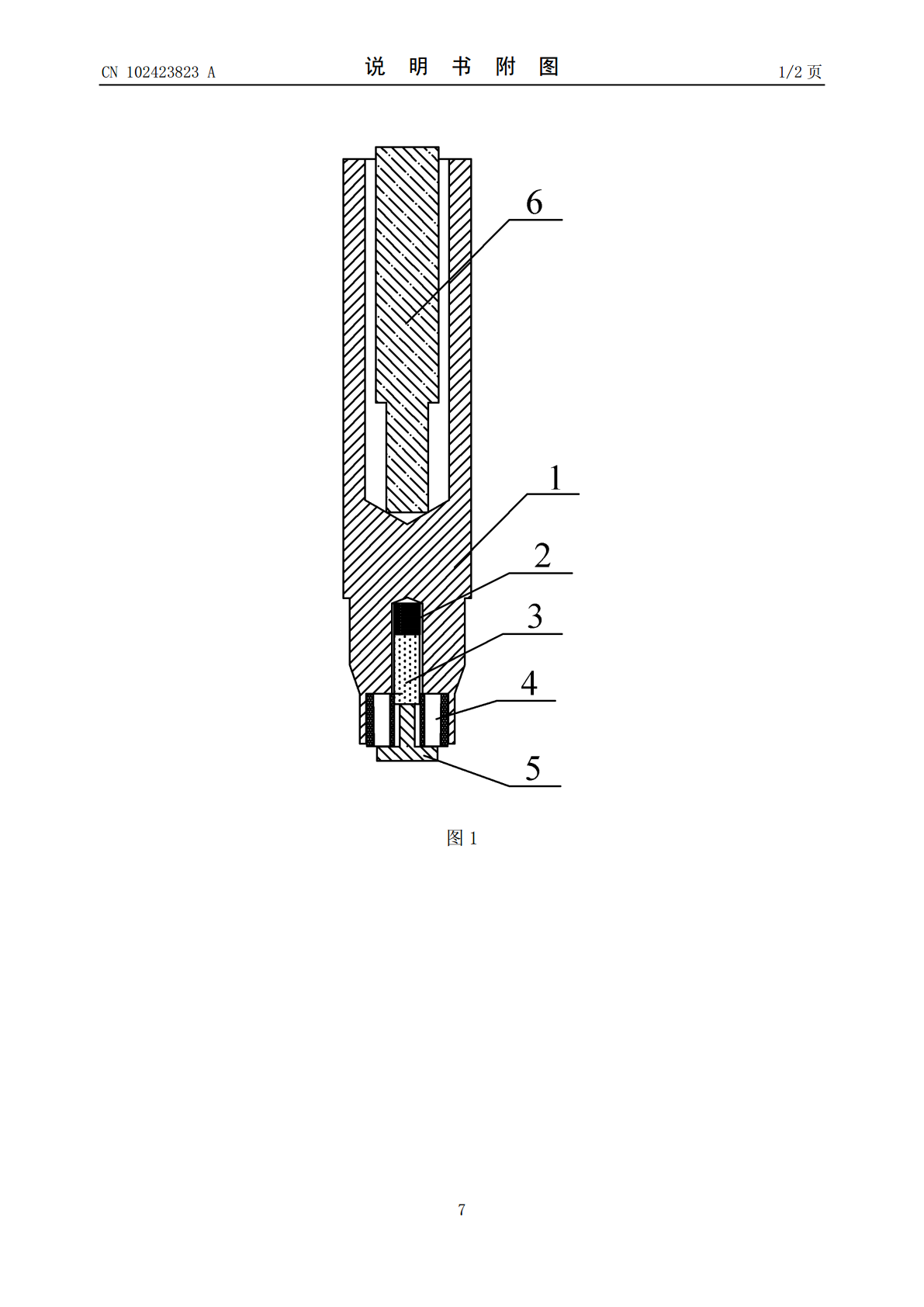
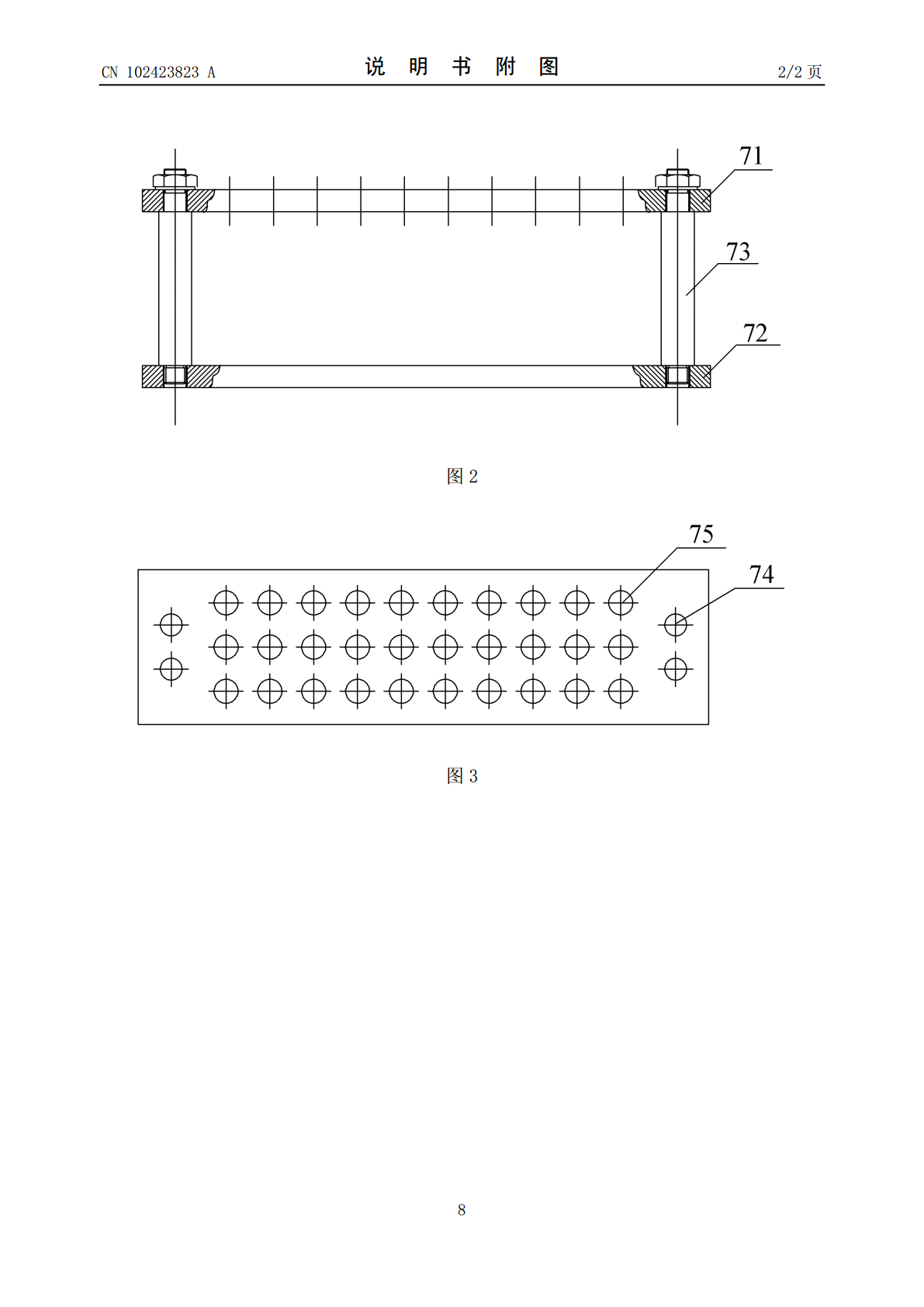
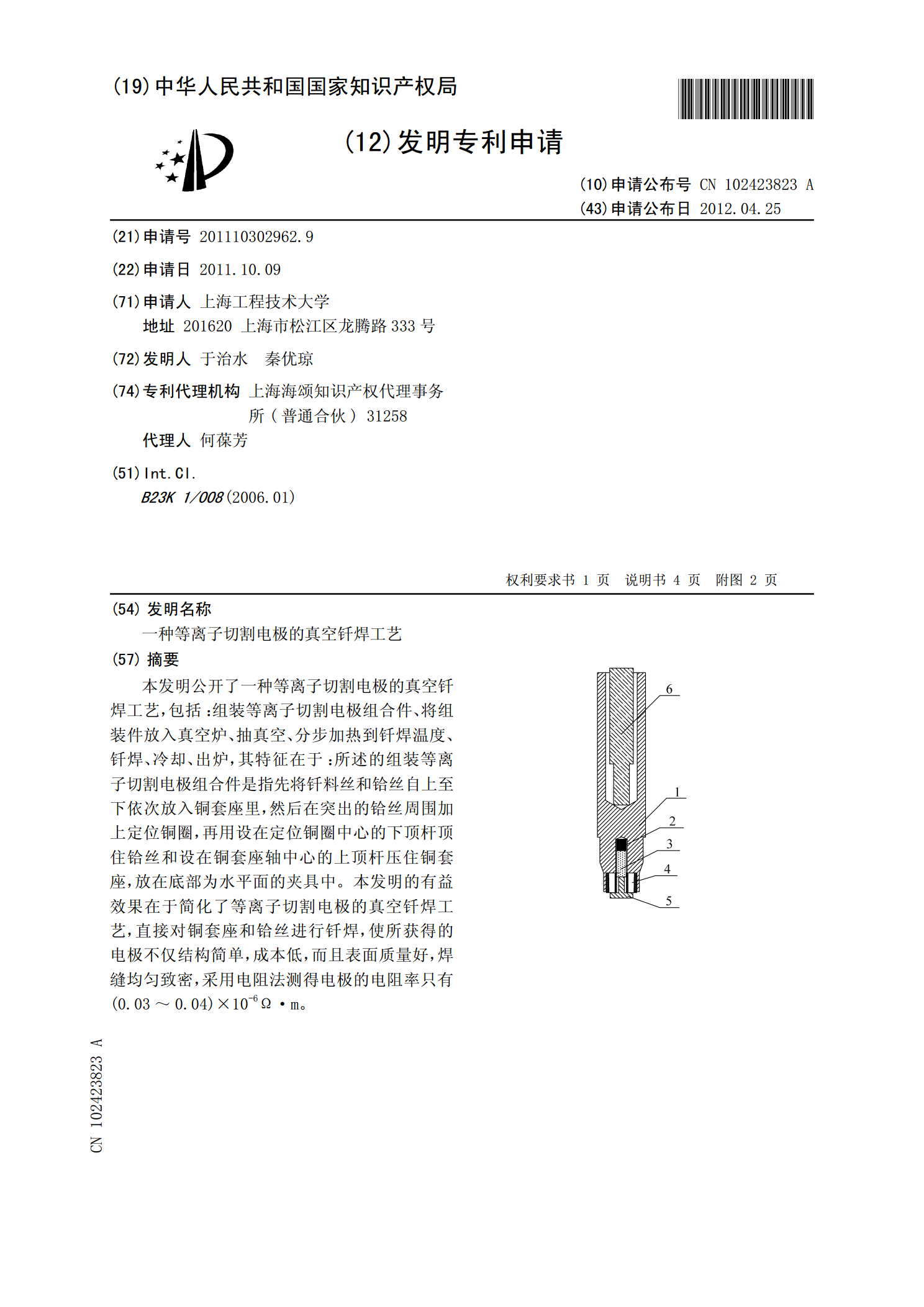
本发明公开了一种等离子切割电极的真空钎焊工艺,包括:组装等离子切割电极组合件、将组装件放入真空炉、抽真空、分步加热到钎焊温度、钎焊、冷却、出炉,其特征在于:所述的组装等离子切割电极组合件是指先将钎料丝和铪丝自上至下依次放入铜套座里,然后在突出的铪丝周围加上定位铜圈,再用设在定位铜圈中心的下顶杆顶住铪丝和设在铜套座轴中心的上顶杆压住铜套座,放在底部为水平面的夹具中。本发明的有益效果在于简化了等离子切割电极的真空钎焊工艺,直接对铜套座和铪丝进行钎焊,使所获得的电极不仅结构简单,成本低,而且表面质量好,焊缝均匀
一种等离子切割电极的真空钎焊方法.pdf
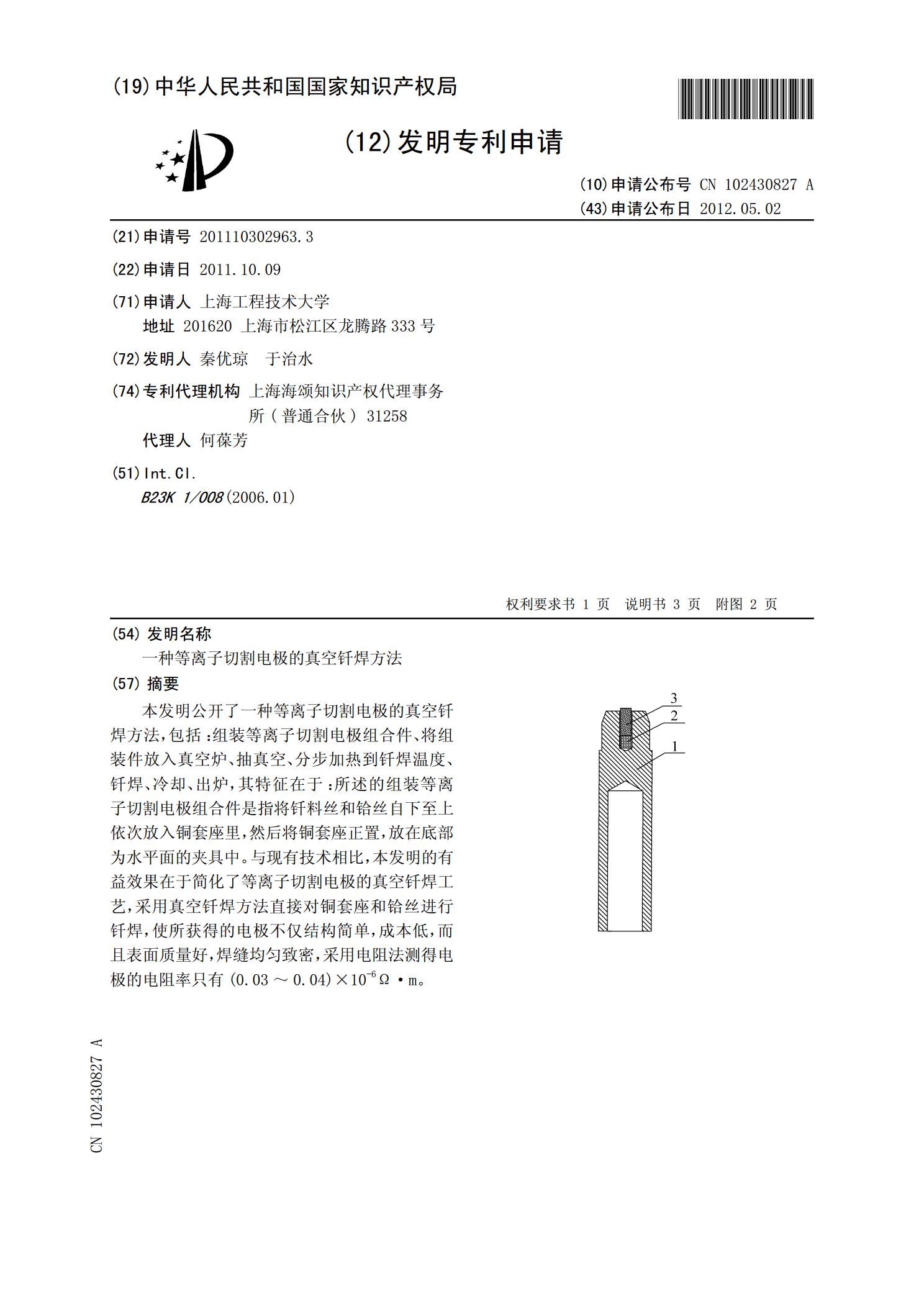
本发明公开了一种等离子切割电极的真空钎焊方法,包括:组装等离子切割电极组合件、将组装件放入真空炉、抽真空、分步加热到钎焊温度、钎焊、冷却、出炉,其特征在于:所述的组装等离子切割电极组合件是指将钎料丝和铪丝自下至上依次放入铜套座里,然后将铜套座正置,放在底部为水平面的夹具中。与现有技术相比,本发明的有益效果在于简化了等离子切割电极的真空钎焊工艺,采用真空钎焊方法直接对铜套座和铪丝进行钎焊,使所获得的电极不仅结构简单,成本低,而且表面质量好,焊缝均匀致密,采用电阻法测得电极的电阻率只有(0.03~0.04)×
一种超声波辅助等离子切割电极真空钎焊方法.pdf
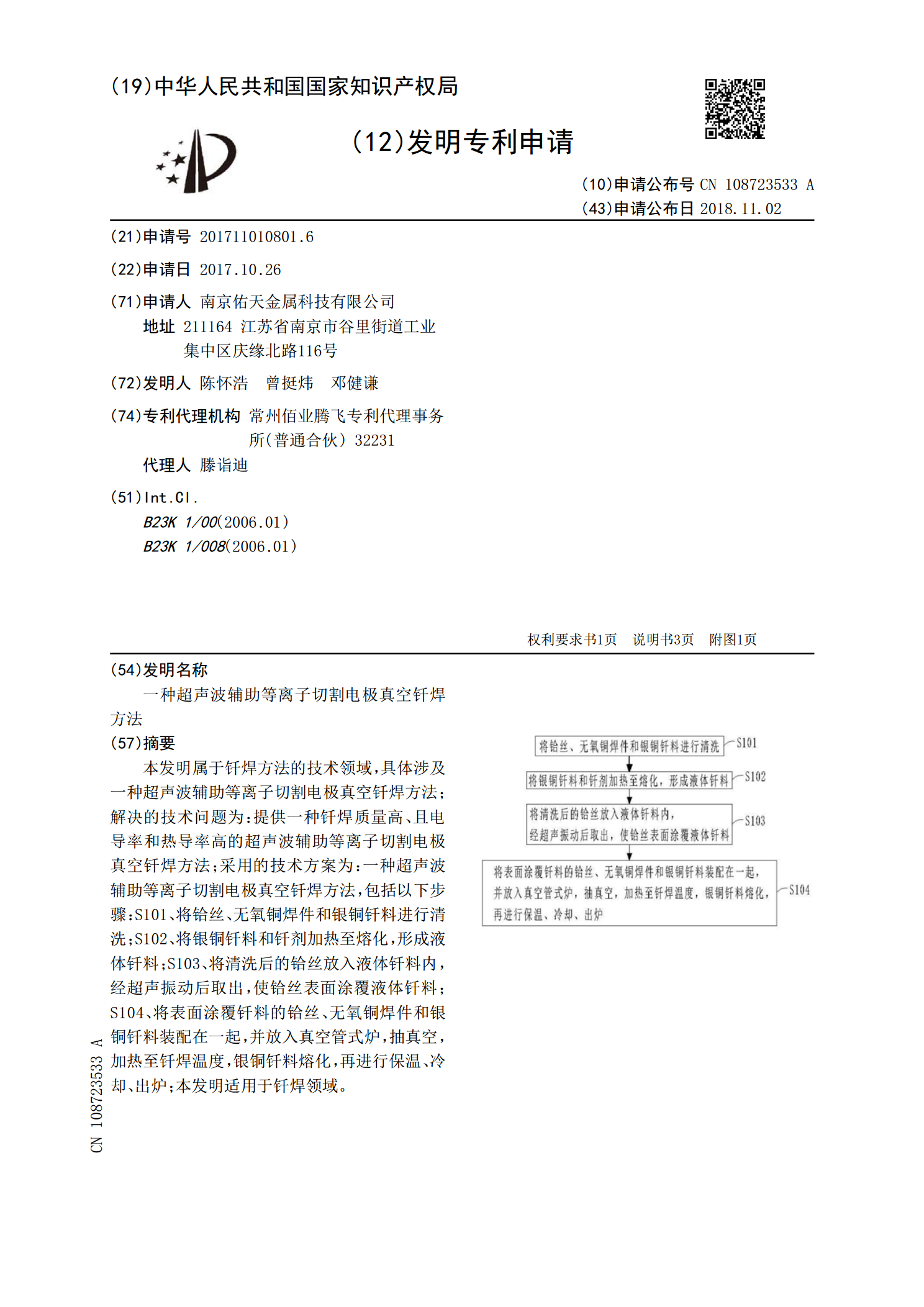
本发明属于钎焊方法的技术领域,具体涉及一种超声波辅助等离子切割电极真空钎焊方法;解决的技术问题为:提供一种钎焊质量高、且电导率和热导率高的超声波辅助等离子切割电极真空钎焊方法;采用的技术方案为:一种超声波辅助等离子切割电极真空钎焊方法,包括以下步骤:S101、将铪丝、无氧铜焊件和银铜钎料进行清洗;S102、将银铜钎料和钎剂加热至熔化,形成液体钎料;S103、将清洗后的铪丝放入液体钎料内,经超声振动后取出,使铪丝表面涂覆液体钎料;S104、将表面涂覆钎料的铪丝、无氧铜焊件和银铜钎料装配在一起,并放入真空管式
一种真空钎焊炉电极真空密封装置.pdf
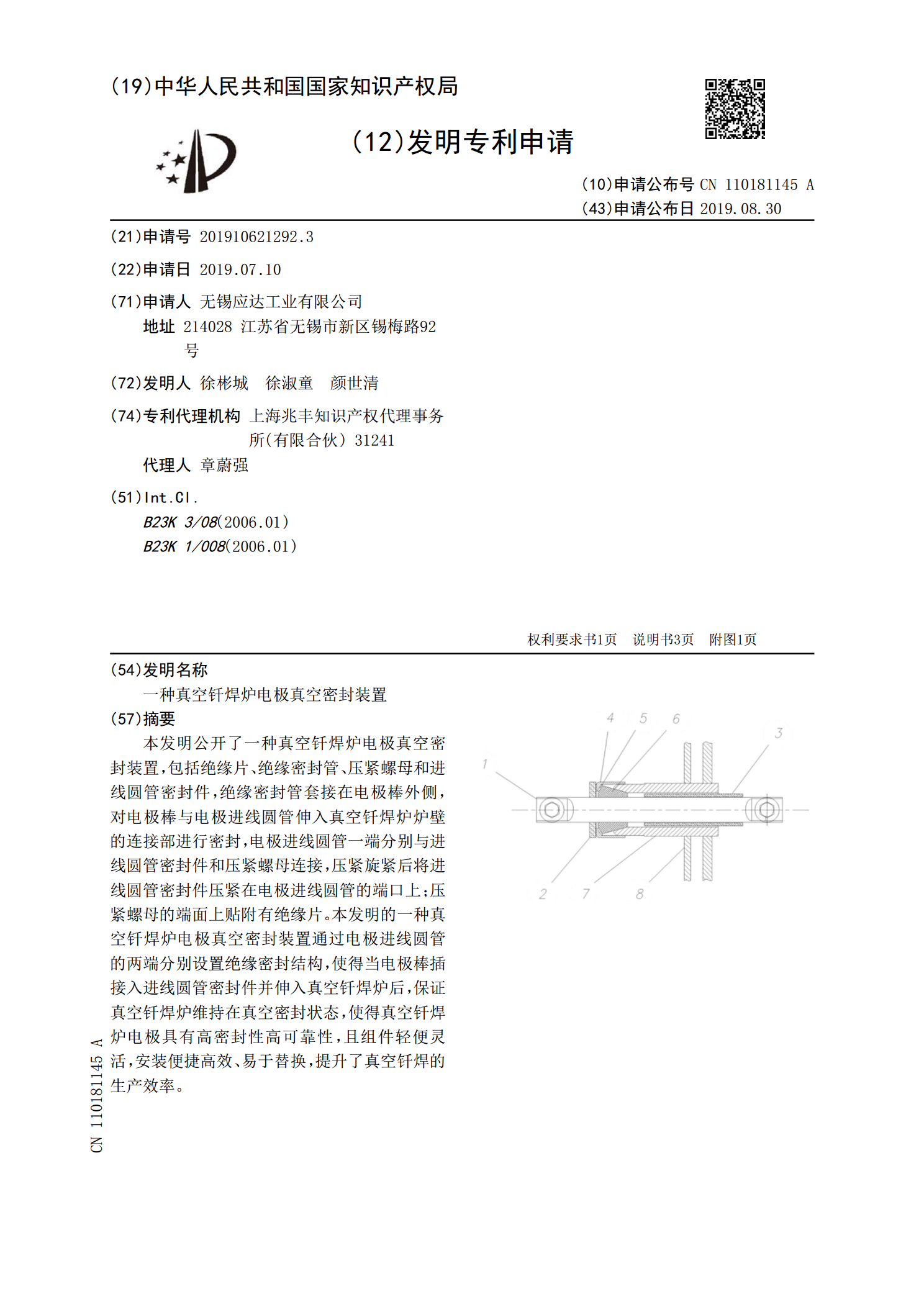
本发明公开了一种真空钎焊炉电极真空密封装置,包括绝缘片、绝缘密封管、压紧螺母和进线圆管密封件,绝缘密封管套接在电极棒外侧,对电极棒与电极进线圆管伸入真空钎焊炉炉壁的连接部进行密封,电极进线圆管一端分别与进线圆管密封件和压紧螺母连接,压紧旋紧后将进线圆管密封件压紧在电极进线圆管的端口上;压紧螺母的端面上贴附有绝缘片。本发明的一种真空钎焊炉电极真空密封装置通过电极进线圆管的两端分别设置绝缘密封结构,使得当电极棒插接入进线圆管密封件并伸入真空钎焊炉后,保证真空钎焊炉维持在真空密封状态,使得真空钎焊炉电极具有高密
一种钎焊式等离子电极及其制造方法.pdf
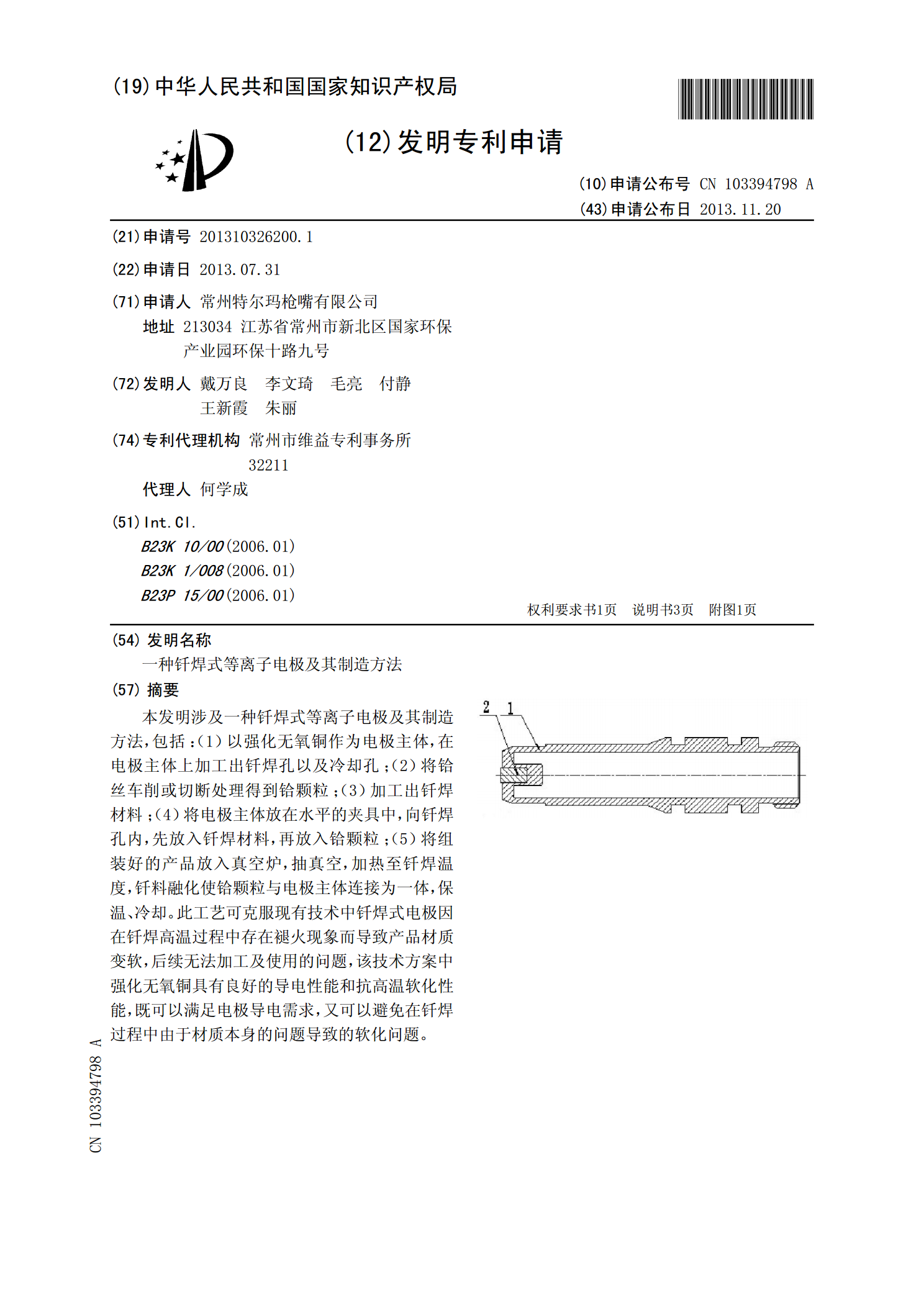
本发明涉及一种钎焊式等离子电极及其制造方法,包括:(1)以强化无氧铜作为电极主体,在电极主体上加工出钎焊孔以及冷却孔;(2)将铪丝车削或切断处理得到铪颗粒;(3)加工出钎焊材料;(4)将电极主体放在水平的夹具中,向钎焊孔内,先放入钎焊材料,再放入铪颗粒;(5)将组装好的产品放入真空炉,抽真空,加热至钎焊温度,钎料融化使铪颗粒与电极主体连接为一体,保温、冷却。此工艺可克服现有技术中钎焊式电极因在钎焊高温过程中存在褪火现象而导致产品材质变软,后续无法加工及使用的问题,该技术方案中强化无氧铜具有良好的导电性能和