
深孔钻刀具焊接强度检测装置.pdf

戊午****jj

1/8
2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

深孔钻刀具焊接强度检测装置.pdf
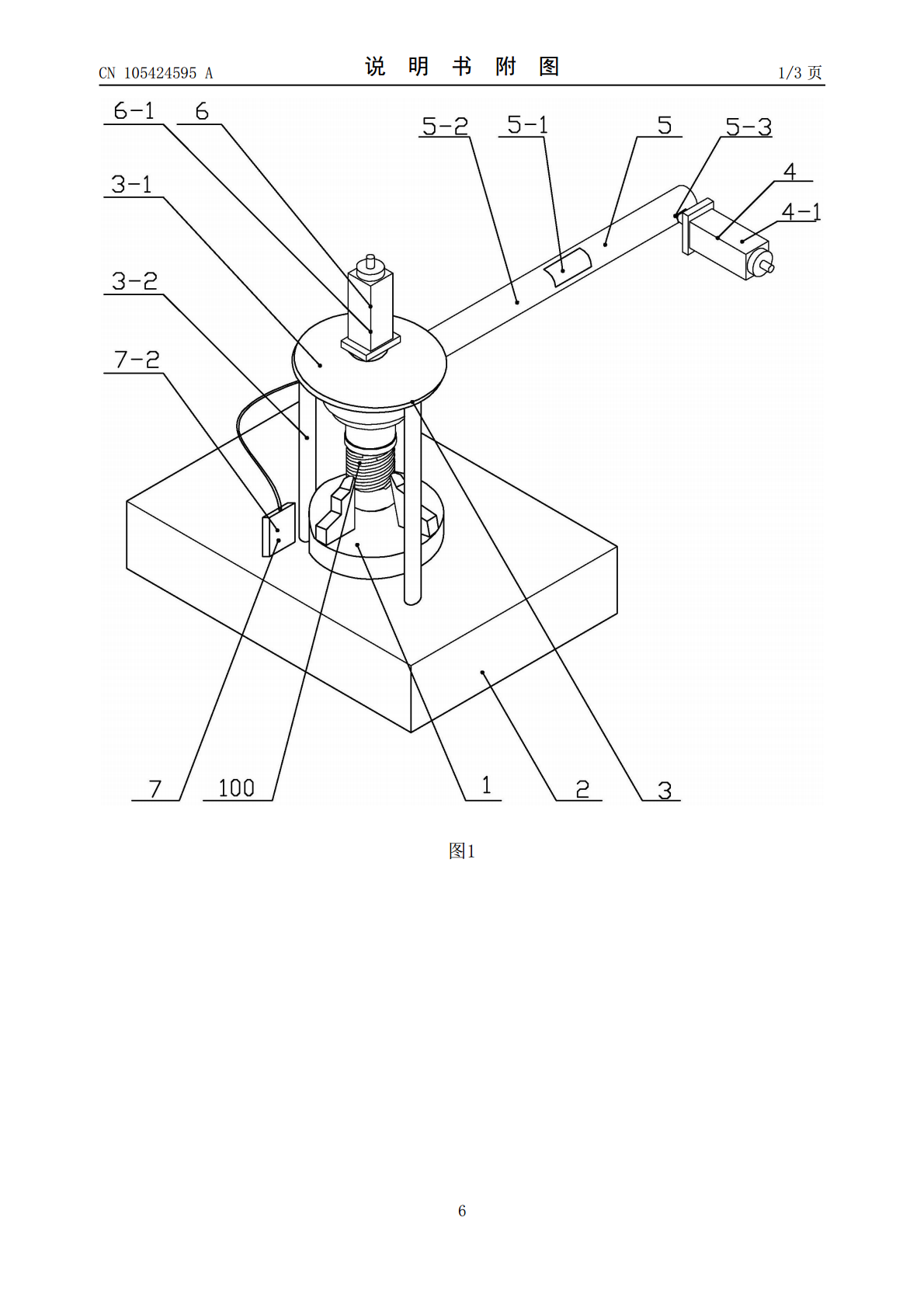
深孔钻刀具焊接强度检测装置,它涉及一种强度检测装置。本发明解决了现有技术中没有检测深孔钻上刀片及导向块焊接后强度的装置,也无法得知刀片及导向块与刀具焊接后受力发生破坏的临界值的问题。深孔钻竖直固接在夹具上,扭力测量仪包括固接有数据显示屏的传动杆和与传动杆的一端固接的扭转头,第一液压施力机构中的第一液压缸的活塞杆与传动杆的另一端固接,扭转头的下端的形状与深孔钻上刀片及导向块的外轮廓相配合,第二液压施力机构中的第二液压缸竖直设置于扭转头的上方,压力测力计的触头位于第二液压缸与扭转头之间设置。本发明的深孔钻刀具

深孔钻镗床刀具保护设计论文.docx
深孔钻镗床刀具保护设计论文1引言深孔钻镗床主要用于深孔钻孔扩孔镗孔等深孔加工。但由于加工深度常达到十几米甚至几十米在加工过程中刀具损坏状况很难掌握通常都由操作者根据自己的工作经验来判断。因此当刀具损坏时十分不容易被发现常常会影响加工的精度并造成生产上的损失甚至使机床受到损坏。经过多年的摸索实践总结出如下方法很好地解决了这一问题。在普通的深孔钻镗床中床头箱主轴钻杆箱主轴通常选用直流调速装置控制直流电机来实现调速。直流调速具有调速范围宽低速性能好等特点。
深孔钻镗床刀具保护设计论文.docx
深孔钻镗床刀具保护设计论文1引言深孔钻镗床主要用于深孔钻孔扩孔镗孔等深孔加工。但由于加工深度常达到十几米甚至几十米在加工过程中刀具损坏状况很难掌握通常都由操作者根据自己的工作经验来判断。因此当刀具损坏时十分不容易被发现常常会影响加工的精度并造成生产上的损失甚至使机床受到损坏。经过多年的摸索实践总结出如下方法很好地解决了这一问题。在普通的深孔钻镗床中床头箱主轴钻杆箱主轴通常选用直流调速装置控制直流电机来实现调速。直流调速具有调速范围宽低速性能好等特点。
用于深孔加工刀具的冷却装置.pdf
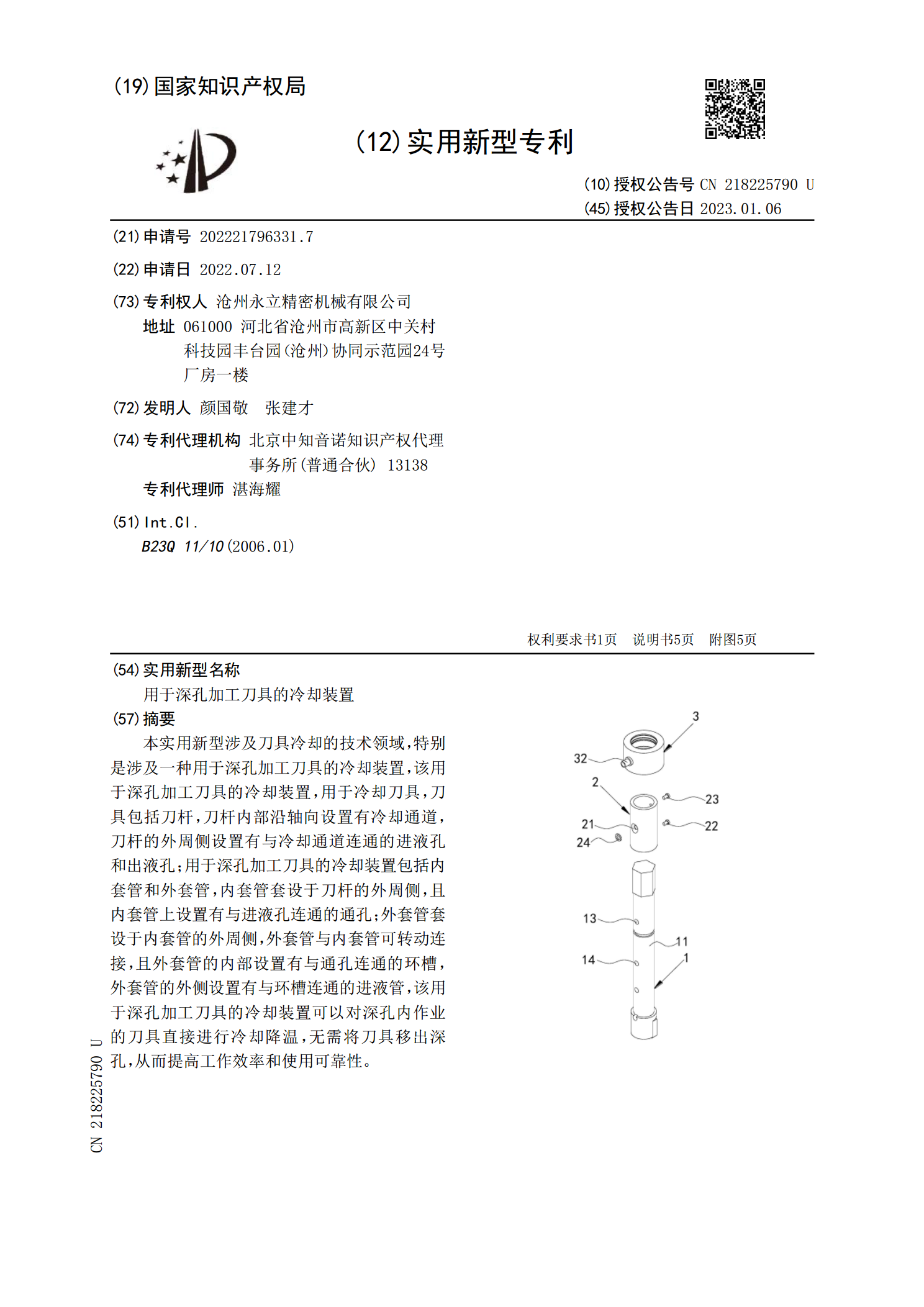
本实用新型涉及刀具冷却的技术领域,特别是涉及一种用于深孔加工刀具的冷却装置,该用于深孔加工刀具的冷却装置,用于冷却刀具,刀具包括刀杆,刀杆内部沿轴向设置有冷却通道,刀杆的外周侧设置有与冷却通道连通的进液孔和出液孔;用于深孔加工刀具的冷却装置包括内套管和外套管,内套管套设于刀杆的外周侧,且内套管上设置有与进液孔连通的通孔;外套管套设于内套管的外周侧,外套管与内套管可转动连接,且外套管的内部设置有与通孔连通的环槽,外套管的外侧设置有与环槽连通的进液管,该用于深孔加工刀具的冷却装置可以对深孔内作业的刀具直接进行
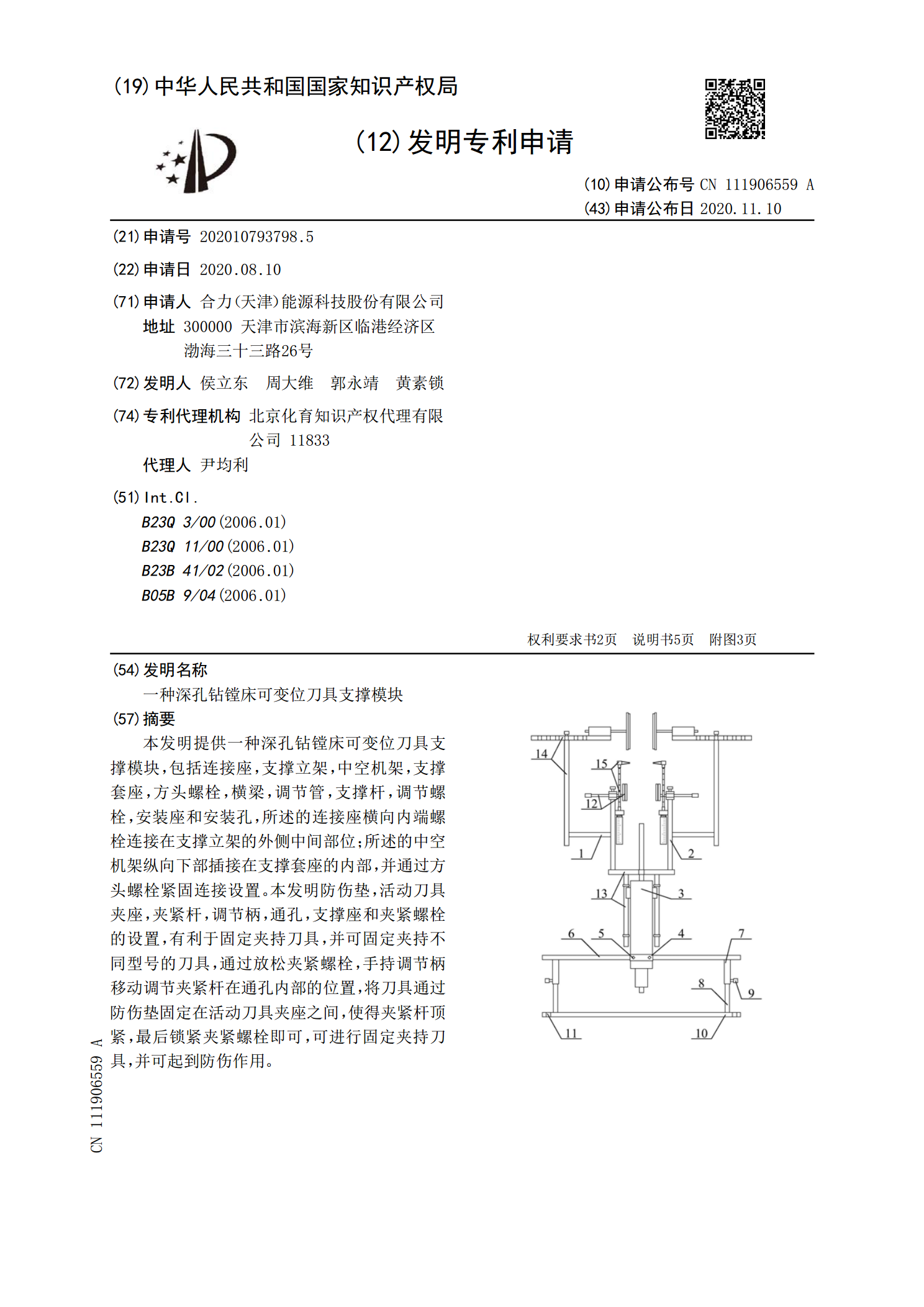
一种深孔钻镗床可变位刀具支撑模块.pdf
本发明提供一种深孔钻镗床可变位刀具支撑模块,包括连接座,支撑立架,中空机架,支撑套座,方头螺栓,横梁,调节管,支撑杆,调节螺栓,安装座和安装孔,所述的连接座横向内端螺栓连接在支撑立架的外侧中间部位;所述的中空机架纵向下部插接在支撑套座的内部,并通过方头螺栓紧固连接设置。本发明防伤垫,活动刀具夹座,夹紧杆,调节柄,通孔,支撑座和夹紧螺栓的设置,有利于固定夹持刀具,并可固定夹持不同型号的刀具,通过放松夹紧螺栓,手持调节柄移动调节夹紧杆在通孔内部的位置,将刀具通过防伤垫固定在活动刀具夹座之间,使得夹紧杆顶紧,最