
用于钢的带铸造的方法和用于带铸造的装置.pdf

高格****gu


1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于钢的带铸造的方法和用于带铸造的装置.pdf
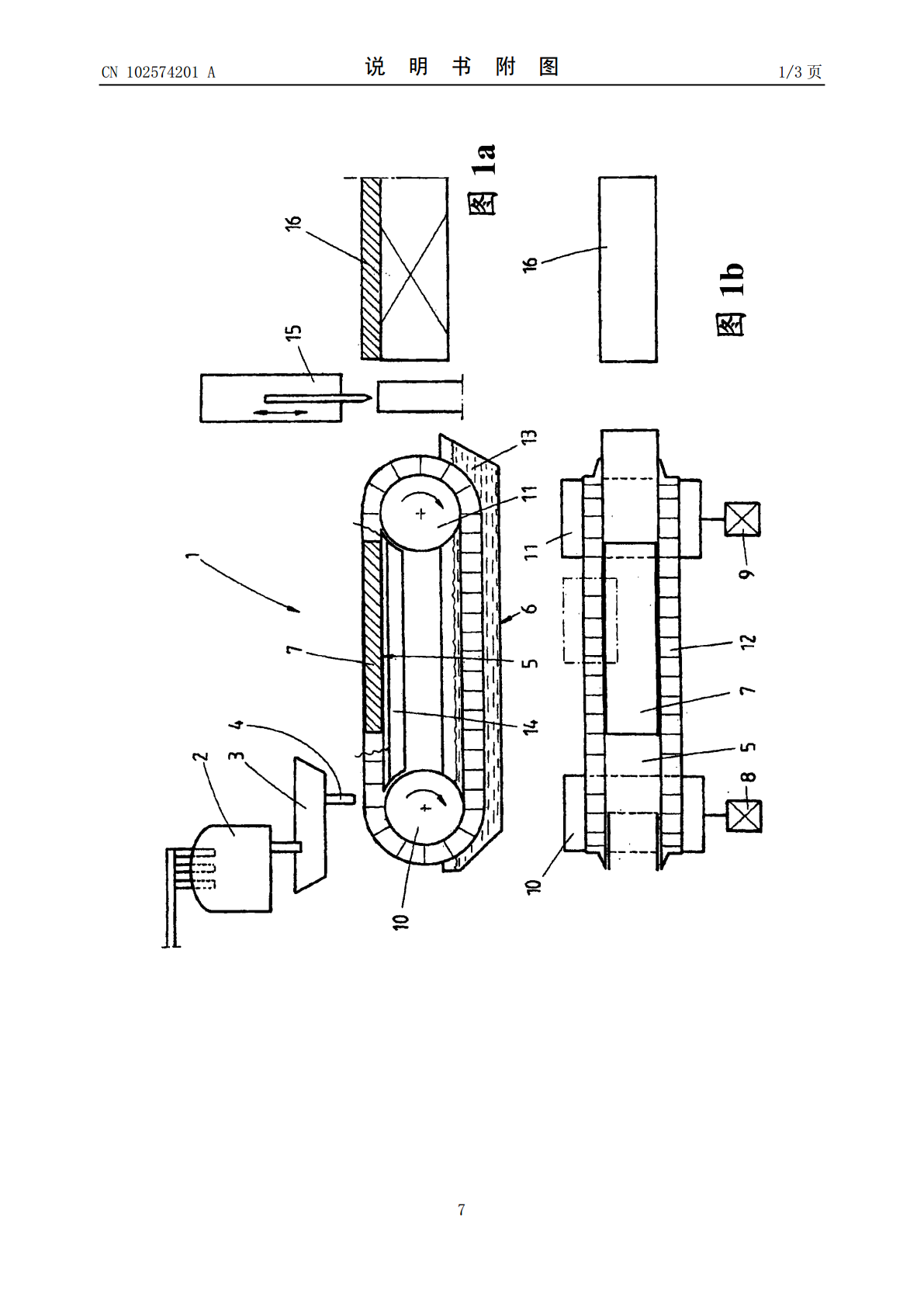
一种用于铸造带有多于15个重量百分比的铬含量的钢的方法特征在于,钢在水平的带铸造设备(1)中被铸造。该带铸造设备包括熔炼炉(2)、浇注桶(3)和用于容纳且用于冷却从浇注桶(3)流出的液态的钢带的传送带(5)。
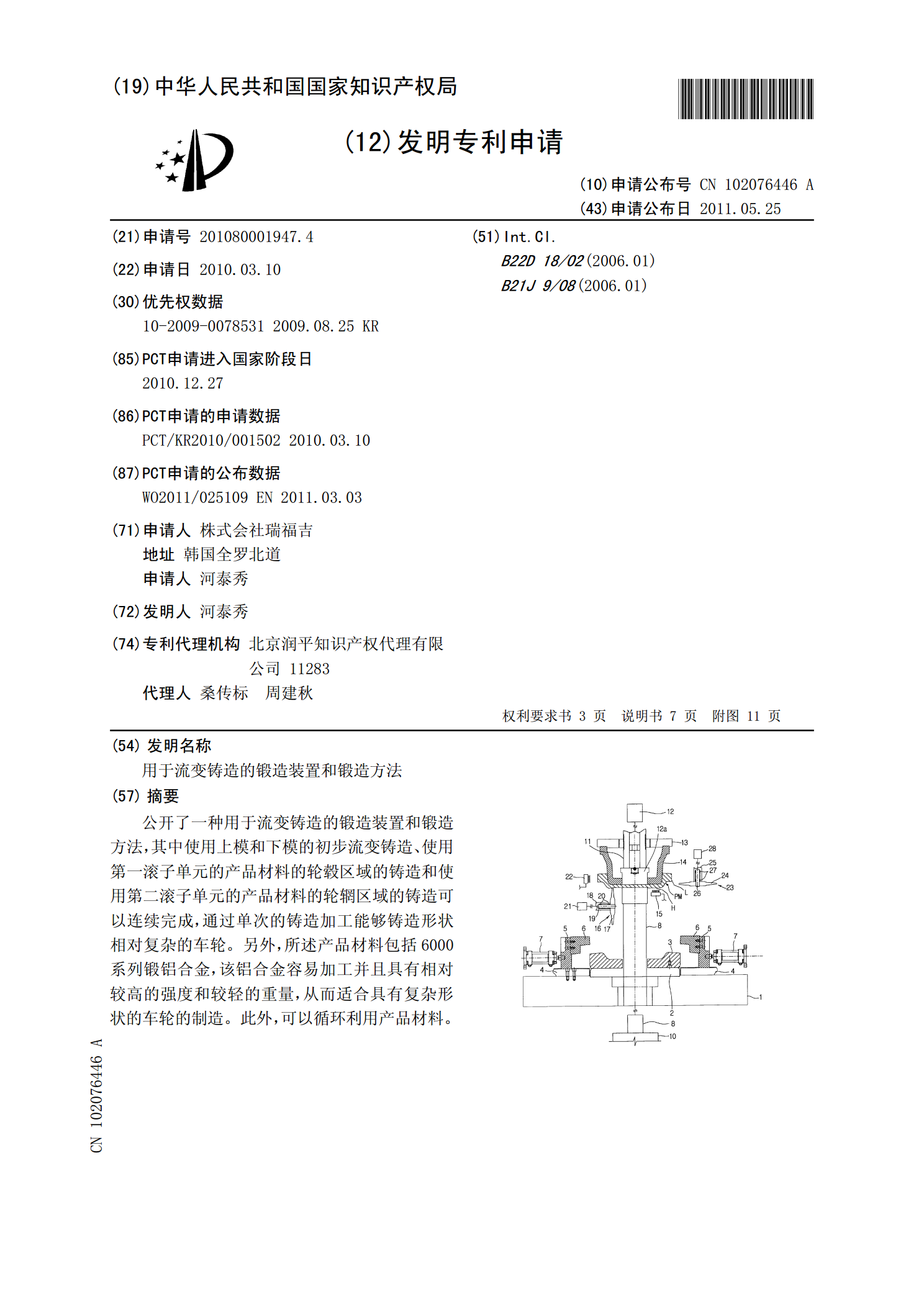
用于流变铸造的锻造装置和锻造方法.pdf
公开了一种用于流变铸造的锻造装置和锻造方法,其中使用上模和下模的初步流变铸造、使用第一滚子单元的产品材料的轮毂区域的铸造和使用第二滚子单元的产品材料的轮辋区域的铸造可以连续完成,通过单次的铸造加工能够铸造形状相对复杂的车轮。另外,所述产品材料包括6000系列锻铝合金,该铝合金容易加工并且具有相对较高的强度和较轻的重量,从而适合具有复杂形状的车轮的制造。此外,可以循环利用产品材料。

用于磨削连续铸造产品的方法和装置.pdf
本发明涉及一种用于磨削连续铸造产品(1)、尤其板坯的方法,其中,连续铸造产品在横截面中具有带有两个相面对的长侧(2,3)和两个相面对的短侧(4,5)的矩形的轮廓,其中,至少长侧(2,3)借助于至少一个磨削工具(6)经受表面加工。为了可在加工连续铸造产品时获取较高的质量并且以更简单的方式收集磨削切屑,本发明设置成,在磨削连续铸造产品(1)的长侧(2,3)时,连续铸造产品(1)如此地借助于容纳部(7)来定位,即到连续铸造产品(1)的长侧(2,3)上的表面法线与竖直线(V)包围了大于零度的锐角(α)。另外,本发
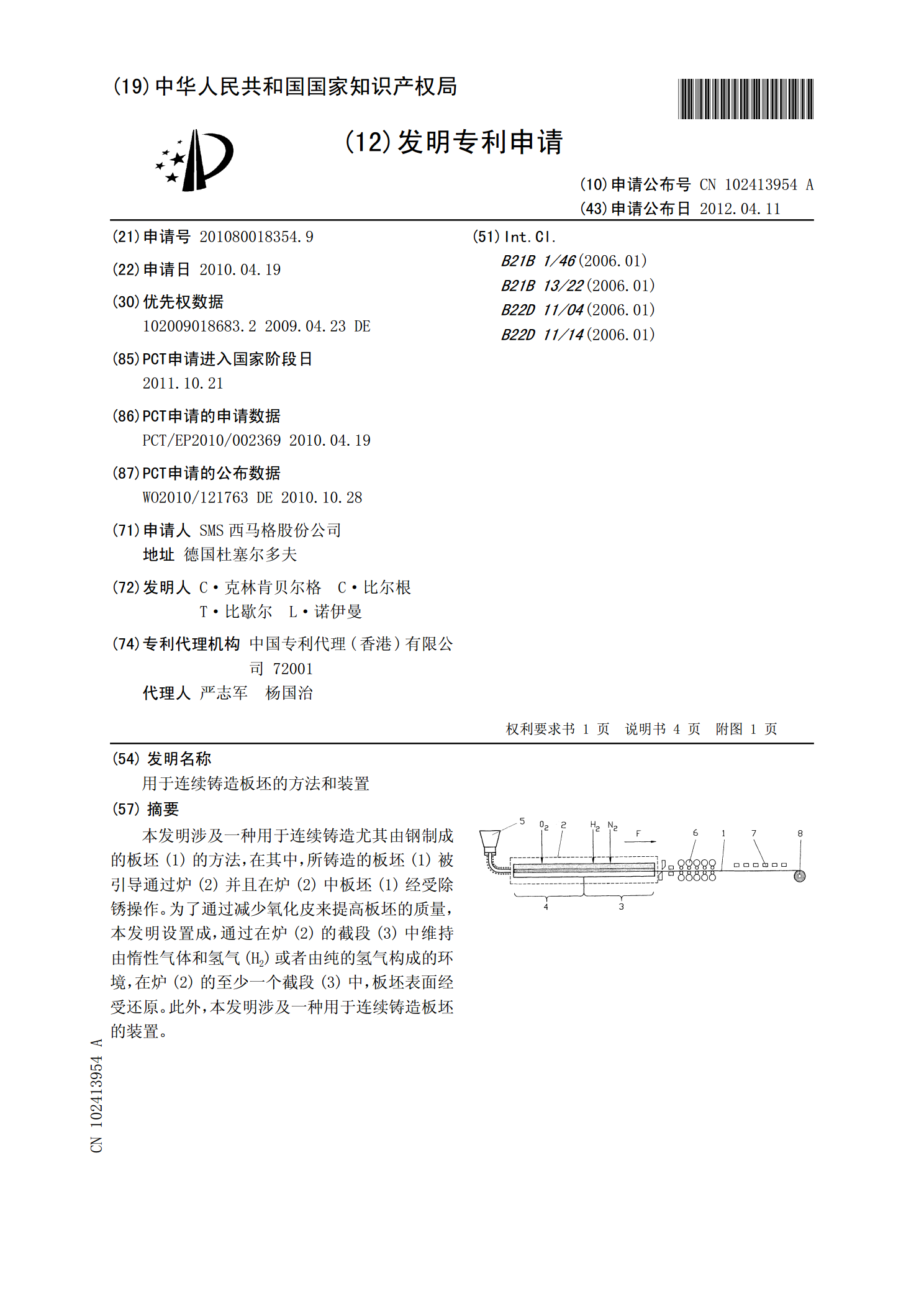
用于连续铸造板坯的方法和装置.pdf
本发明涉及一种用于连续铸造尤其由钢制成的板坯(1)的方法,在其中,所铸造的板坯(1)被引导通过炉(2)并且在炉(2)中板坯(1)经受除锈操作。为了通过减少氧化皮来提高板坯的质量,本发明设置成,通过在炉(2)的截段(3)中维持由惰性气体和氢气(H2)或者由纯的氢气构成的环境,在炉(2)的至少一个截段(3)中,板坯表面经受还原。此外,本发明涉及一种用于连续铸造板坯的装置。
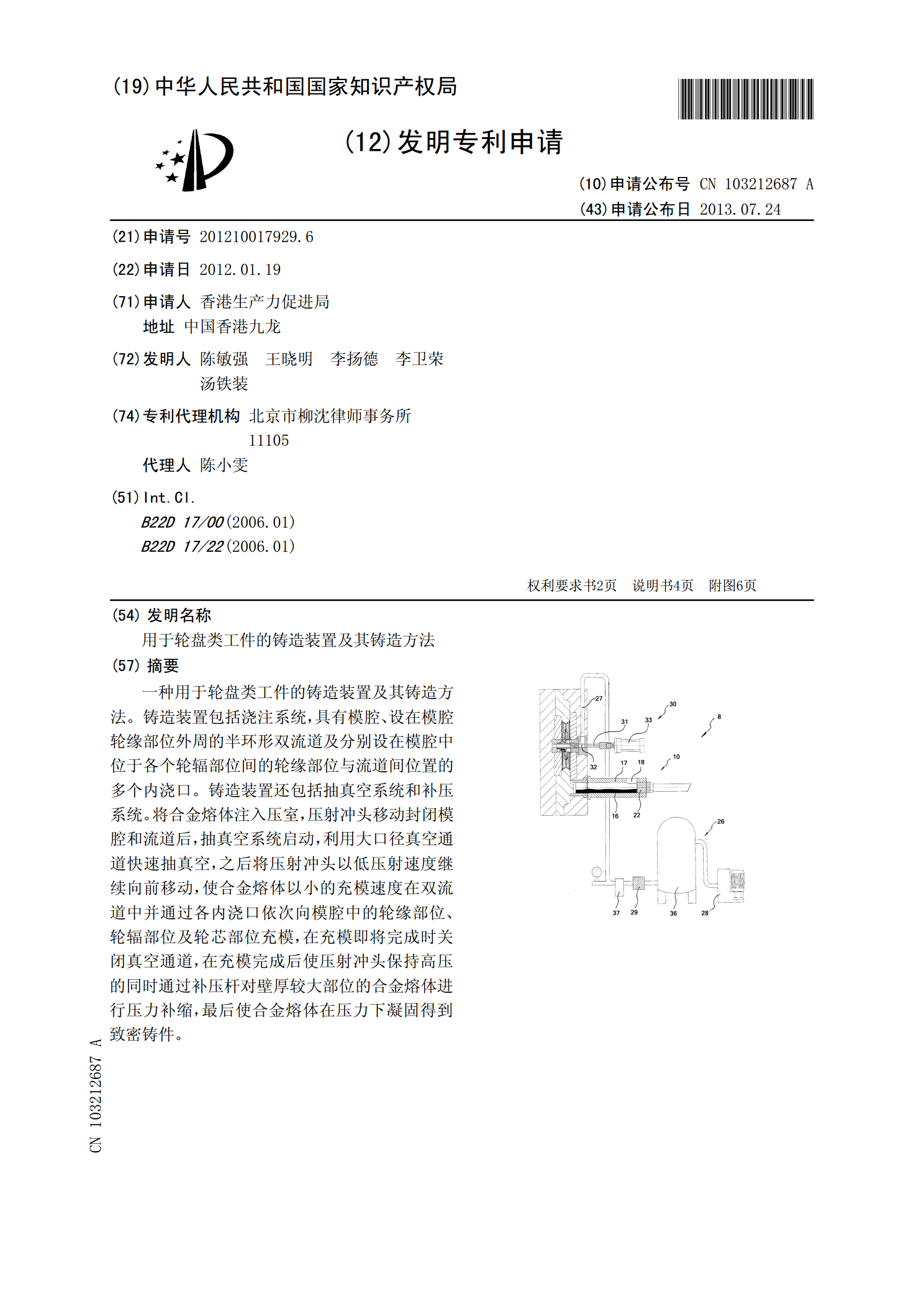
用于轮盘类工件的铸造装置及其铸造方法.pdf
一种用于轮盘类工件的铸造装置及其铸造方法。铸造装置包括浇注系统,具有模腔、设在模腔轮缘部位外周的半环形双流道及分别设在模腔中位于各个轮辐部位间的轮缘部位与流道间位置的多个内浇口。铸造装置还包括抽真空系统和补压系统。将合金熔体注入压室,压射冲头移动封闭模腔和流道后,抽真空系统启动,利用大口径真空通道快速抽真空,之后将压射冲头以低压射速度继续向前移动,使合金熔体以小的充模速度在双流道中并通过各内浇口依次向模腔中的轮缘部位、轮辐部位及轮芯部位充模,在充模即将完成时关闭真空通道,在充模完成后使压射冲头保持高压的同