
机车定位转臂铸件的铸造方法.pdf

鹏飞****可爱

1/10

2/10
3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
机车定位转臂铸件的铸造方法.pdf
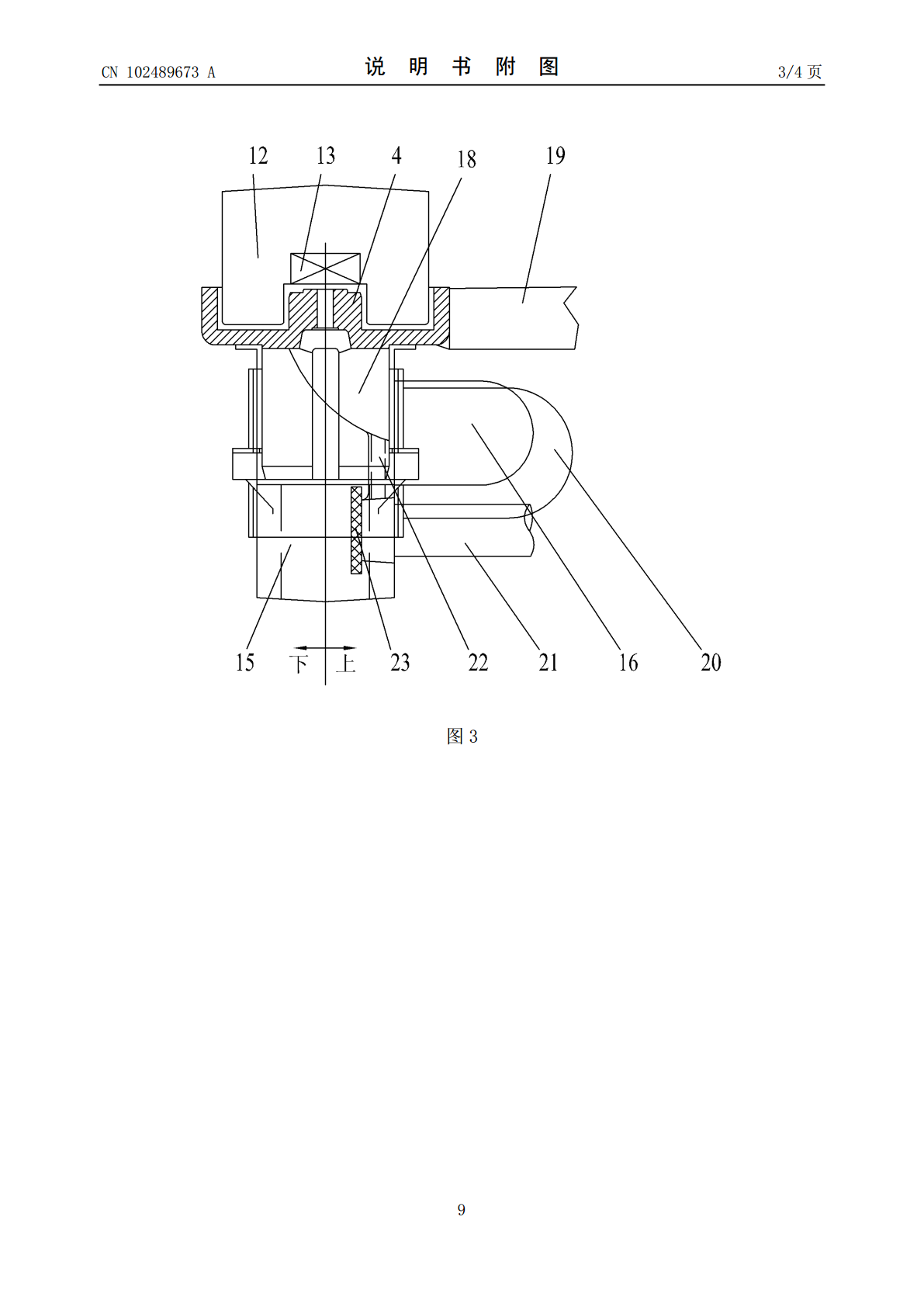
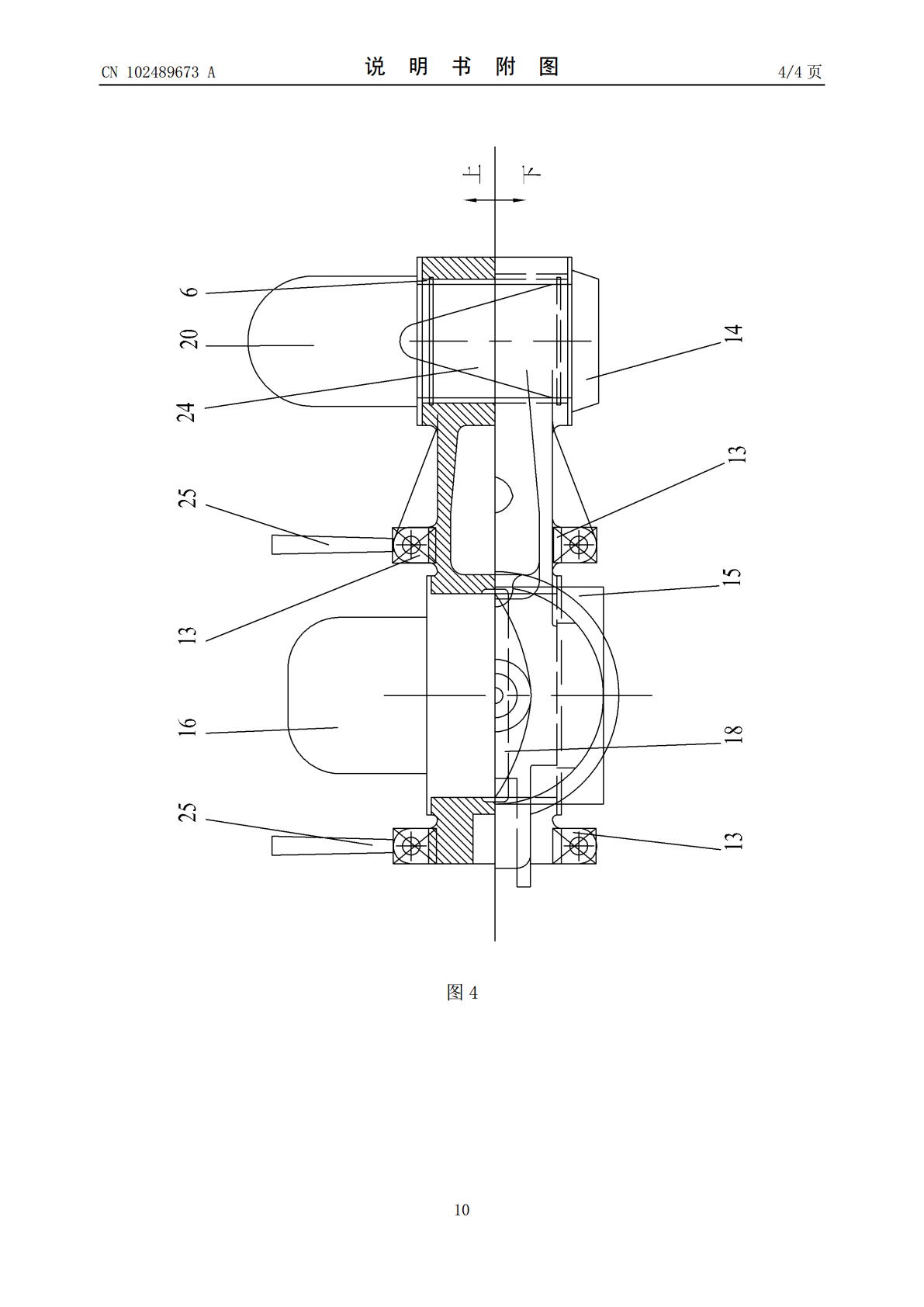
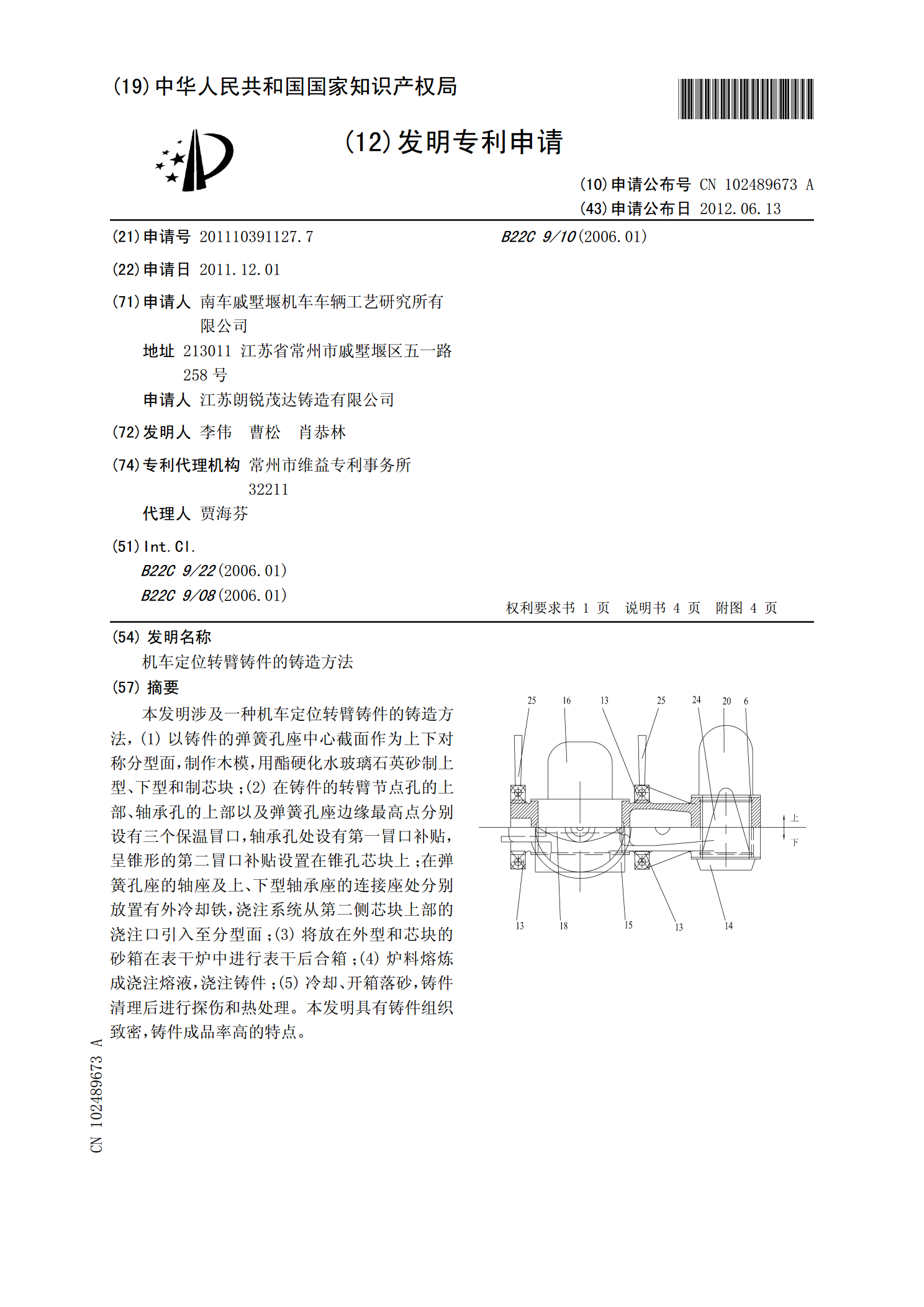
本发明涉及一种机车定位转臂铸件的铸造方法,(1)以铸件的弹簧孔座中心截面作为上下对称分型面,制作木模,用酯硬化水玻璃石英砂制上型、下型和制芯块;(2)在铸件的转臂节点孔的上部、轴承孔的上部以及弹簧孔座边缘最高点分别设有三个保温冒口,轴承孔处设有第一冒口补贴,呈锥形的第二冒口补贴设置在锥孔芯块上;在弹簧孔座的轴座及上、下型轴承座的连接座处分别放置有外冷却铁,浇注系统从第二侧芯块上部的浇注口引入至分型面;(3)将放在外型和芯块的砂箱在表干炉中进行表干后合箱;(4)炉料熔炼成浇注熔液,浇注铸件;(5)冷却、开箱

地铁用定位转臂铸造工艺设计.pptx
,CONTENTS01.地铁用定位转臂铸造工艺的定义地铁用定位转臂铸造工艺的应用范围地铁用定位转臂铸造工艺的重要性02.铸造材料的选择铸造工艺流程的设计铸造模具的设计与制造铸造缺陷的预防和控制03.铸造前的准备工作铸造过程的控制铸造后的处理工作04.铸造件的质量检测方法铸造件的质量评估标准提高铸造件质量的措施05.新材料的应用新工艺的研发智能化制造的探索与实践06.地铁用定位转臂铸造工艺的重要性和应用前景未来发展的方向和展望感谢您的观看!
飞轮铸件的铸造方法.pdf
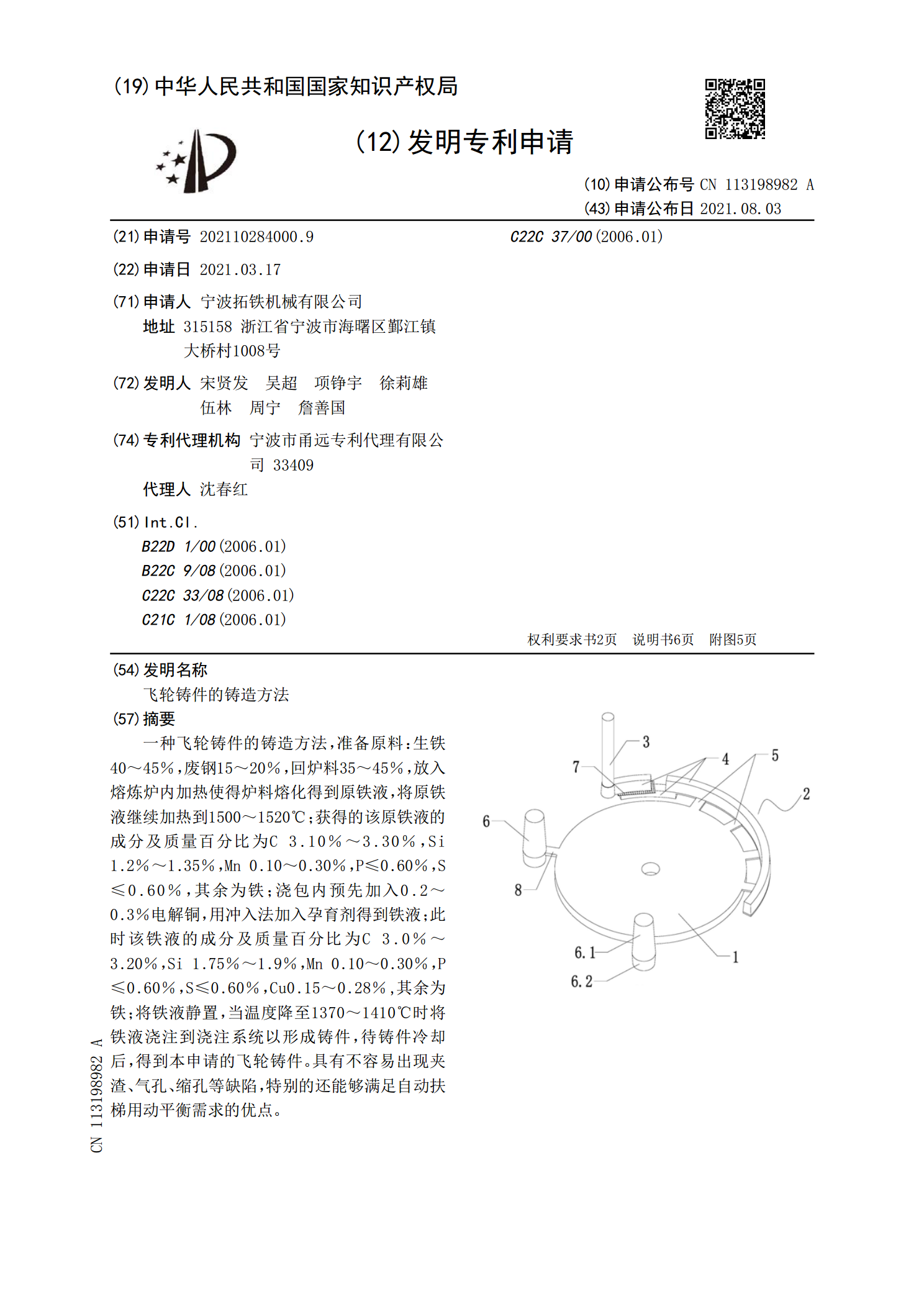
一种飞轮铸件的铸造方法,准备原料:生铁40~45%,废钢15~20%,回炉料35~45%,放入熔炼炉内加热使得炉料熔化得到原铁液,将原铁液继续加热到1500~1520℃;获得的该原铁液的成分及质量百分比为C3.10%~3.30%,Si1.2%~1.35%,Mn0.10~0.30%,P≤0.60%,S≤0.60%,其余为铁;浇包内预先加入0.2~0.3%电解铜,用冲入法加入孕育剂得到铁液;此时该铁液的成分及质量百分比为C3.0%~3.20%,Si1.75%~1.9%,Mn0.10~0.30%,P
大型铸件的精密铸造方法.pdf
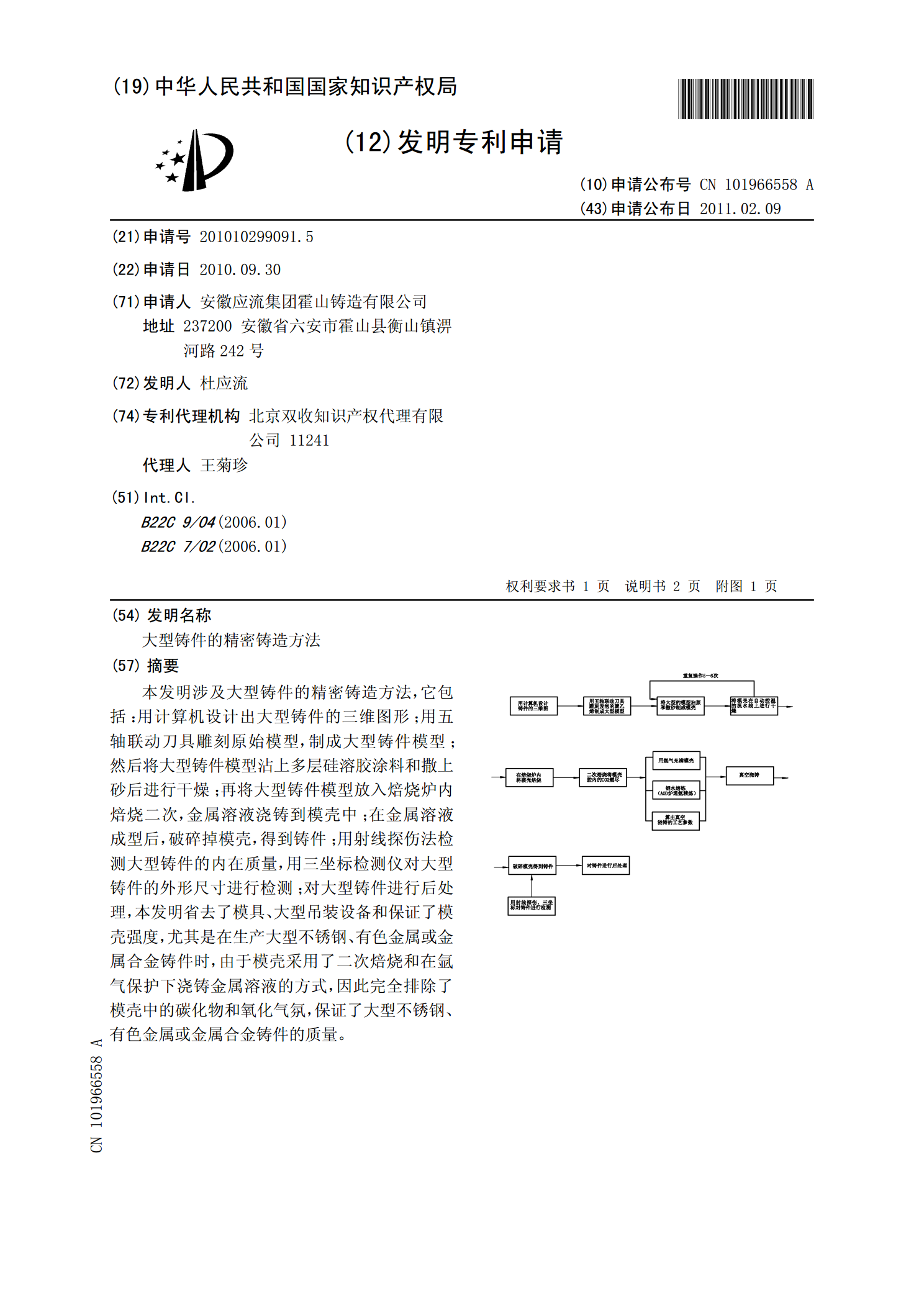
本发明涉及大型铸件的精密铸造方法,它包括:用计算机设计出大型铸件的三维图形;用五轴联动刀具雕刻原始模型,制成大型铸件模型;然后将大型铸件模型沾上多层硅溶胶涂料和撒上砂后进行干燥;再将大型铸件模型放入焙烧炉内焙烧二次,金属溶液浇铸到模壳中;在金属溶液成型后,破碎掉模壳,得到铸件;用射线探伤法检测大型铸件的内在质量,用三坐标检测仪对大型铸件的外形尺寸进行检测;对大型铸件进行后处理,本发明省去了模具、大型吊装设备和保证了模壳强度,尤其是在生产大型不锈钢、有色金属或金属合金铸件时,由于模壳采用了二次焙烧和在氩气保

精密铸件的各种铸造方法.docx
精密铸件的各种铸造方法精密铸件的各种铸造方法摘要:精密铸件是一种高精度、高品质的铸造产品,在许多领域都有广泛的应用。本论文将介绍几种常见的精密铸造方法,包括熔模铸造、压力铸造和注射模铸造。每种方法都有其独特的优点和适用范围,因此在选择和应用时需要考虑各种因素。引言:精密铸造是一种高精度的制造技术,它在汽车、航空、航天等领域都有重要的应用。随着工业技术的发展,各种精密铸造方法也不断涌现和改进。本论文将介绍几种常见的精密铸造方法,包括熔模铸造、压力铸造和注射模铸造。一、熔模铸造熔模铸造是一种利用可熔模型制作铸