
用于大型板状结构件矫正的方法.pdf

书生****aa

1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于大型板状结构件矫正的方法.pdf
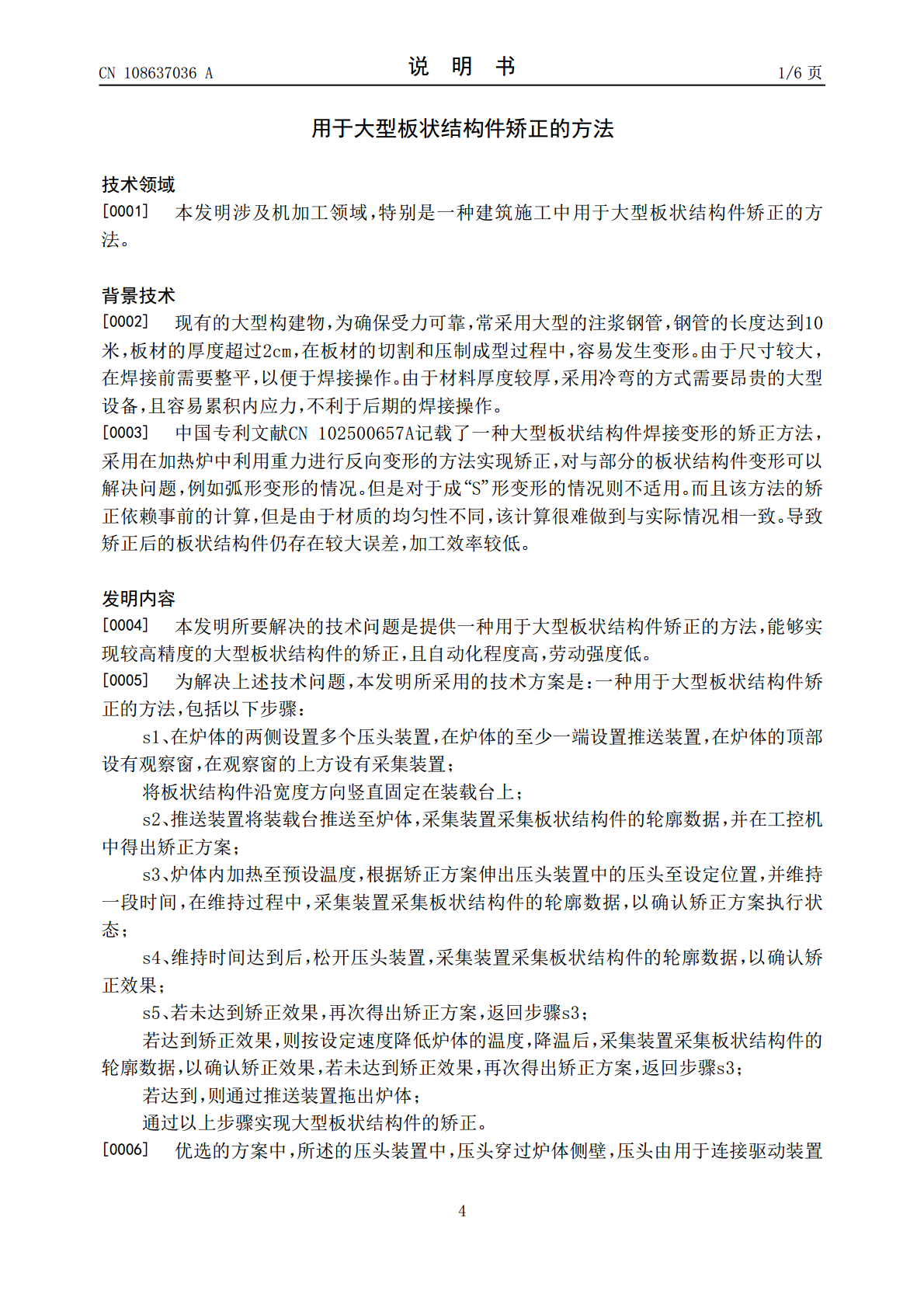
本发明提供一种用于大型板状结构件矫正的方法,包括以下步骤:在炉体的两侧设置多个压头装置,在炉体的至少一端设置推送装置,在炉体的顶部设有观察窗,在观察窗的上方设有采集装置;推送装置将装载台推送至炉体,采集装置采集板状结构件的轮廓数据;炉体内加热至预设温度,根据矫正方案伸出压头装置中的压头至设定位置,并维持一段时间,在维持过程中,采集装置采集板状结构件的轮廓数据,以确认矫正方案执行状态,确认矫正效果若达到,则通过推送装置拖出炉体;通过以上步骤实现大型板状结构件的矫正。通过上述的方法,能够实时或间歇的监视矫正的

用于大型板状结构件矫正的装置.pdf
本发明提供一种用于大型板状结构件矫正的装置,包括炉体,在炉体的两侧设有多个压头装置,在炉体的至少一端设有推送装置,在炉体的顶部设有观察窗,在观察窗的上方设有采集装置;还设有用于沿宽度方向竖直固定板状结构件的装载台。所述的压头装置中,压头穿过炉体侧壁,压头由用于连接驱动装置的压头座,隔热部和位于炉体内的顶推部组成,所述的隔热部通过高温胶与压头座和顶推部连接,压头座和顶推部的材质为金属材料,隔热部的材质为非金属材料。通过采用侧部压头的结构,能够提高矫正的加工精度,避免出现返工的问题。通过设置的推送装置,能够实
大型板状结构件焊接变形的矫正方法.pdf
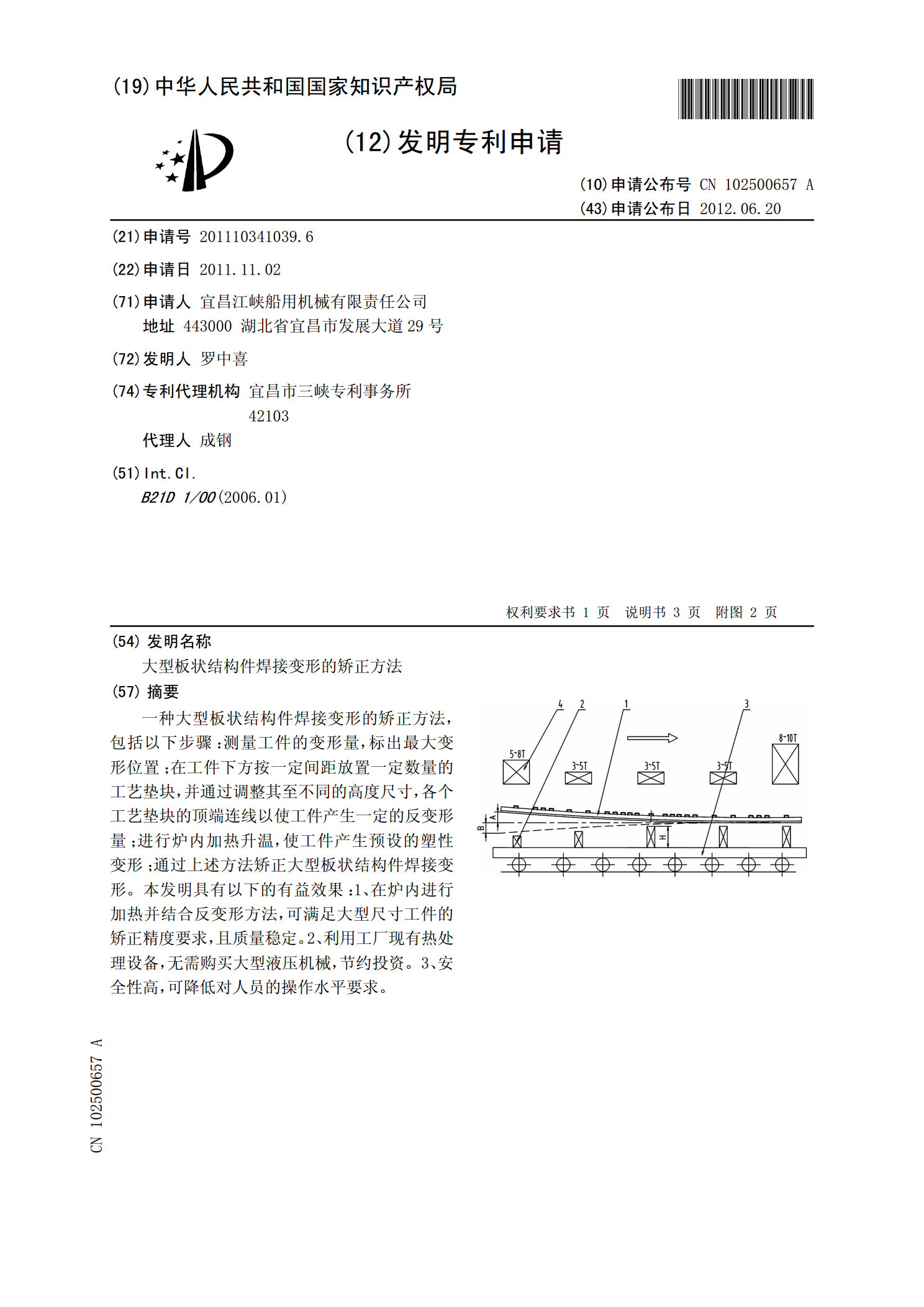
一种大型板状结构件焊接变形的矫正方法,包括以下步骤:测量工件的变形量,标出最大变形位置;在工件下方按一定间距放置一定数量的工艺垫块,并通过调整其至不同的高度尺寸,各个工艺垫块的顶端连线以使工件产生一定的反变形量;进行炉内加热升温,使工件产生预设的塑性变形;通过上述方法矫正大型板状结构件焊接变形。本发明具有以下的有益效果:1、在炉内进行加热并结合反变形方法,可满足大型尺寸工件的矫正精度要求,且质量稳定。2、利用工厂现有热处理设备,无需购买大型液压机械,节约投资。3、安全性高,可降低对人员的操作水平要求。
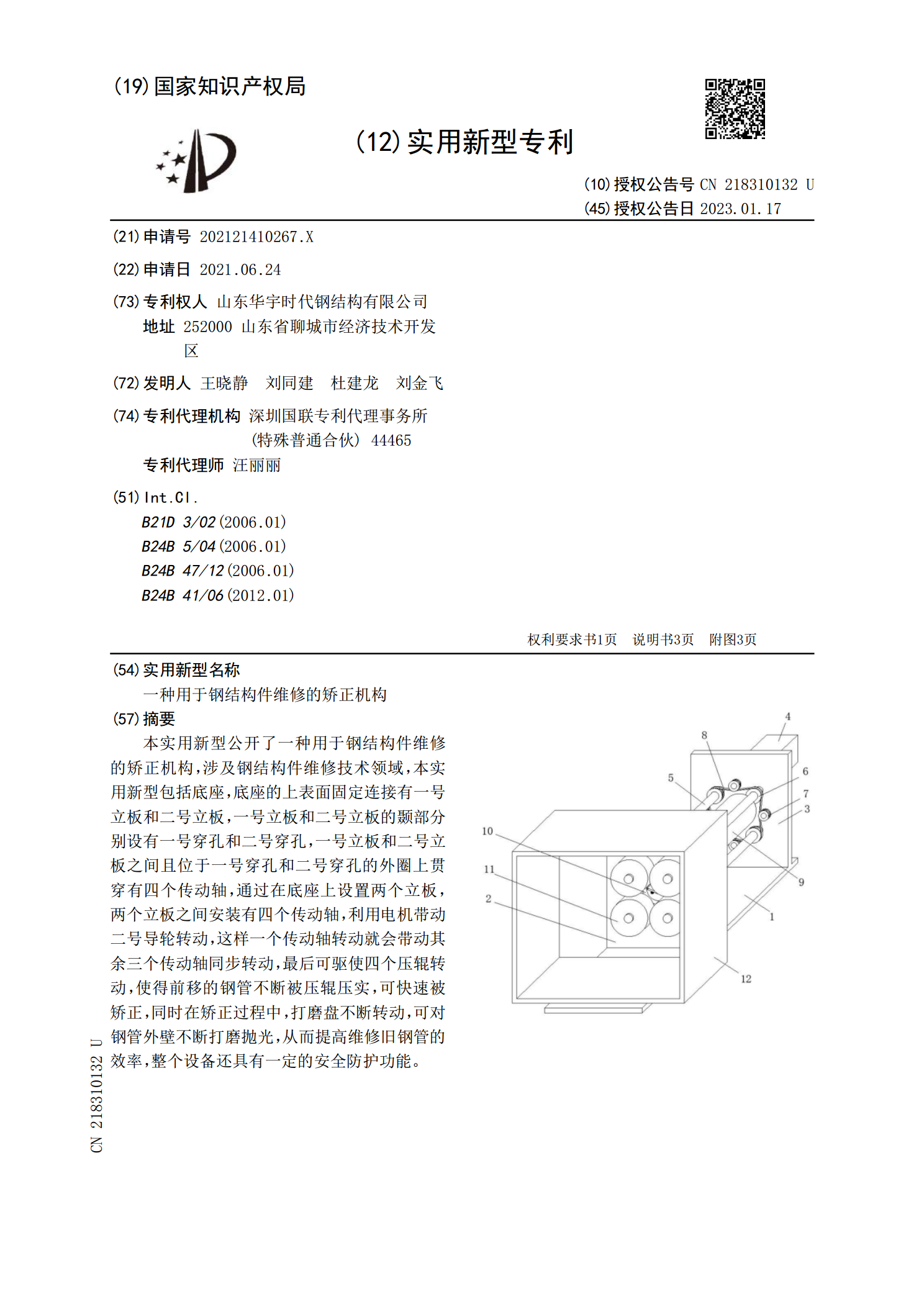
一种用于钢结构件维修的矫正机构.pdf
本实用新型公开了一种用于钢结构件维修的矫正机构,涉及钢结构件维修技术领域,本实用新型包括底座,底座的上表面固定连接有一号立板和二号立板,一号立板和二号立板的颞部分别设有一号穿孔和二号穿孔,一号立板和二号立板之间且位于一号穿孔和二号穿孔的外圈上贯穿有四个传动轴,通过在底座上设置两个立板,两个立板之间安装有四个传动轴,利用电机带动二号导轮转动,这样一个传动轴转动就会带动其余三个传动轴同步转动,最后可驱使四个压辊转动,使得前移的钢管不断被压辊压实,可快速被矫正,同时在矫正过程中,打磨盘不断转动,可对钢管外壁不断
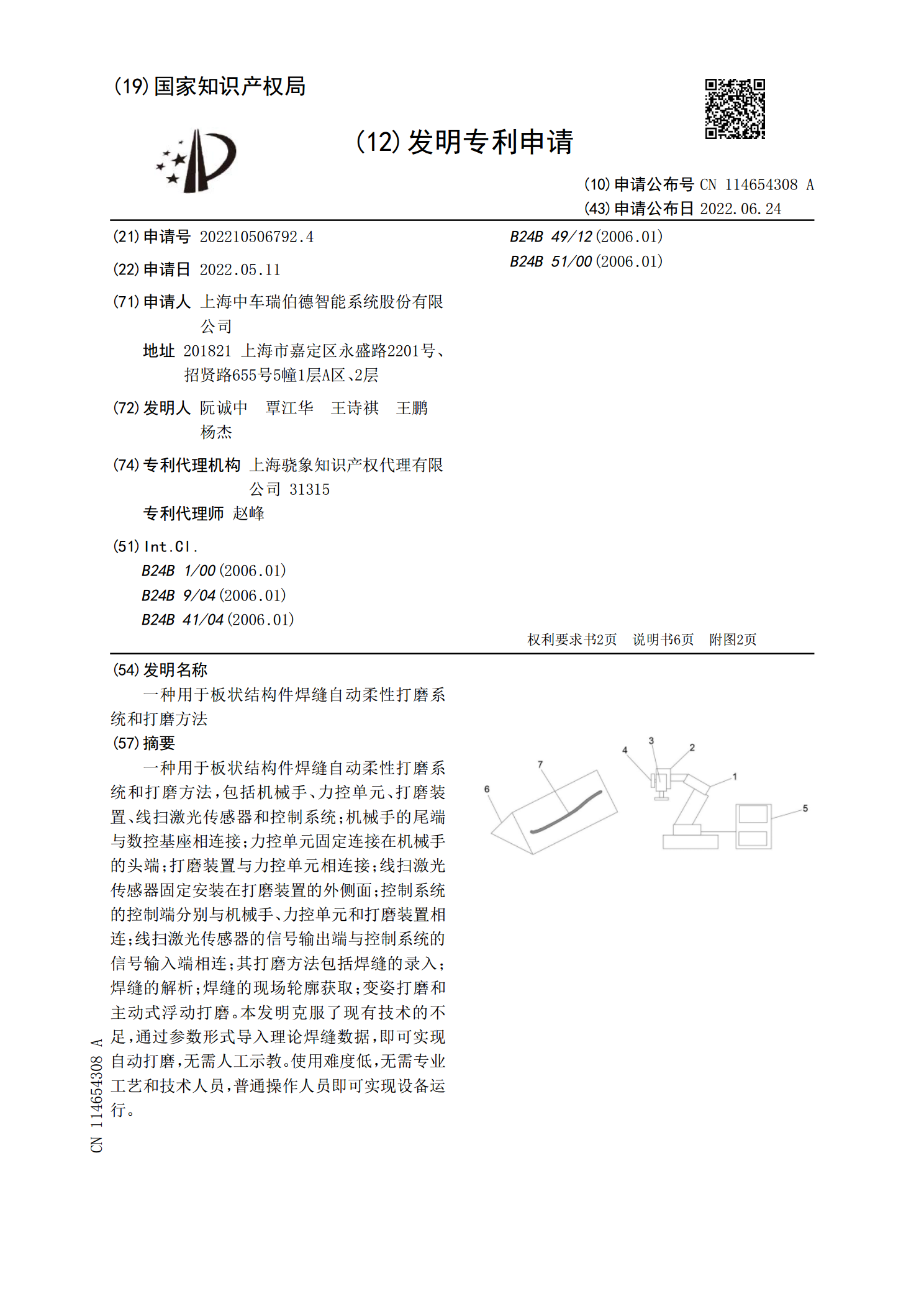
一种用于板状结构件焊缝自动柔性打磨系统和打磨方法.pdf
一种用于板状结构件焊缝自动柔性打磨系统和打磨方法,包括机械手、力控单元、打磨装置、线扫激光传感器和控制系统;机械手的尾端与数控基座相连接;力控单元固定连接在机械手的头端;打磨装置与力控单元相连接;线扫激光传感器固定安装在打磨装置的外侧面;控制系统的控制端分别与机械手、力控单元和打磨装置相连;线扫激光传感器的信号输出端与控制系统的信号输入端相连;其打磨方法包括焊缝的录入;焊缝的解析;焊缝的现场轮廓获取;变姿打磨和主动式浮动打磨。本发明克服了现有技术的不足,通过参数形式导入理论焊缝数据,即可实现自动打磨,无需