
飞轮铸件的铸造方法.pdf

东耀****哥哥

1/10

2/10
3/10

4/10
5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
飞轮铸件的铸造方法.pdf
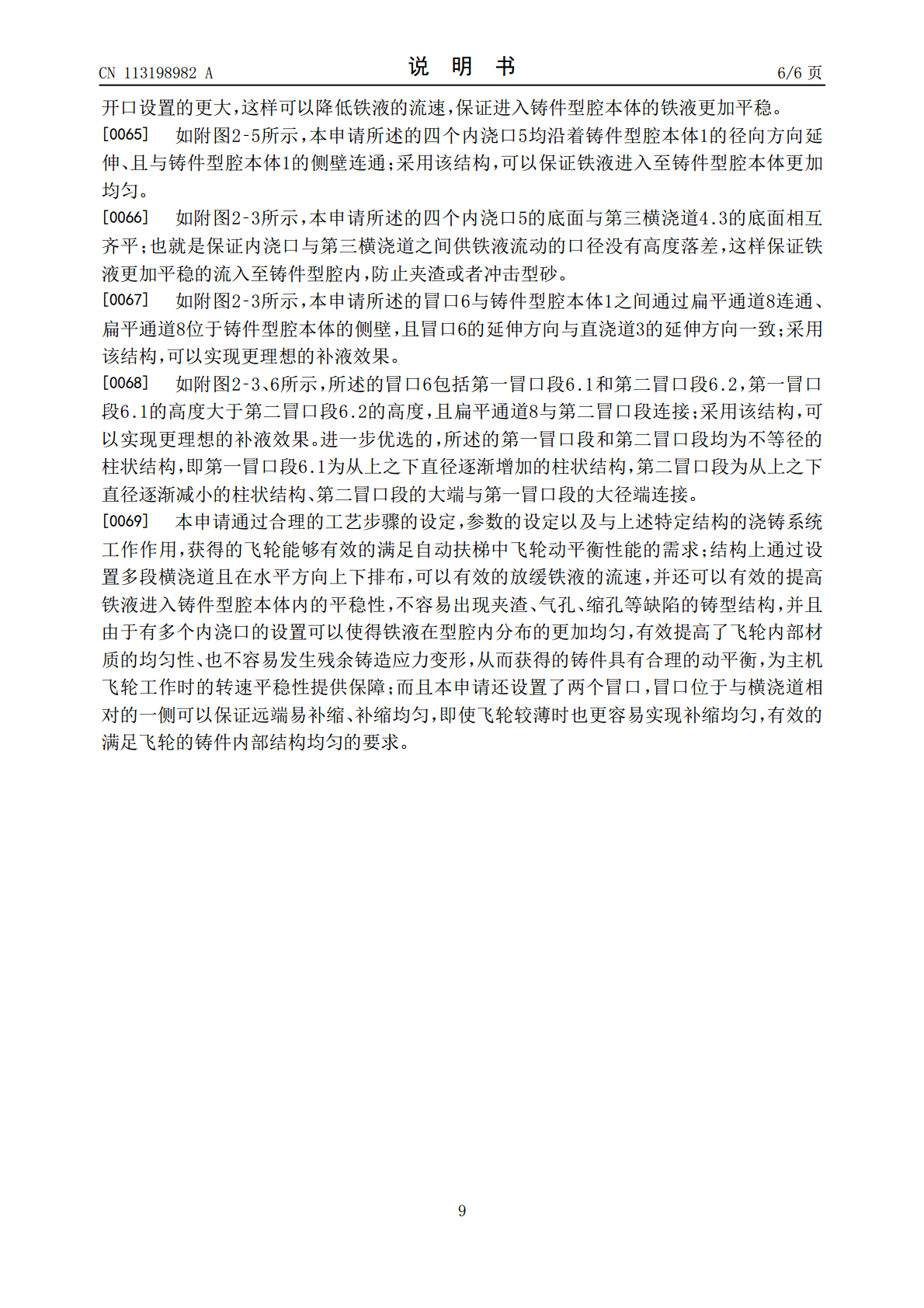
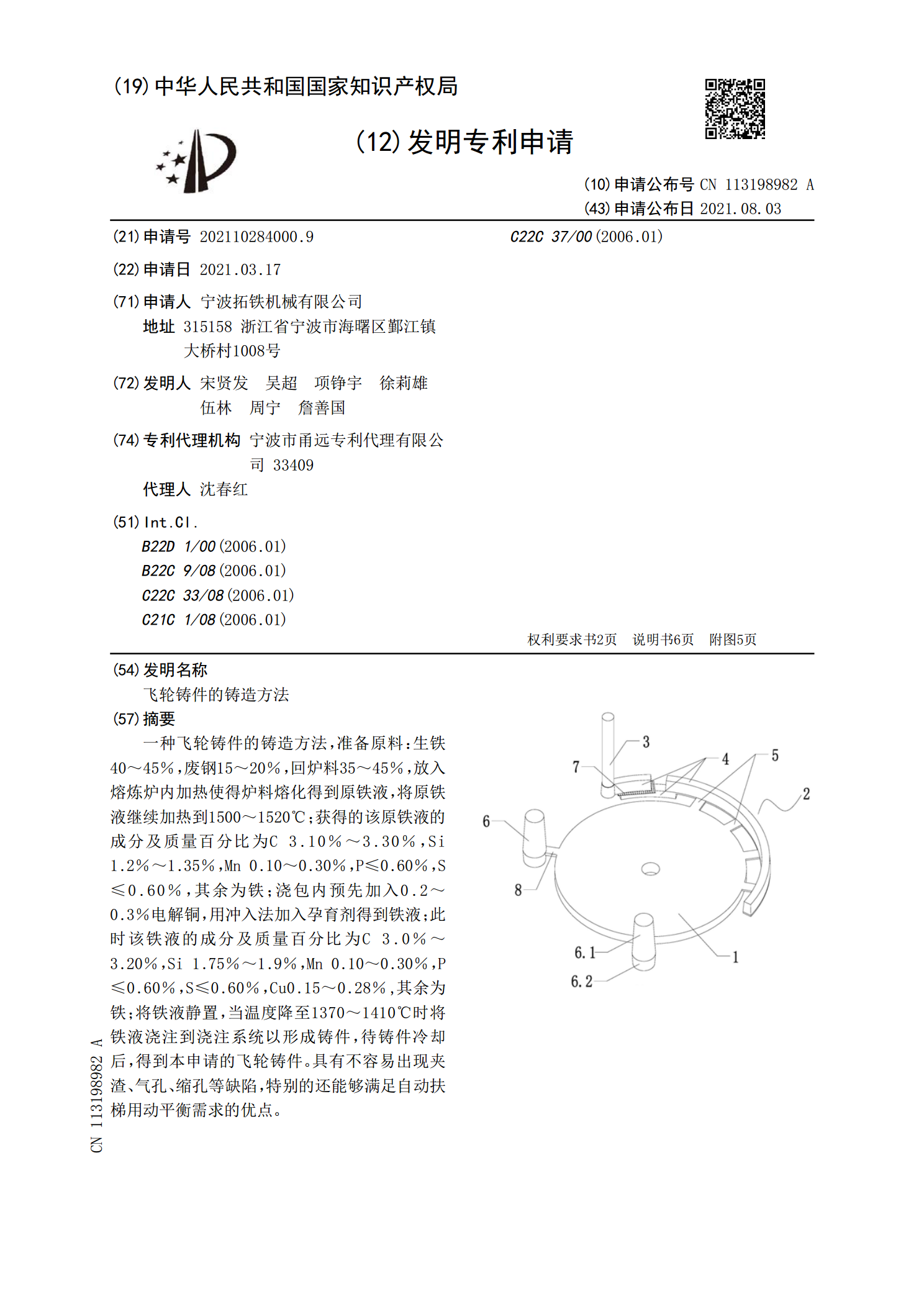
一种飞轮铸件的铸造方法,准备原料:生铁40~45%,废钢15~20%,回炉料35~45%,放入熔炼炉内加热使得炉料熔化得到原铁液,将原铁液继续加热到1500~1520℃;获得的该原铁液的成分及质量百分比为C3.10%~3.30%,Si1.2%~1.35%,Mn0.10~0.30%,P≤0.60%,S≤0.60%,其余为铁;浇包内预先加入0.2~0.3%电解铜,用冲入法加入孕育剂得到铁液;此时该铁液的成分及质量百分比为C3.0%~3.20%,Si1.75%~1.9%,Mn0.10~0.30%,P

球墨铸铁双质量飞轮薄壁铸件铸造工艺优化.docx
球墨铸铁双质量飞轮薄壁铸件铸造工艺优化球墨铸铁双质量飞轮薄壁铸件铸造工艺优化摘要:球墨铸铁双质量飞轮薄壁铸件在汽车及机械工业中广泛应用,具有重要的意义。为了提高双质量飞轮薄壁铸件的机械性能、延长使用寿命,本文对其铸造工艺进行了优化。通过对铸造工艺参数的调整和材料性能的测试,找到了最佳的铸造参数组合,实现了飞轮薄壁铸件的优化。关键词:球墨铸铁;双质量飞轮薄壁铸件;铸造工艺优化1.简介球墨铸铁双质量飞轮薄壁铸件是一种具有双重质量的飞轮,可以在汽车发动机和工程机械等设备中起到平衡振动和存储能量的作用。然而,由于
飞轮的铸造方法.pdf
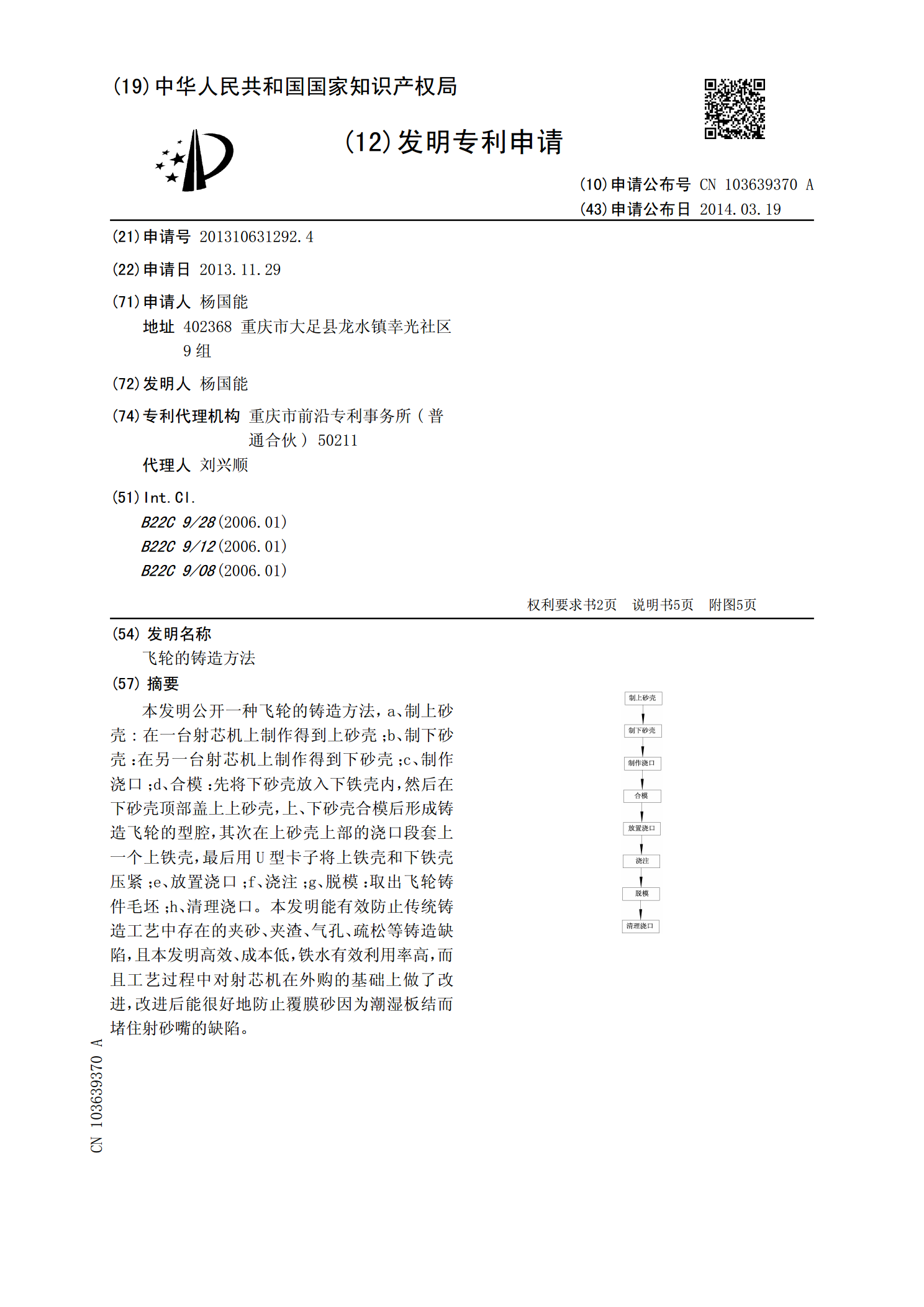
本发明公开一种飞轮的铸造方法,a、制上砂壳:在一台射芯机上制作得到上砂壳;b、制下砂壳:在另一台射芯机上制作得到下砂壳;c、制作浇口;d、合模:先将下砂壳放入下铁壳内,然后在下砂壳顶部盖上上砂壳,上、下砂壳合模后形成铸造飞轮的型腔,其次在上砂壳上部的浇口段套上一个上铁壳,最后用U型卡子将上铁壳和下铁壳压紧;e、放置浇口;f、浇注;g、脱模:取出飞轮铸件毛坯;h、清理浇口。本发明能有效防止传统铸造工艺中存在的夹砂、夹渣、气孔、疏松等铸造缺陷,且本发明高效、成本低,铁水有效利用率高,而且工艺过程中对射芯机在外
大型铸件的精密铸造方法.pdf
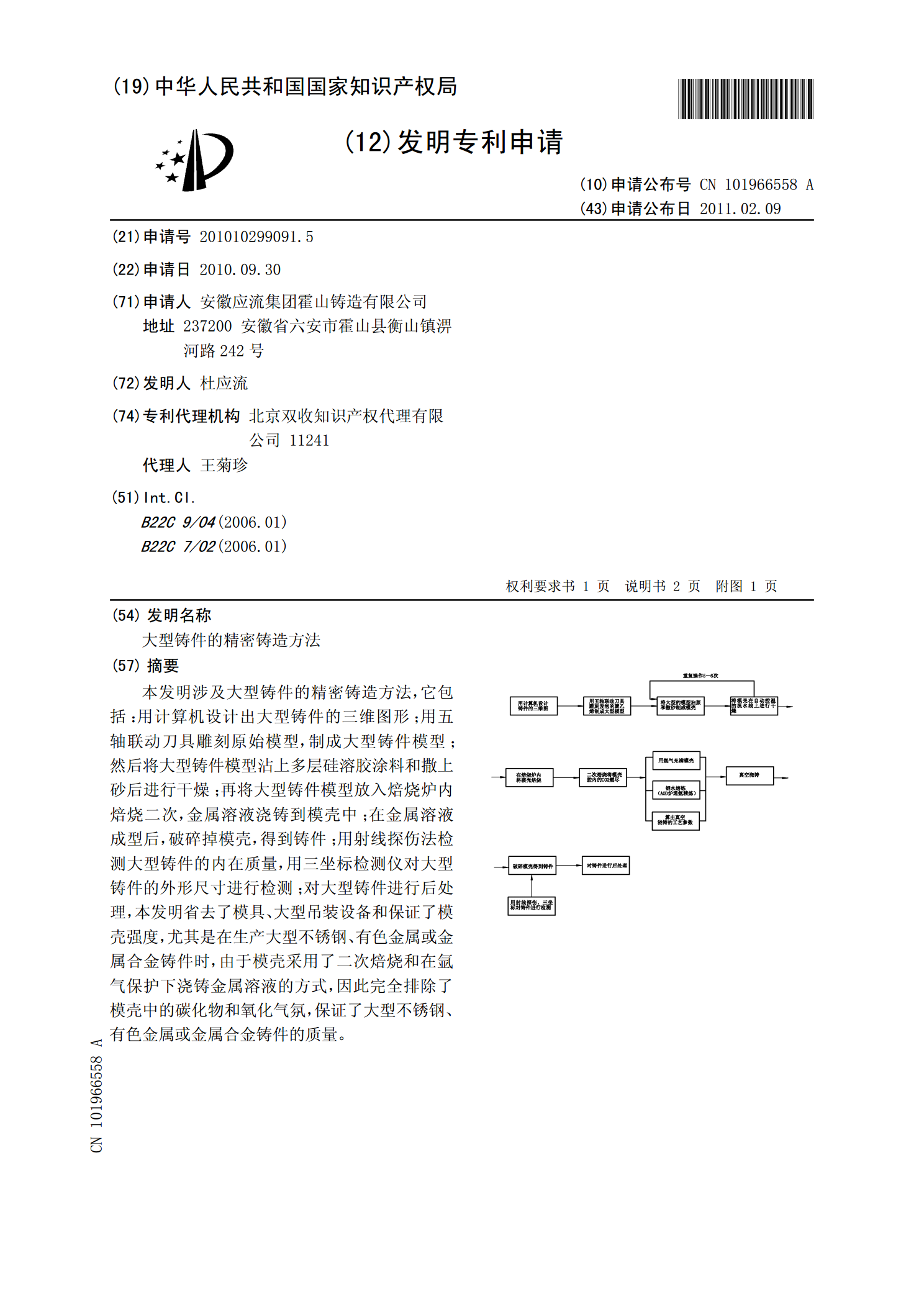
本发明涉及大型铸件的精密铸造方法,它包括:用计算机设计出大型铸件的三维图形;用五轴联动刀具雕刻原始模型,制成大型铸件模型;然后将大型铸件模型沾上多层硅溶胶涂料和撒上砂后进行干燥;再将大型铸件模型放入焙烧炉内焙烧二次,金属溶液浇铸到模壳中;在金属溶液成型后,破碎掉模壳,得到铸件;用射线探伤法检测大型铸件的内在质量,用三坐标检测仪对大型铸件的外形尺寸进行检测;对大型铸件进行后处理,本发明省去了模具、大型吊装设备和保证了模壳强度,尤其是在生产大型不锈钢、有色金属或金属合金铸件时,由于模壳采用了二次焙烧和在氩气保

精密铸件的各种铸造方法.docx
精密铸件的各种铸造方法精密铸件的各种铸造方法摘要:精密铸件是一种高精度、高品质的铸造产品,在许多领域都有广泛的应用。本论文将介绍几种常见的精密铸造方法,包括熔模铸造、压力铸造和注射模铸造。每种方法都有其独特的优点和适用范围,因此在选择和应用时需要考虑各种因素。引言:精密铸造是一种高精度的制造技术,它在汽车、航空、航天等领域都有重要的应用。随着工业技术的发展,各种精密铸造方法也不断涌现和改进。本论文将介绍几种常见的精密铸造方法,包括熔模铸造、压力铸造和注射模铸造。一、熔模铸造熔模铸造是一种利用可熔模型制作铸