
一种消除连续退火炉炉辊压痕缺陷的方法.pdf

夏萍****文章

1/9
2/9

3/9
4/9
5/9

6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除连续退火炉炉辊压痕缺陷的方法.pdf
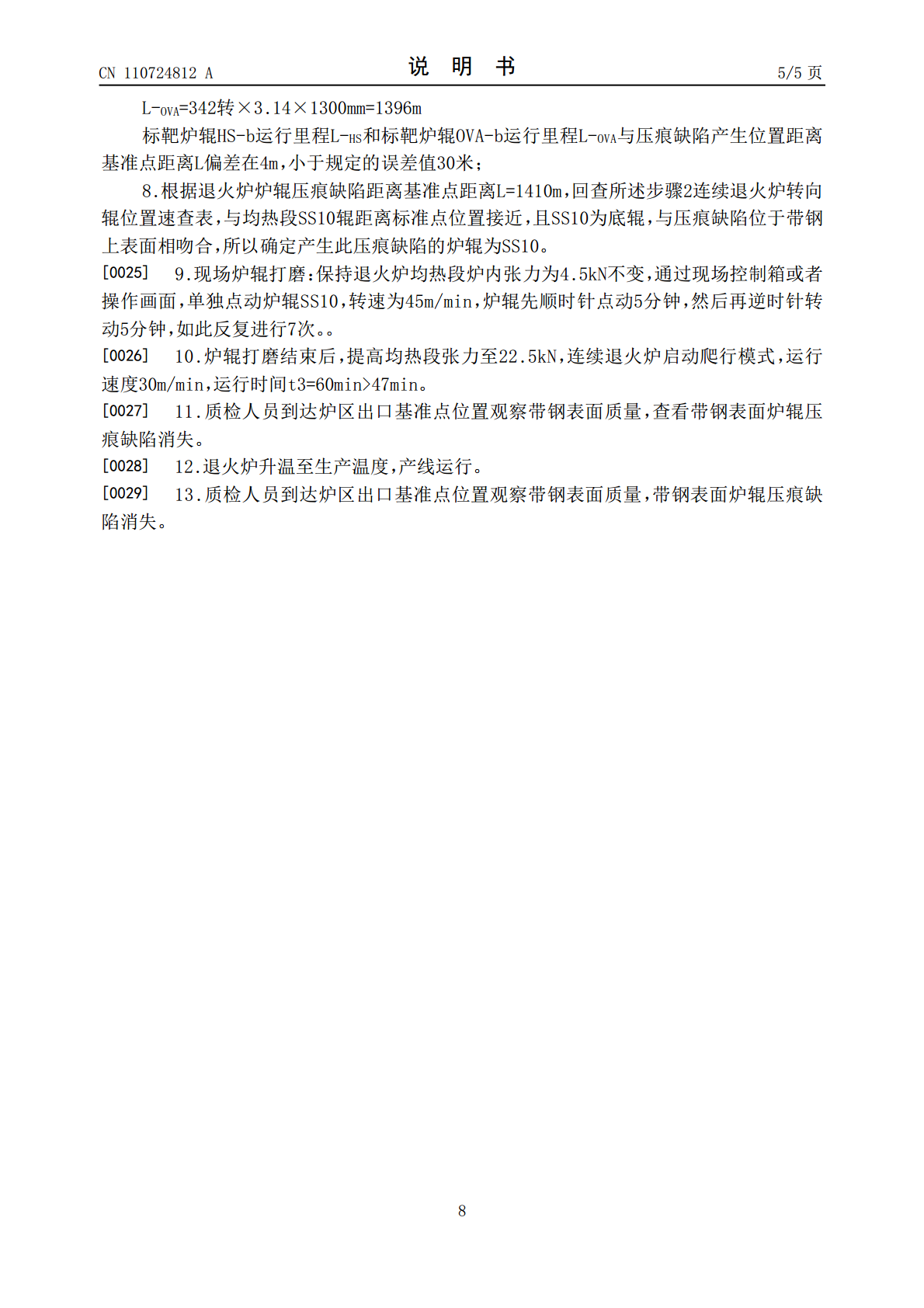
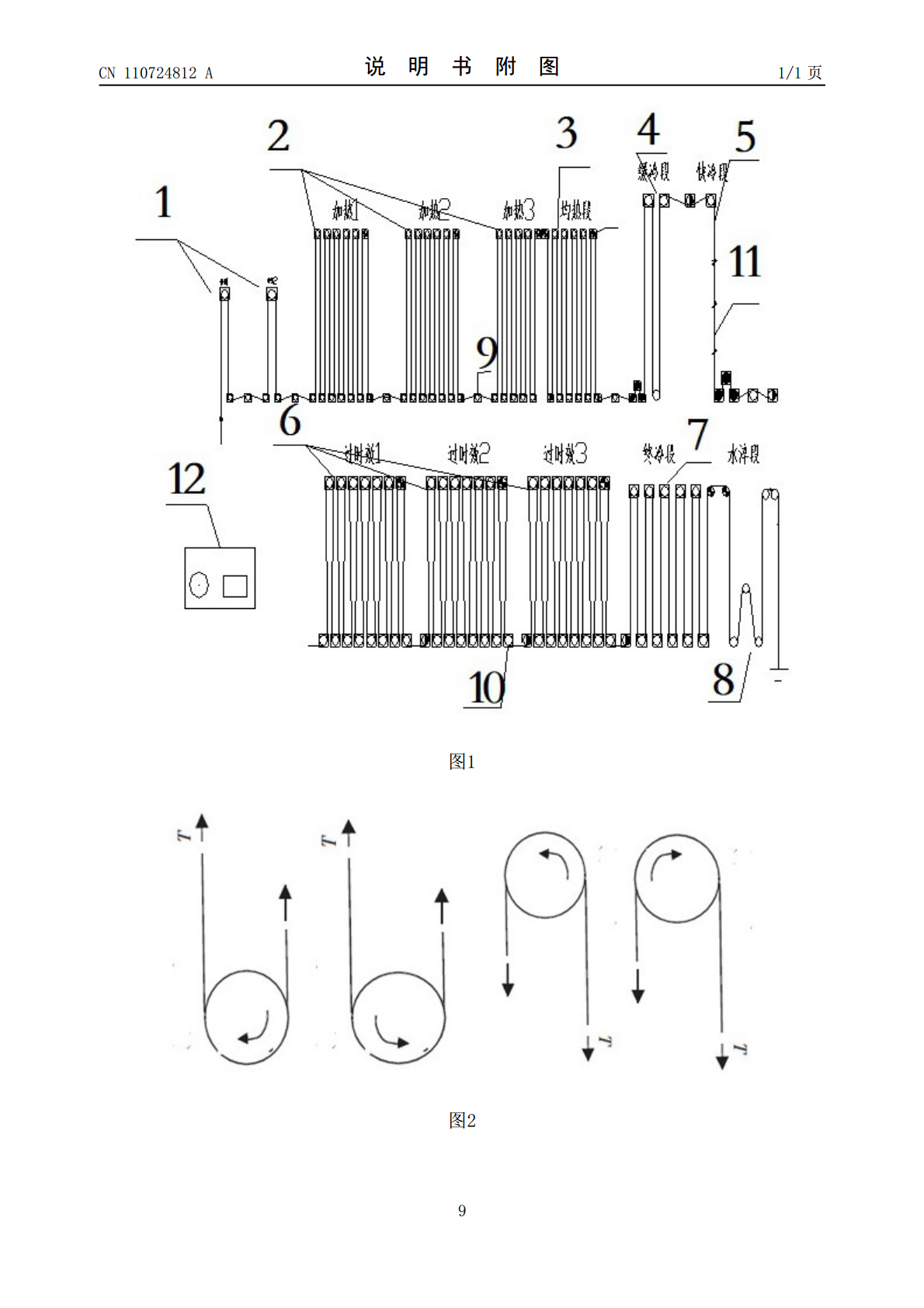
本发明涉及一种消除连续退火炉炉辊压痕缺陷的方法,属于连续退火炉技术领域。技术方案是:利用低温小张力使得炉辊压痕形状变小或消失,并以此计算产生压痕炉辊距离出炉基准点距离,比对连续退火炉转向辊位置速查表确定压痕炉辊位置;然后通过静止状态的低温带钢与运动状态的炉辊之间的滑动摩擦来消除炉辊表面异物,进而消除连续退火炉炉辊压痕缺陷。本发明有效的避免长时间停车开炉查找压痕炉辊的复杂步骤,极大降低了缺陷排查阶段的能源介质消耗,降低炉辊压痕缺陷带来的产品降级损失。
立式连续退火炉炉内压痕缺陷产生位置的查找方法.pdf
本发明公开了一种立式连续退火炉炉内压痕缺陷产生位置的查找方法,包括步骤:S1、准备检查用卷材;S2、立式连续退火炉开始工作,将检查用卷材通过立式连续退火炉;S3、通过观察立式连续退火炉的出口处的带钢表面的压痕缺陷,判断立式连续退火炉的停机时机;S4、入炉检查立式连续退火炉的炉辊。本发明立式连续退火炉炉内压痕缺陷产生位置的查找方法,可针对退火炉炉内压痕缺陷产生位置进行快速查找,提高了炉内压痕缺陷产生位置的查找效率,提高了入炉查找炉内压痕缺陷产生位置的准确性,减少因炉内带钢压痕质量缺陷造成的产品降级等损失,同

一种连续退火炉炉辊.pdf
本发明公开一种连续退火炉炉辊,其被设置为双锥度辊,双锥度辊包括:位于中部的平直段、沿轴向方向紧邻地设于平直段两侧的第一锥度段,以及紧邻每一个第一锥度段设置的第二锥度段,其中第二锥度段与第一锥度段的锥度不同;其中平直段与第一锥度段之间具有第一过渡圆弧,第一锥度段与第二锥度段之间具有第二过渡圆弧。该连续退火炉炉辊通过对双锥度的结构设计从而克服现有技术中的缺陷,避免带钢在生产过程中发生横向划伤的发生率,提高带钢的生产效率以及所获得的带钢产品质量。
一种减少钢板表面炉底辊压痕缺陷的方法.pdf
本发明提供一种减少钢板表面炉底辊压痕缺陷的方法,采取钢板表面预处理、控制炉内气氛和生产周期措施,有效抑制炉底辊结瘤的生成;并对已形成的炉底辊结瘤采取在线磨辊的方法进行削磨,减轻炉底辊结瘤的危害程度,不仅使钢板表面质量合格率由83.7%提高到95%,极大减少钢板下表面的压痕缺陷,显著减少质量损失,降低生产成本;又能相对提高炉底辊的使用寿命,延长热处理炉的停炉周期,增加机组产量。同时减少钢板表面缺陷修磨的工作量,减轻修磨工的劳动强度,降低备件消耗和费用支出。
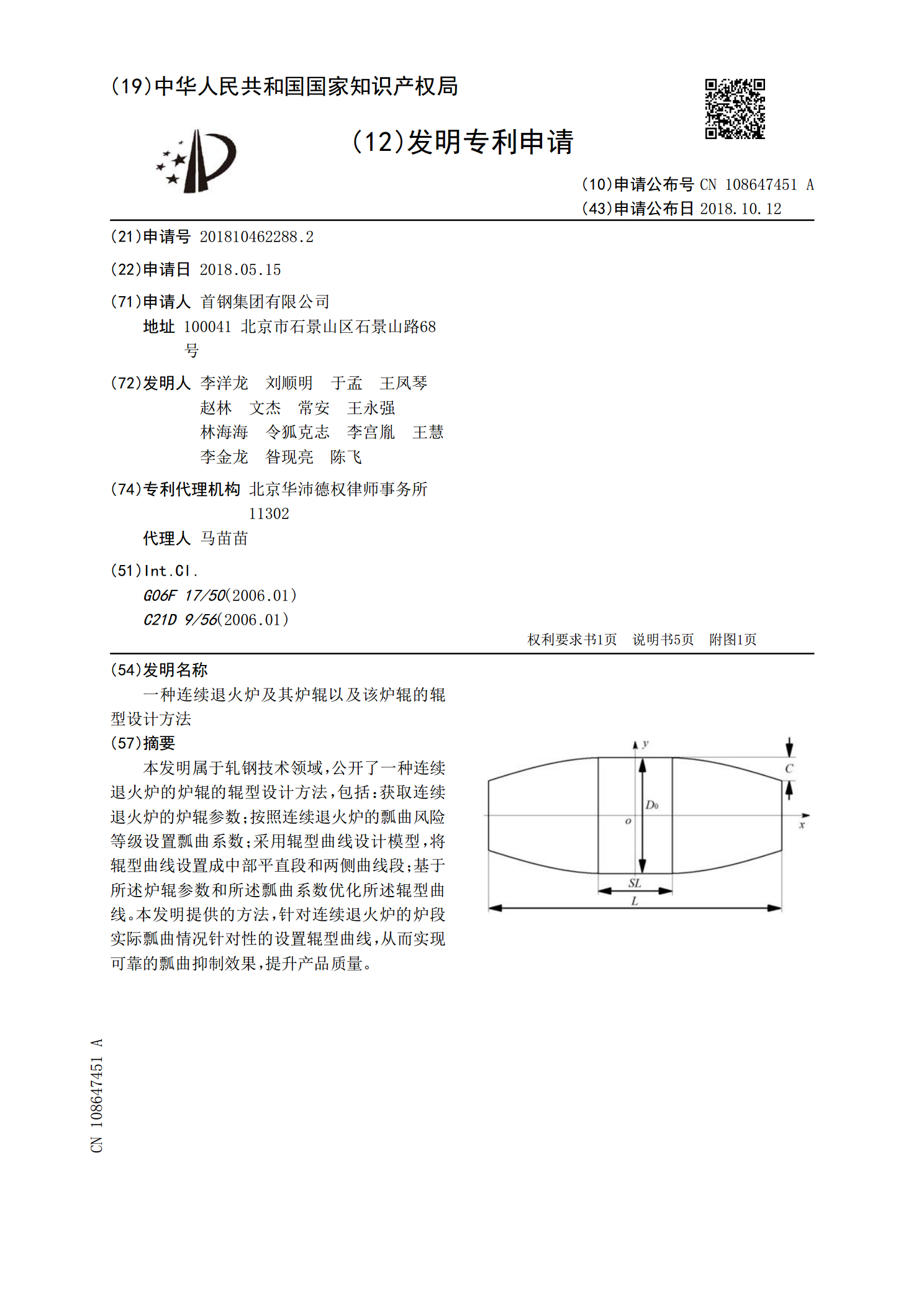
一种连续退火炉及其炉辊以及该炉辊的辊型设计方法.pdf
本发明属于轧钢技术领域,公开了一种连续退火炉的炉辊的辊型设计方法,包括:获取连续退火炉的炉辊参数;按照连续退火炉的瓢曲风险等级设置瓢曲系数;采用辊型曲线设计模型,将辊型曲线设置成中部平直段和两侧曲线段;基于所述炉辊参数和所述瓢曲系数优化所述辊型曲线。本发明提供的方法,针对连续退火炉的炉段实际瓢曲情况针对性的设置辊型曲线,从而实现可靠的瓢曲抑制效果,提升产品质量。