
一种消除冷轧硅钢连续退火炉无氧化水印缺陷的方法.pdf

是湛****21


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除冷轧硅钢连续退火炉无氧化水印缺陷的方法.pdf
一种消除冷轧硅钢连续退火炉无氧化水印缺陷的方法,包括无氧化炉,其特征是将无氧化炉的1~6#炉辊采用材质为Cr25Ni20的耐热合金钢辊,无氧化炉的1段、2段、3段不通焦炉煤气,4段、5段通入流量是150m3/h的焦炉煤气;无氧化炉的1段、2段的炉温为800℃,4段、5段的炉温为950℃;后部辐射管(RTF)段的温度为920~940℃。本发明减少了炉内水蒸气,降低该炉段露点,彻底消除了无氧化炉内产生的水印缺陷,同时保证了其产品的磁性能。
一种冷轧硅钢连续退火炉烘炉的方法.pdf
本发明涉及冷轧硅钢连续退火炉领域,具体是一种冷轧硅钢连续退火炉烘炉的方法。阶梯式升温方法,避免耐材产生开裂、脱落;通氮气洗炉方法;在800℃以上调整氮气与氢气的比例的方法;改进的炉压控制和调整方法;跑带降低露点的方法。可以保证硅钢表面和叠装系数,本方法彻底消除了中修后炉内耐材开裂情况,消除了中修后由于退火炉还原性差导致的硅钢表面炉辊压坑缺陷。

一种含无氧化段硅钢连续退火炉起车升温方法.pdf
一种含无氧化硅钢连续退火炉升温方法,属于硅钢热处理领域,其特征是:无氧化炉各加热区温度控制在950-1000℃,补燃空气流量为理论完全燃烧需求量的1.1-1.4倍;退火炉保护气体中氢气体积浓度不低于20%。本发明操作安全、快捷、有效,可适用于含无氧化硅钢连续退火炉生产线。其优点是减少起车准备、降低工艺准备调整材的消耗、避免在含无氧化硅钢连续退火炉起车生产的第一卷带钢表面产生无氧化水印、带钢表面氧化变色。
一种消除连续退火炉炉辊压痕缺陷的方法.pdf
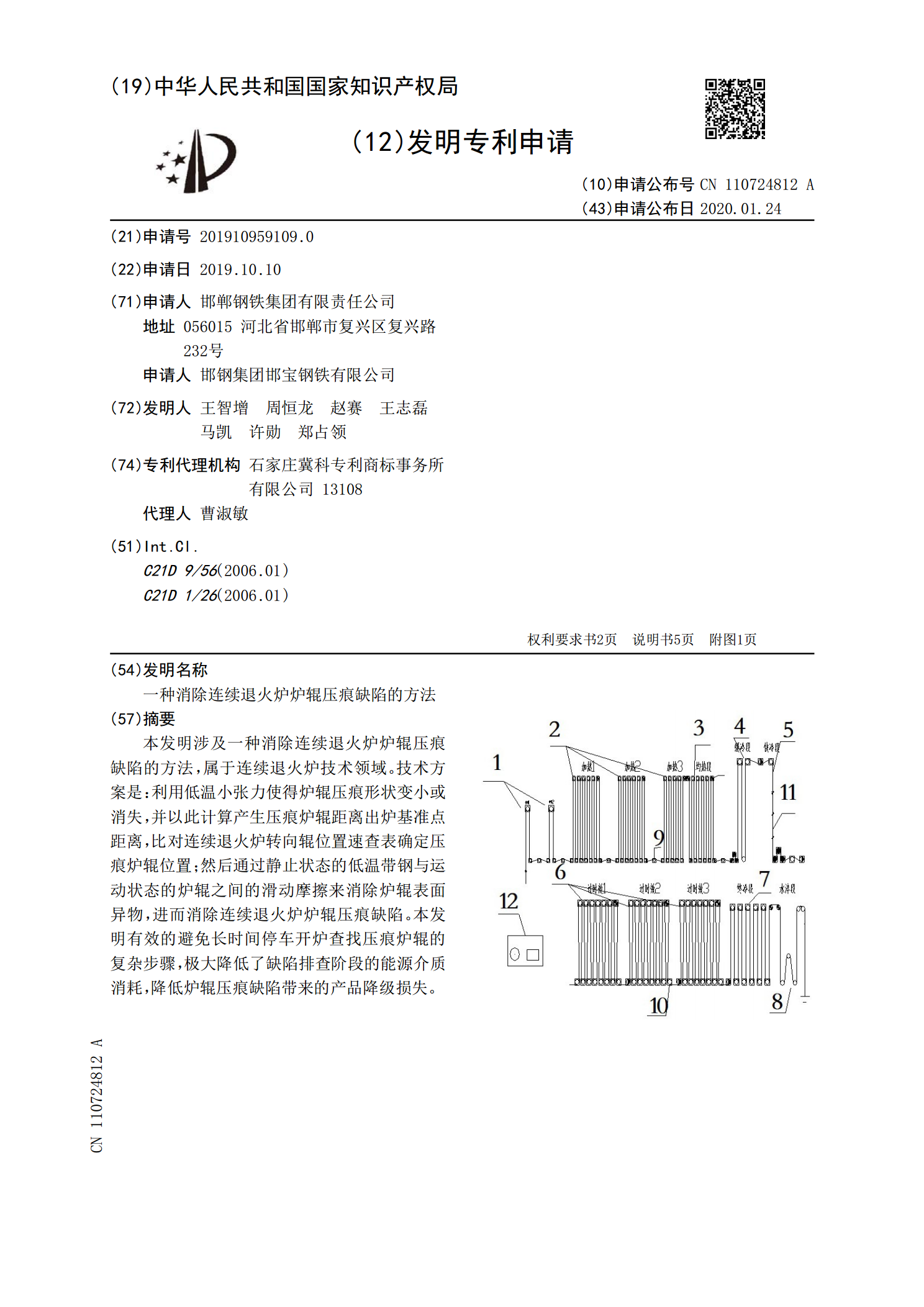
本发明涉及一种消除连续退火炉炉辊压痕缺陷的方法,属于连续退火炉技术领域。技术方案是:利用低温小张力使得炉辊压痕形状变小或消失,并以此计算产生压痕炉辊距离出炉基准点距离,比对连续退火炉转向辊位置速查表确定压痕炉辊位置;然后通过静止状态的低温带钢与运动状态的炉辊之间的滑动摩擦来消除炉辊表面异物,进而消除连续退火炉炉辊压痕缺陷。本发明有效的避免长时间停车开炉查找压痕炉辊的复杂步骤,极大降低了缺陷排查阶段的能源介质消耗,降低炉辊压痕缺陷带来的产品降级损失。

一种消除瓦楞状缺陷的无取向硅钢生产方法.pdf
本发明一种消除瓦楞状缺陷的无取向硅钢生产方法,包括薄板坯连铸连轧(CSP)冶炼热轧、罩式炉退火、酸洗冷轧和成品退火等工序。其所设计的化学组分及重量百分比为:C:0.0030~0.0150%,Si:2.0~3.5%,Mn:0.20~0.80%,Al≤1.0%,P≤0.10%,S≤0.0050%,N≤0.0030%,其余为Fe及不可避免的杂质。与现有技术相比,在CSP连铸时没有进行电磁搅拌的条件下,采用罩式炉退火等措施,消除了成品的瓦楞状缺陷。本发明容易组织实施,成本相对较低且性能优良,铁损在2.03~2.8